



模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
什么叫PL面?PL面又稱:分型面、啪拉面,是指模具在閉合時前模和后模相接觸的部分。2. 什么是碰穿,什么是插穿?與PL面平行的公母模貼合面叫碰穿面,與PL面不平行的公母模貼合面叫插面。3. 條和絲的關系?條和絲都是長度單位,條為臺灣用語,1條=0.01mm,絲為香港用語,1絲=0.01mm,所以1條=1絲。4. 枕位是什么?
3453
UG模具設計材料 ??? 4年前
模具設計之分型面的選擇,實用的資料! 
所謂的分型面,就是打開模具取出產品的面。分型面的選擇也是模具設計的第一步,它受到產品的形狀,外觀,壁厚,尺寸精度,模穴數等很多因素的影響。一般的產品拿到手里,大分型面確定我相信大家對這個基本沒什么問題。可對于很多有側抽芯,或者涉及到枕位,碰穿,插穿時。
4394 2
UG模具設計-UG數控編程徐老師 ??? 3年前
驅動鈦絲(SMA)的可靠性設計(7)接觸面設計
接觸面設計 
我們的驅動機構零件,在完成設計后進入模具的設計和模具的加工生產環節,其中分型面會導致零部件在模具的壓鑄過程中帶來合模線、披鋒、毛刺、斷面等現象。 所以我們在結構設計過程中,需要提前做好拔模斜度,避開合模線和鈦絲交集。 如果無法避免的情況下,我們可以增加批量零部件的拋光打磨工藝處理。 3.
2447
財哥說鈦絲 ??? 1年前
7 鈦絲驅動技術(NiTiDrivetech)的可靠性設計-接觸面設計 
我們的驅動機構零件,在完成設計后進入模具的設計和模具的加工生產環節,其中分型面會導致零部件在模具的壓鑄過程中帶來合模線、披鋒、毛刺、斷面等現象。 所以我們在結構設計過程中,需要提前做好拔模斜度,避開合模線和鈦絲交集。 如果無法避免的情況下,我們可以增加批量零部件的拋光打磨工藝處理。
1422
財哥說鈦絲 ??? 5月前
出口模要求那么高,滑塊機構設計有哪些要點? 
滑塊鑲件的設計當后模滑塊有突出到前模時,必須要做3度角度與前模仁插穿,底部也要設計3度角度與后模仁插穿,如圖所示。2. 鏟機的設計對于膠位有外觀要求的滑塊且滑塊膠位面積比較大是,鏟機必須要設計反鏟,與滑塊座接觸面必須設計耐磨塊,如圖所示。3. 壓板設計要求壓板分為3種類型,平導軌、平齊的L型導軌、沉入的L型導軌,如下圖所示。
3959 3
張偉一 ??? 2年前
塑膠件的結構設計:拔模斜度篇(下) 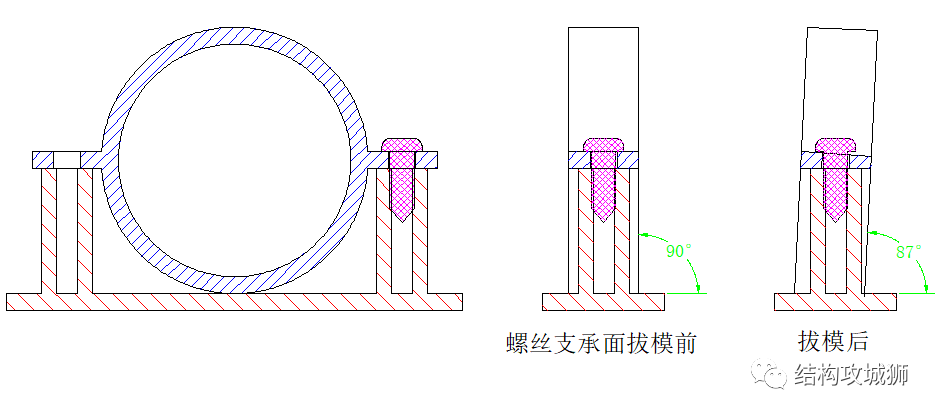
對于軸承的過盈配合,稍大的軸承孔無法通過司筒針出模達到無拔模斜度,采用常規出模方式需要設計拔模斜度,如下面軸承孔,內孔大面拔模,筋位面積小,可以不拔模,強脫出模。3、零件拔模后,分型面的確定會影響結構精度。在拔模時,當對零件中的d1、d2、d3、d4有同心度要求時,分型面必須在A~A處且d1與d2設計在同一型芯上才能使模具保證其要求。
5963 5 1
結構攻城獅 ??? 3年前
塑膠件的結構設計:拔模斜度篇(上) 
由于拔模斜度最終是體現在模具上,因此會存在拔模斜度的設計者之爭,即拔模斜度該由結構工程師設計還是由模具工程師設計,針對這點目前有兩種主流做法:1、結構工程師需要在零件設計階段把所有面拔模完善(個別結構無法確定,需要模具工程師評估的除外)。2、結構工程師只負責把外觀面、關鍵裝配面拔模,其他無關緊要的面留到模具設計階段由模具工程師根據經驗拔模。
8349 6 2
結構攻城獅 ??? 3年前
塑膠模具「雙色模」前模頂出設計方案以及注意事項 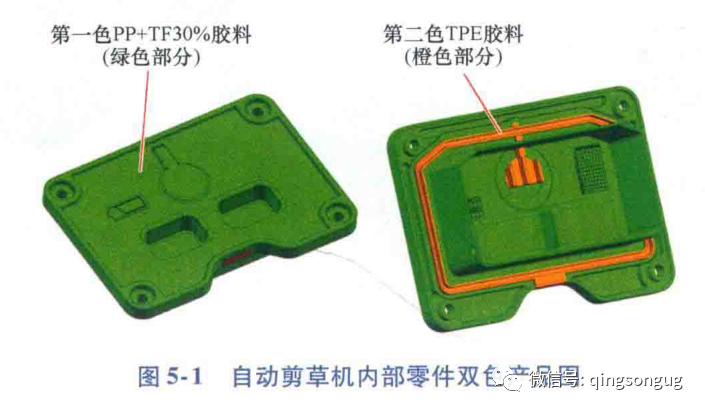
如圖所示:分型面,這樣的話后模側基本上沒有軟膠,而且不需要進行分型面封膠,后模可以完全做到一致。重點:第一色中間長方形有框深25mm,而且底部厚度只有1.3mm,成型中會粘前模。如圖所示:第一色進膠樣式第二色進膠樣式如圖所示:第一色與第二色熱流道點樣式。
3637
UG模具設計材料 ??? 3年前
出口模要求那么高,滑塊機構設計有哪些要點? 
鏟機的設計對于膠位有外觀要求的滑塊且滑塊膠位面積比較大是,鏟機必須要設計反鏟,與滑塊座接觸面必須設計耐磨塊,如圖所示。3. 壓板設計要求壓板分為3種類型,平導軌、平齊的L型導軌、沉入的L型導軌,如下圖所示。1)平導軌不好調整,因為只能磨行位,不方便。2)與滑動面平齊的L形導軌,好調整,但最好加定位銷。
2301
UG模具設計材料 ??? 4年前
倒扣較大,汽車模的斜頂機構如何設計 
二、斜頂頭的設計注意事項1)斜頂頭是扣位的成型零件,不易加工,設計的時候必須要有兩個基準面成90°角度,注意斜頂頭的斜度面比斜頂桿角度大2度,如圖所示。
2777 1 1
UG模具設計材料 ??? 4年前
塑膠件的結構設計:分型面(線)篇 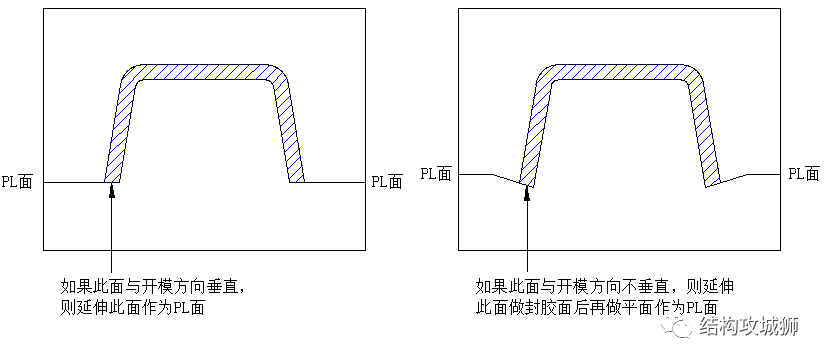
對于階梯分型線,由于型腔一側受力較大,在型腔兩側產生注射偏心力,造成定半模和動半模之間存在相對滑動傾向,其滑動方向如下圖所示。所以應首先選擇階梯面淺(垂直投影面積較大的一側)的分型面,如下右圖。在排模時,將兩個模腔對稱排列,如下圖所示。使模體兩側承受的注射力平衡,使模具結構緊湊。如果階梯分型面階梯落差太大,可考慮設計枕位,局部做階梯分型面。
11169 1
結構攻城獅 ??? 3年前
UG丨這些壓鑄模設計的原則,你知道嗎? 
03左中括號流道及排渣系統設計左中括號1.分流錐上面料餅的主流道要做到圓表面積的1/3以內。這樣防止冷料快速進入型腔前就封閉了分型面。2.分流錐上面主流道要做成“W”形狀,料餅厚度做到15-20mm.3.一般主流道的長度做到30-35mm,且單邊做5-10°的出模。4.一般橫流道最好是拐彎,且做成2個臺階以上,防止冷料通過橫流道進入型腔,導致產品表面冷隔紋。
2532 1
模具社 ??? 3年前
跟大咖學設計 · 第26期 | 小噸位冠軍!模力四射隊作品詳解 
模力四射團隊并沒有默認采用更常規的外觀面進澆方案,而是將“產品外觀完整性”作為優先目標,重點比較了兩種設計方向:<span style="color: rgb(212, 20, 20);">一種是更保守的常規方案,即從產品外觀面進澆;另一種則是從產品底座加工面進澆。
711
Supreium適創科技 ??? 5天前
Moldex3D模流分析之模擬模面加熱溫度預測更真實 
在射出成型制程中,高模溫對提升產品表面質量有很大的幫助。而感應加熱為最常用的模面加熱技術之一。Moldex3D支持模面加熱模擬,操作者可依需求分別選擇加熱公模或母模面,也可選擇二者同時加熱。當模擬過程考慮模面加熱,將可使分析結果更貼近實務情形。以下為Moldex3D模擬模面加熱之步驟。 步驟1:開啟一個已建好實體網格的模型,根據需求,用戶可選擇加熱公模或母模,或二者皆為加熱區域。
2361 1
Moldex3D 中國 ??? 2年前
UG模具結構資料 前模強脫機構的設計 
,前模鑲件會跟著產品走一段距離,頂針板碰到前模仁底部面后就不能繼續跟著產品走,這是產品已經脫離前模一段距離,鑲件的周圍已有空間讓塑膠進行變形,這是產品的倒扣才可順利強脫,合模時回針強行將頂針板回位,即前模鑲件回位,進行下個產品循環生產。
2603 2 1
UG模具設計材料 ??? 3年前
CAD驅動的模面優化解決復雜沖壓件的斷裂(上) 
ParaCAD 模型A根據前面的模擬結果,在ParaCAD中,重構模面和工藝補充面,并提取其中影響入料的特征部分,如本例中的H1和H2,進行參數化研究。B制定DOE優化策略。對模型空間進行分析評估。
2141
C3PChina ??? 3年前
應用 CAE 模流分析技術在閥式熱澆道系統之模具設計 
關閉控制閥可避免熔膠進入模穴,因此能準確地控制熔膠進入模穴的時機。這項特性相當重要,尤其對于多澆口系統,當流動波前通過熱澆道后才開啟控制閥,就可以預防縫合線問題。此外,適當使用閥式澆口也可幫助使用者降低壓力分布不均而產生的熔膠密度變化,以避免應力痕或陰陽面等表面缺陷。Moldex3D 讓使用者能夠自由地針對閥式澆口的特定條件作設定,例如可依據時間、流動波前、螺桿位置來設定控制閥的開啟或關閉。
2230 5
型創科技2023 ??? 3年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
什么叫PL面?PL面又稱:分型面、啪拉面,是指模具在閉合時前模和后模相接觸的部分。2. 什么是碰穿,什么是插穿?與PL面平行的公母模貼合面叫碰穿面,與PL面不平行的公母模貼合面叫插面。3. 條和絲的關系?條和絲都是長度單位,條為臺灣用語,1條=0.01mm,絲為香港用語,1絲=0.01mm,所以1條=1絲。4. 枕位是什么?
2969
UG模具設計材料 ??? 4年前
模具設計丨端子模下料原理及沖裁斷面間隙講解,值得一看! 
都是我創作的動力,期待你的加入下料型模具主要包括五金模具和端子模具中純下料的模具端子模具中較常見的下料模具有:BTB、FPC等產品,五金模具中常見的下料模具有:PAD等產品。
2493
模具設計UG編程教學 ??? 3年前
基于自動化生產的卡車縱梁落料沖孔模設計 
為了解決這一問題,前端和后端都需要設計外形定位以確保投料定位精準,如圖3、圖4 所示。圖2 定位不到位壓出的產品圖3 下模前端的外形定位設計圖4 下模后端的外形定位設計模具穩定可靠的投料檢測設計縱梁坯料在長度方向上都會存在一定的翹變量,有的甚至會達到12mm,因此在縱梁前端或后端布置側面的投料檢測開關都會存在檢測不到料的情況。
2126
金屬加工前沿 ??? 3年前
20條/頁 
 226
226 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
