



塑件產品設計規范-尺寸精度和表面質量2/7 

分享第二章節:塑件產品設計規范-尺寸精度和表面質量2/7塑件產品設計規范_形狀和結構設計3/7塑件產品設計規范_壁厚和脫模斜度4/7塑件產品設計規范_壁厚和脫模斜度5/7塑件產品設計規范_圓角和孔的設計6/7塑件產品設計規范_螺紋、齒輪和嵌件設計7/7點擊提前看其他章節
99
型創科技2023 ??? 2年前
塑件產品設計規范-產品設計原則篇 
塑件產品設計規范共7章節點擊觀看全部
104
型創科技2023 ??? 2年前
塑件產品設計中這兩個因素決定產品質量,你知道嗎? 
塑件產品設計規范
53
型創科技2023 ??? 2年前
塑件設計規范,圓角和孔洞的設計技巧,你必須掌握! 
塑件設計規范,圓角和孔設計
81
型創科技2023 ??? 2年前
塑件設計必備!螺紋、齒輪、嵌件設計規范全解析 
你做塑件設計時,這些“細節”你考慮到了嗎?
292
型創科技2023 ??? 2年前
塑件設計不可錯過的加強肋結構規范! 
塑件設計規范
79
型創科技2023 ??? 2年前
【產品推薦】透明塑件應力檢測——應力偏光儀 
</strong></p><p>透過穿透式應力偏光儀,可快速簡易檢測塑件內部殘留應力,進一步了解應力分布情況,并可藉由專業技術判讀、反饋與顧問服務,及早找出殘留應力的成因并提供合適的解決方法,優化模具設計與塑件產品質量。
2668
ACMT協會 ??? 1年前
Moldex3D仿真分析之塑件冷卻時間理論計算 
圖一 利用MHC設計估算器,能立刻利用經典理論求得指定參數的理論值塑件冷卻時間理論計算在射出成型中,冷卻時間是影響產品質量與產能的重要因素。在成型周期中,冷卻到開模并取出塑件將占據絕大部分的時間,若能正確的評估冷卻時間,將有效的提高產能,降低時間成本。塑料是熱的不良導體,塑件的厚薄將會影響冷卻效率。
2484
Moldex3D 中國 ??? 4月前
Moldex3D仿真分析之塑件冷卻時間理論計算 
圖一 利用MHC設計估算器,能立刻利用經典理論求得指定參數的理論值塑件冷卻時間理論計算在射出成型中,冷卻時間是影響產品質量與產能的重要因素。在成型周期中,冷卻到開模并取出塑件將占據絕大部分的時間,若能正確的評估冷卻時間,將有效的提高產能,降低時間成本。塑料是熱的不良導體,塑件的厚薄將會影響冷卻效率。
1253
Moldex3D 中國 ??? 3月前
游樂場滑梯大型注射模具設計+3d 
游樂場滑梯產品見圖1,產品最大外形尺寸為1438.89 mm x 376.95 mm x 214.80 mm, 塑件平均膠位厚度3.17 mm,塑件材料為PE,縮水率為1.018,塑件質量為2726.03克。塑件技術要求為不得存在披峰、注塑不滿、流紋、氣孔、翹曲變形、銀紋、冷料、噴射紋等各種缺陷。
2136
模具論壇 ??? 4年前
定位齒條注塑模具設計要點+3d 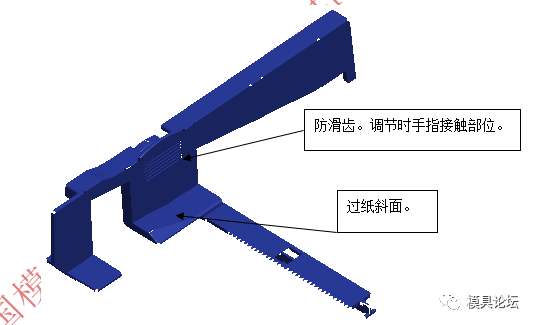
由于頂針處于滑塊底部,模具設計了回位行程開關,監測頂出系統及時回位。模具前后模仁的冷卻運水全部采用了直通運水,有效保證注塑的正常進行。圖1 定位齒條產品圖 圖2 定位齒條模具圖 圖3 滑塊結構
2692
模具論壇 ??? 3年前
滴壺+三通+手柄注塑模具設計+3d 
滴壺+三通+手柄是醫療器械產品大類中的一款輸液產品。滴壺+三通+手柄產品見圖1,滴壺產品最大外形尺寸為65.51 mm x ?17mm, 塑件平均膠位厚度0.82 mm,塑件材料為PVC,縮水率為1.03,塑件質量為3.10克。三通產品最大外形尺寸為18.94 mm x 17.51mm x 4.74mm ,塑件材料為PC,縮水率為1.005,塑件質量為0.25克。
2106
模具論壇 ??? 4年前
診療儀端蓋注射模具設計+3d 
圖1 診療儀端蓋產品圖從圖1可以看出,塑件結構為頂面大底面小的內縮殼體,三側封閉,內部膠位邊緣傾斜,底部帶有3個螺絲柱。根據塑件結構分析,模具設計的難點在于內側面需要設計傾斜的大滑塊,且滑塊的兩側同樣需要設計滑塊。模具結構為滑塊帶動滑塊的復合滑塊的結構形式。塑件的結構需要將全部膠位出在后模,滑塊也是后模滑塊。
2172
模具論壇 ??? 4年前
清潔機器人底殼注射模具設計+3d 
圖1清潔機器人底殼產品圖從圖1可以看出, 塑件為近似為矩形的封閉殼體,殼體邊緣有3處小的功能性結構需要設計滑塊抽芯,塑件一個角部有一處斜向的圓筒,需要設計滑塊抽芯,斜向圓筒的外形同樣需要設計滑塊抽芯。塑件頂面有局部凸起,有4處凸臺并有圓孔。塑件邊緣和內部有多條加強筋。塑件尺寸較大,模具結構復雜,外形有多處滑塊抽芯,模具設計型腔排位為1出1.模具設計排位圖見圖2所示。
2321
模具論壇 ??? 3年前
防護屏外罩注射模具設計+3d 
圖1 防護屏外罩產品圖從圖1可以看出,塑件結構造型為Z型,頂面有3處擦穿位,背面有3處需要設計滑塊抽芯。由于塑件扭曲呈Z型,高低落差大,合理布置3處滑塊,防止塑件變形是模具設計的首要任務。另一方面,由于分型面扭曲傾斜,塑件材料為PP,模具設計和制造必須考慮塑件不能產生批鋒。
1947
模具論壇 ??? 4年前
多通管接頭液壓抽芯注射模具設計+3d 
A產品 B產品圖1 多通管接頭圖圖2 模具設計排位圖圖3 后模滑塊組合圖從圖1可以看出,塑件A為復雜六通管接頭,其中一處口部邊緣外徑有螺紋,另有一處口部傾斜。塑件B為三通管接頭,內孔抽芯距離較長。
2692
模具論壇 ??? 4年前
左右后視鏡殼體注射模具設計+3d 
左右后視鏡殼體產品見圖1,左右塑件完全對稱,產品最大外形尺寸為227.5 mm x112.50 mm x126.50mm, 塑件平均膠位厚度3.36 mm,塑件材料為PP,縮水率為1.016,塑件質量為203.50克。塑件技術要求為不得存在披峰、注塑不滿、流紋、氣孔、翹曲變形、銀紋、冷料、噴射紋等各種缺陷。
2227
模具論壇 ??? 4年前
澆口位置選擇與流長比結合產品設計估算器之應用 
主要是針對產品初期的設計與成型信息進行快速估算,包括澆口剪切率、流道壓降、塑件冷卻時間及纖維增強塑料特性預測。
3437 6 4
ACMT協會 ??? 2年前
射出模具數字化設計與智能制造技術分析 
圖3:側抽芯 澆筑系統設計 進行建筑系統設計時,通常要充分思考塑件的整體功能以及外觀的特殊要求。對于澆口位置來講,其設計應保證在射出后其成品能夠與流道互相分離,并且不影響產品的整體美觀性,與此同時,應充分考慮澆筑系統的排氣,防止因積氣情況造成產品質量的下降。
3934 2 1
ACMT協會 ??? 2年前
CAE模流分析101招 -第 43 招、模具水路設計對產品翹曲變形的影響【水路設計篇】 
CAE模流分析101招 -第 43 招、模具水路設計對產品翹曲變形的影響【水路設計篇】■ Moldex3D/ 林秀春 協理【內容說明】在射出成型模具中,冷卻系統的設計甚為重要。因為唯有將成型塑件冷卻固化至具備相當剛性,脫模后才可避免塑件因脫模外力產生變形。由于冷卻時間占整個成型周期約70-80%,因此設計良好之冷卻系統可以大幅縮短成型時間,提高產率,縮短成本。
2394 2
型創科技2023 ??? 3年前
20條/頁 
 530
530 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
