01 分型面(線)的含義
所謂分型,即把塑件件成型部分的模仁分出若干個模塊,模塊與模塊之間的接觸面叫做分型面,也加分模面,狹義上的分型面,指的是塑件件外形最大輪廓處的分型面,即分出型腔和型芯,或者前模和后模。廣義上的分型面,還包括塑件件局部的分型面(孔的分型面),以及所有參與成型的模塊的分型面(如滑塊、斜頂、鑲件、頂針等的分型面)。
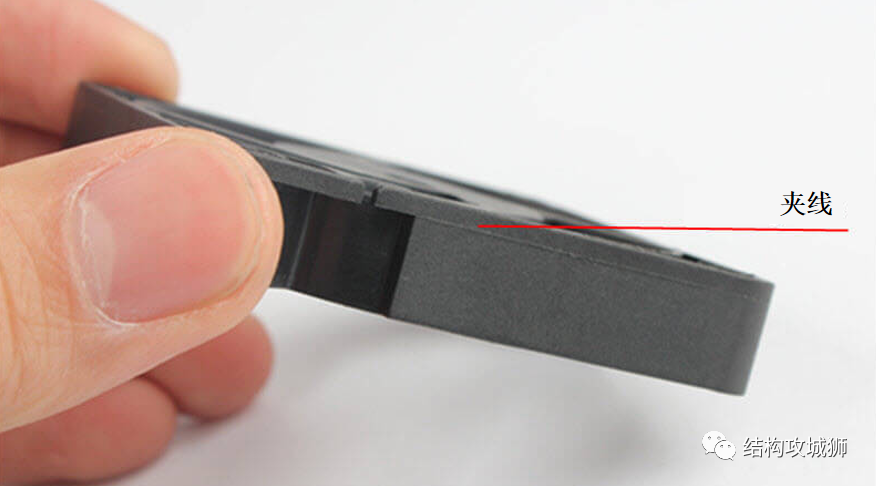
分型面與塑膠件表面相交的分界線,叫做分型線,英文為:Parting Line,因此分型面在業(yè)內一般簡稱PL面。由于成型模塊之間接觸不可能做到毫無間隙,塑膠件成型后,這條間隙復制到塑膠件上便形成一條類似批鋒的殘膠痕跡,因看起來像一條線,所以稱為分型線,也叫夾線。
如果說,分型面主要是針對模具而談,那么分型線就是分型面在塑膠件上的體現(xiàn),分型線的粗細會影響塑膠件的外觀、功能。因此,在塑膠件的結構設計時,需要特別注意。
02 分型面的種類
我們一般把塑件件外形最大輪廓處的分型面稱為主分型面,其他的為輔助分型面。
分型面的形式
1、平面分型面
:平面分型面是比較常見的、簡單的,它是一個垂直于開模方向的平面,如下圖所示。
2、階梯分型面
:根據(jù)一些塑件的具體情況,將分型面做成階梯狀,如下圖所示。
對于階梯分型線,由于型腔一側受力較大,在型腔兩側產生注射偏心力,造成定半模和動半模之間存在相對滑動傾向,其滑動方向如下圖所示。所以應首先選擇階梯面淺(垂直投影面積較大的一側)的分型面,如下右圖。
在排模時,將兩個模腔對稱排列,如下圖所示。使模體兩側承受的注射力平衡,使模具結構緊湊。
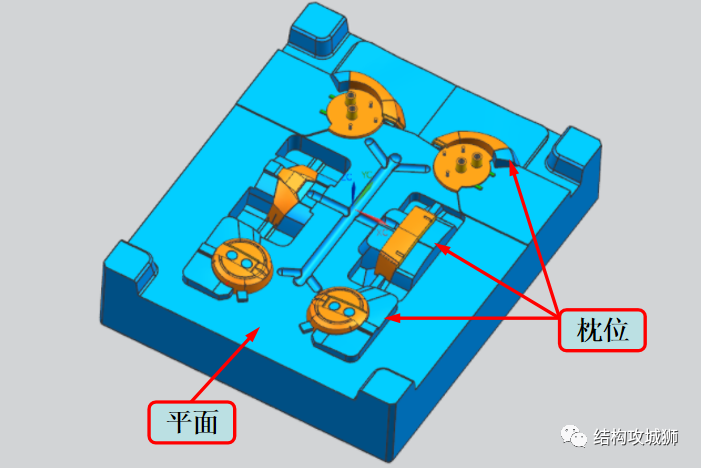
如果階梯分型面階梯落差太大,可考慮設計枕位,局部做階梯分型面。
有些零件,階梯面比較多,如果跟隨階梯形狀設計分型面,分型面變得復雜,為了簡化分型面,可考慮把分型面做成平面,缺點是在零件外觀面會有夾線,因此,這種分型方式多用在內部件
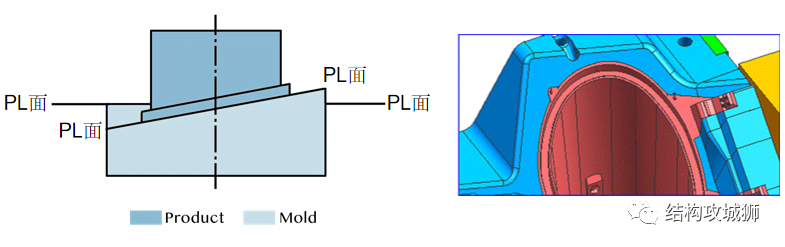
3、斜面分型面
:成型部分的分型面為斜面,并沿著斜面做出一段封膠面(目的是便于省模),然后再拉平(目的是便于加工定位取數(shù)),如圖所示。
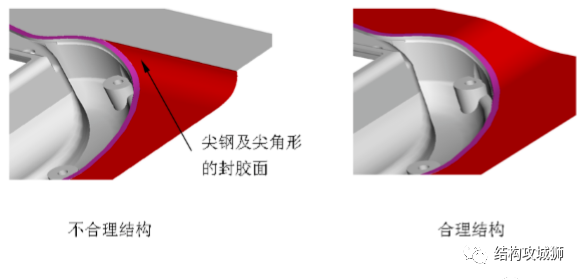
4、曲面分型面
:跟斜面分型面類似,先做出一段封膠面,然后再拉平,如圖所示。
但是,并不是每個分型面都必須沿著曲面延伸,比如下圖塑件件,延伸后,會形成尖角,前模為尖鋼,對于此種情況可直接拉伸出來分型面。
5、綜合分型面
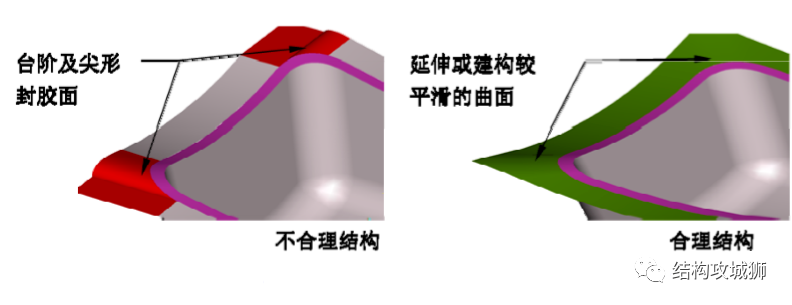
:這種形式是根據(jù)塑件結構的需要,有時將直面和曲面的分型面結合起來,或者將斜面和彎曲的分型面結合起來,形成一個綜合的分型面,如下圖所示。
對于綜合分型面,在兩種分型面的轉角處,特別需要注意封膠面的平順化處理,避免形成尖點封膠,應選擇面封膠,這樣不但可以增加模具強度,塑膠件也不容易跑批鋒,同時平順化處理可以減少臺階和尖角的出現(xiàn)以便提高分型面加工工藝性,可直接NC加工而減少EDM加工。
03 分型面的設計原則
主分型面的位置應選擇在零件在脫模方向上投影截面的最大輪廓處,這是一個基本原則。此原則下模具結構會得到簡化,否則會增加模具結構的復雜程度,比如需要增加滑塊等機構。
2、分型面的選擇應有利于塑件順利脫模具
由于注塑機的頂出裝置在動模一側,所以分型面的選擇應盡可能地將塑件開模后留在動模一側,這樣有助于在動模部分設置的推出機構工作;若在定模內設置推出機構就會增加模具的復雜程度。
3、分型面的選擇應保證塑件的尺寸精度和表面質量
1)同軸度要求高的塑件,選擇分型面時最好把有同軸度要求的部分放置在模具的同一側。
如下圖中間的階梯孔要求有較高的同軸度要求,原始設計的分型面,階梯孔分別由前后模的兩個型芯成型,前后模合模后,兩型芯的同軸度精度不容易保證;優(yōu)化后的分型面,階梯孔用一個型芯成型,精度的加工容易保證。
同理,對于外圓同軸度有精度要求的塑件,也應把有同軸度要求的部分放置在模具的同一側,比如下圖的塑膠聯(lián)齒。
2)與分型面有關的合模方向尺寸,其尺寸精度因分型面在注射過程中有脹開的趨勢而受到影響,如圖所示,原始的分型面,L的尺寸精度不容易保證;而優(yōu)化后的分型面,則該尺寸與分型面沒有關系,精度就容易保證。
3)對外觀表面質量有要求的塑件,分型面的選擇應考慮夾線對外觀的影響。
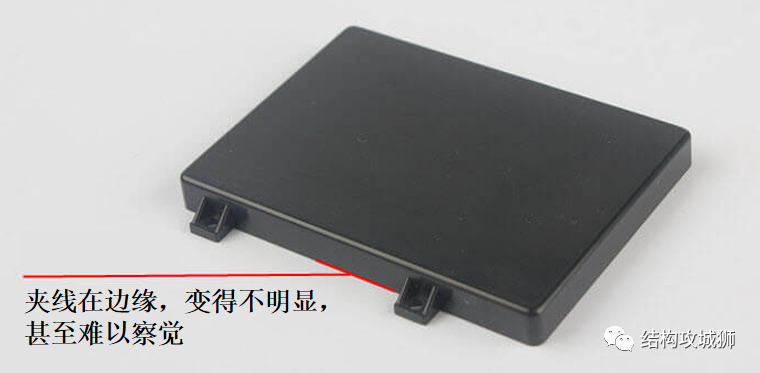
關于夾線對外觀以及結構功能的影響,可以查看之前寫過的文章:產品細節(jié)結構分型線(夾線)的選擇,以及其對外觀和功能的影響。
4、分型面的選擇應有利于模具的加工
通常在模具設計過程中,分型面越簡單,越容易加工,加工精度就越能得到保證。
下圖中,原始設計的分型面在小圓角處,帶小圓角的分型面不方便加工以及后續(xù)省模困難,優(yōu)化后設計,應該分型面圓角去除。
對于多個在同一側的枕位,可以考慮合并成一個大枕位,簡化分型面結構,便于加工。
5、分型面的選擇應有利于排氣
為了使型腔有良好的排氣條件,分型面應盡量設置在塑料熔體流動方向的末端。
下圖中, 原始的分型面設計,塑料熔體充填型腔時,先封住分形面,在型腔深處的氣體就不容易排除(且分型面有拐彎,也不易于模具的排氣);優(yōu)化后的分型面,設計在熔體流動的末端,形成良好的排氣條件。
6、分型面的選擇應考慮模具的大小
分型面的選擇對模具的大小是有影響的,如下圖,原始的設計模具高度較高,相對應的型腔和型芯都較深,模具加工的時長就越長,同時可能會遇到小零件需要用到大注塑機的情況,同時,由于型腔和型芯都較深,導致拔模對零件的尺寸影響較大。優(yōu)化后的設計,模具高度變低,型腔和型芯都較淺,加工容易,且拔模對零件的尺寸影響較小,缺點是有些零件可能需要設計滑塊,會導致模具長寬方向變大。
7、分型面的選擇應考慮簡化模具結構
如果側邊的結構特征精度要求不高,盡量避免側向抽芯(滑塊)機構,簡化模具結構,減小模具大小,可一定程度上降低模具成本。
如果側向抽芯(滑塊)機構無法避免,分型面的選擇應考慮側向抽芯的距離最短方案,減小模具大小;同時大型芯要確保在開模方向上,因為包緊力會很大,如果放在模具的側向機構,不利于脫模。
以上分型面的選擇和設計,雖然大部分是到了模具設計階段才真正開始設計,但是,作為結構工程師,我們必須在結構設計階段需要有一個大方向的考慮,特別是對于一些比較容易確定分型面的零件,如果我們在結構設計時就考慮了分型面對結構(尺寸進度、配合間隙、外觀質量的等)的影響,那么后續(xù)模具DFM后就不會導致頻繁改動,試模后就不會有那么多本身可以避免的問題。
當然,影響分型面選擇的因素不止以上列出的,可能還有其他因素,每種分型面的方案都不是十全十美的,都會有優(yōu)點和缺點,我們需要做的就是針對實際零件的要求而做出選擇,保證滿足當前零件要求就可以了。


























