接上篇:塑膠件的結構設計:拔模斜度篇(上)
05 拔模斜度設計的原則
二、保證結構功能
一個完整的產品本質上是不同的零件有序的構成,不同零件之間通過連接關系連接成一個整體,一個零件的拔模不僅僅對自身的結構產生影響,同時也會影響到與之配合的另一零件。
對支撐面進行拔模,可以方便出模,但是拔模后,螺絲的支承面與螺柱中心線不垂直,強行鎖緊后,被固定件可能會被壓歪。
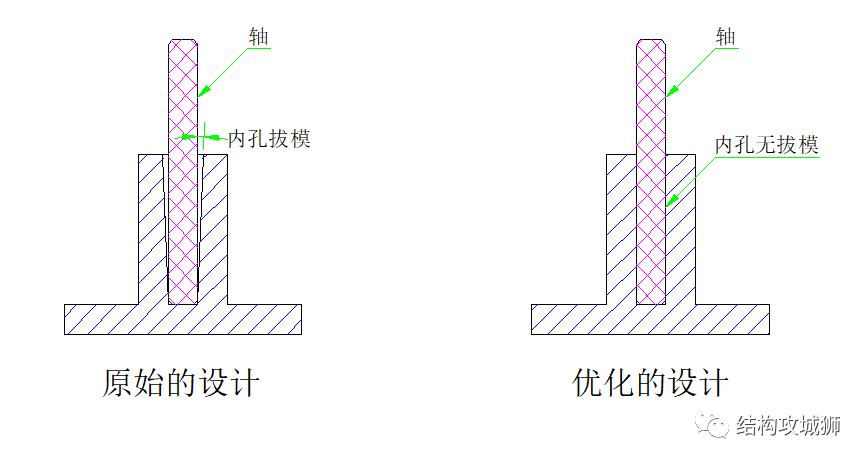
2、零件拔模后,對過盈配合的影響。
塑膠件之間可以互相配對拔模,過盈配合精度不影響,但是對于無拔模斜度的標準件(如軸承、轉軸等)與塑件件過盈配合就需要注意,比如以下這種小軸與柱子內孔的過盈配合,內孔如果拔模,過盈效果容易失效,內孔通過司筒針出模可以實現內孔無拔模。
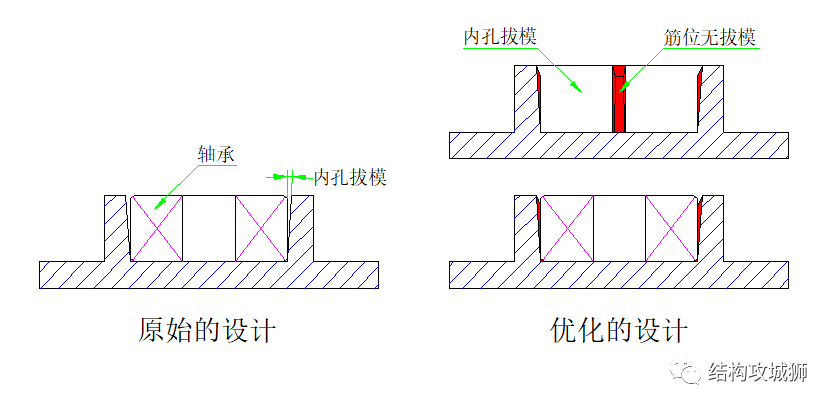
對于軸承的過盈配合,稍大的軸承孔無法通過司筒針出模達到無拔模斜度,采用常規出模方式需要設計拔模斜度,如下面軸承孔,內孔大面拔模,筋位面積小,可以不拔模,強脫出模。
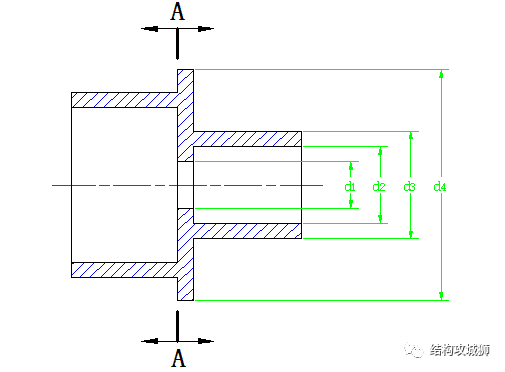
在拔模時,當對零件中的d1、d2、d3、d4有同心度要求時,分型面必須在A~A處且d1與d2設計在同一型芯上才能使模具保證其要求。
4、零件拔模后,分型線(夾線)出模、外觀、結構的影響。
一般的通孔是通過前后模的碰穿成型,只是碰穿位置的不同,導致夾線的位置也不同,通孔拔模后,一般有以下3種碰穿方式,夾線(批鋒)就產生在前后模的相碰處。
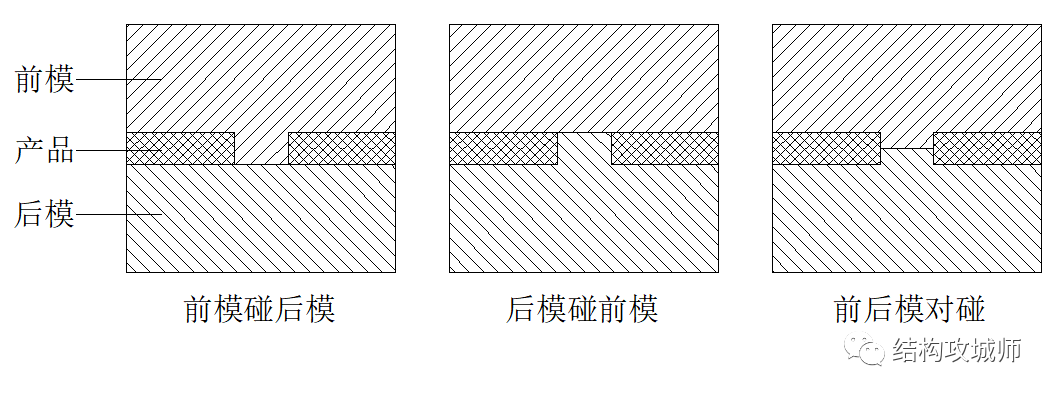
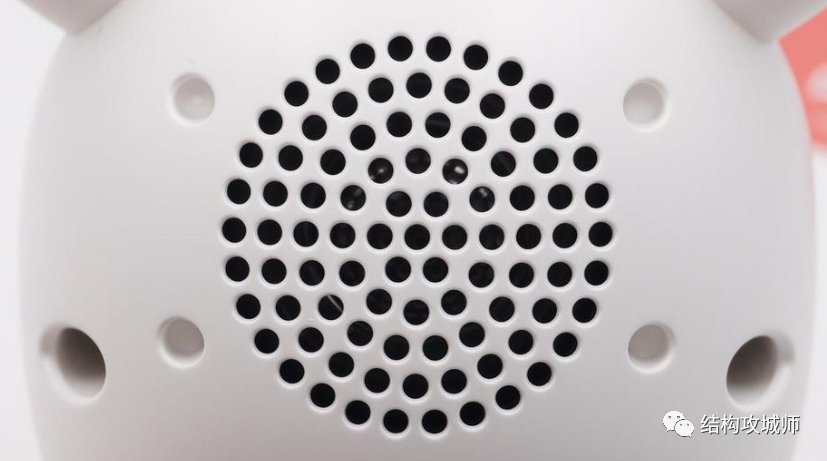
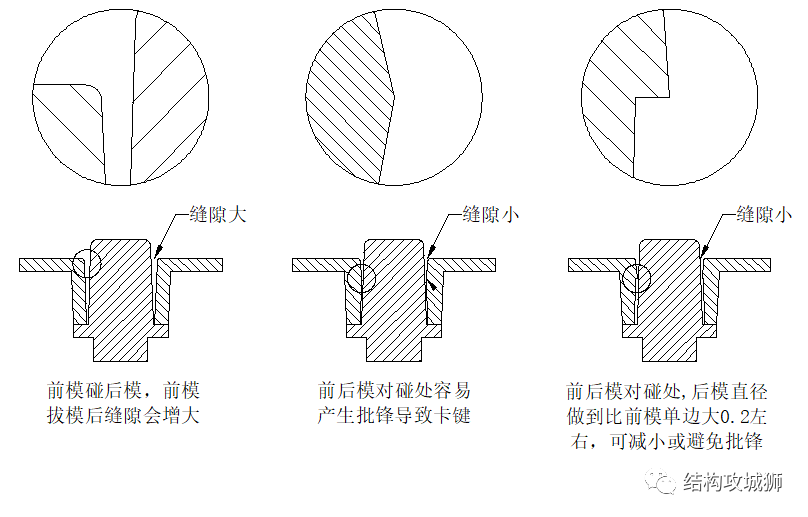
1)前模碰后模,即孔的內壁面拔模后留在前模,常應用于外觀的一些特征孔,如散熱孔、出音孔、外接口孔等,這些孔一般在外觀面上不允許看到孔的夾線或批鋒,并且一般都需要導角,所以一般選擇此方式,但是,值得注意的是,這種方式有粘前模的風險,特別是孔的個數較多時,如一些散熱孔、出音孔,所以,如果后模沒有足夠的結構保證模具前后模分開時留在后模,應考慮使用前后模對碰,且前模碰的深度小于后模碰的深度。
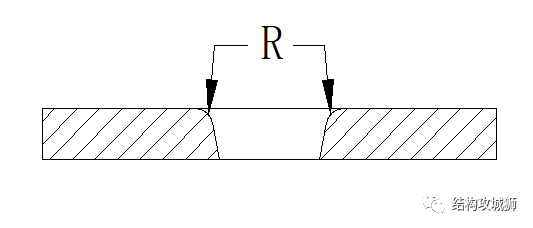
2)后模碰前模,即孔的內壁面拔模后留在后模,這方式處理的孔一般不單獨呈現,因為夾線(批鋒)呈現在外觀處,通常是跟其他零件一起配合使用,比如孔的中間裝配一個裝飾件,由于此方式成型的孔批鋒在外觀面上,如果裝飾件與外殼平齊,由于可能存在誤差(模具精度不高或結構不牢靠的情況下),實際上不平齊,會有段差,這時就容易刮手;如果在外觀處兩件分別導R角,雖然不會刮手,但從外觀上看縫隙會變大;如果只裝飾件導R角,且裝飾件外觀面比外殼面高0.2左右,這樣就不會刮手,且外觀上看縫隙也不會變大。
3)前后模對碰
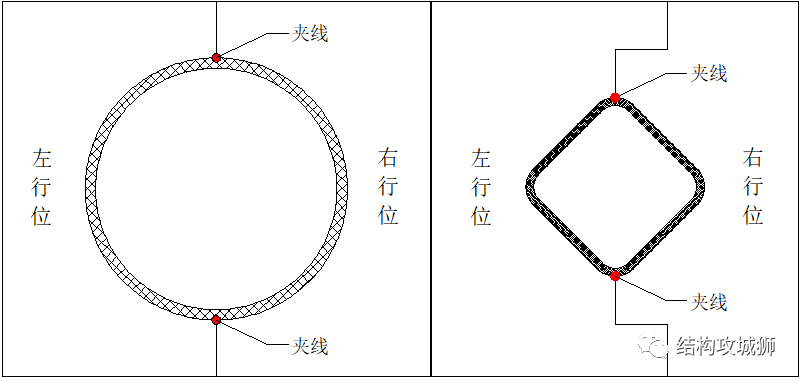
,即孔的內壁面拔模后分別留在前后模,這種方式除了上面提到的考慮到粘前模的風險采用外,還有一種場合采用,就是當孔的深度較深時,拔模后,孔的上下端直徑就會相差很大,為了避免這種情況,一般也采用前后模對碰成型,常用在按鍵結構上,如下圖。
三、保證外觀要求
外觀零件需不需要拔模,主要由外觀零件的拆件方式和相對應的出模方式確定。對外觀造型要求嚴格的設計者,在設計初期會考慮好造型的狀態以及大體的拆件方式。因為后期結構工程師對外觀添加拔模斜度后,對外觀造型會造成一定程度的影響。當然這種影響需要得到外觀設計師的承認才能繼續往下一步實施,否則,結構工程師必須在原來的外觀上考慮其他的出模方式。這個過程是結構工程師和外觀設計師之間不斷溝通與配合的過程,對于不同的公司,其在結構和外觀上的側重點不同,就會造成產品品質感和成本的不同。
第一種,為早期的外觀設計,其拆件方式為上下殼,上下殼體的分型面處需要拔模,拔模后,上下殼結合處的造型有些許改變,不再相切,因此此處常常做美工線,減小段差造成刮手。
第二種,為了解決第一種的問題,增加了一個中殼,同時中殼作為裝飾件,整個外觀的層次感強烈了許多,但是增加了一個零件的成本。
第三種,簡潔風格,主體為一個零件,為筒型外觀,側面無拔模,無縫隙,完全保留外觀的原始設計,是時下流行的一種外觀處理方式。
同理,在吹風機行業也是類似情況,前兩種為傳統吹風機,后兩種為目前流行的吹風機,外觀更加簡潔,拆件數少,能一體成型的就不拆件,減小由于拔模對外觀造型的影響。。

0度拔模斜度的出模具方式:
對于某些直筒型外觀的產品,為了避免拔模后外觀變得難看,常常設計0度拔模斜度,如下圖產品。

對于這類產品,如果外殼為金屬材質,可以通過鋁擠的方式,可以做到內外壁面0度拔模斜度,如果是塑膠件,內壁面還是需要拔模,外壁面通過左右滑塊出模,但這樣在外觀上就有滑塊夾線,如果需要從外觀上看不出夾線的痕跡,最終的解決方式是打磨后進行了噴油遮蓋。
Apple Pencil一代的0度拔模斜度:
Apple Pencil一代筆桿采用的是塑膠材質,有一長段內外壁面都是0度拔模斜度,度拔模斜度的外壁面的出模可采用上述提到的解決方案,難的是0度拔模斜度的內壁面的出模。
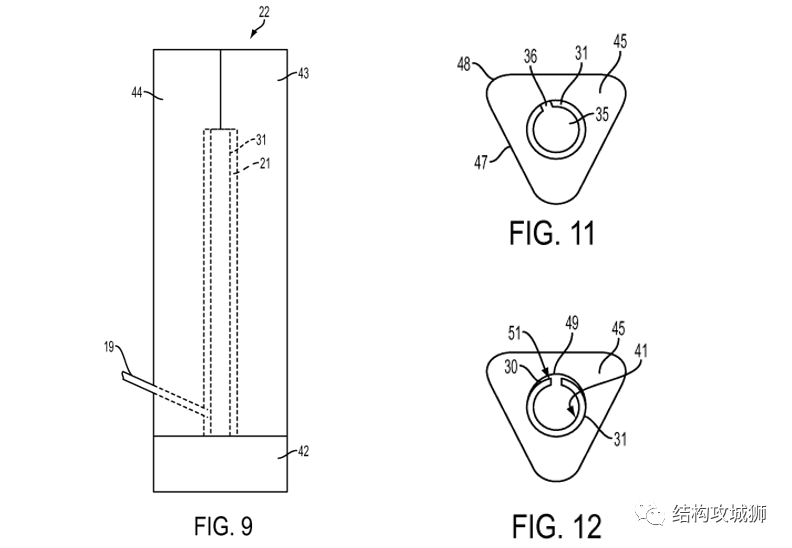
從蘋果公司申請的專利可以了解到具體實現的做法,實際上是使用了一個柔性的模芯,它由兩部分組成,一個柔性帶開口的金屬套筒(FIG. 3),以及一個金屬內芯 (FIG. 5),靠著這個柔性套筒在一定條件下具有彈性形變,讓其可以在 Apple Pencil 的圓柱腔體內抽出。
具體實現方法:
金屬套筒使用低摩擦性的金屬做成,且對外表面拋光,減小與塑膠的摩擦力,套筒上設置有一整條槽,使得套筒能具有一定的彈性變形空間,與之相配的金屬內芯有一條凸起的鍵,套筒和內芯組成了模芯(FIG. 6)。
注塑過程就是先將模芯放到模具內,然后合上外模(FIG.9),完成注塑,注塑成型后先將金屬內芯抽出,金屬內芯抽出后,金屬套筒有了向內彈性變形的空間,金屬套筒會向內收縮(FIG. 12),金屬套筒外壁與塑膠件內壁形成一定程度的脫離,金屬套筒便很容易從塑膠件內壁抽出。(專利中用圖三棱柱舉例代替Apple Pencil的圓柱體塑膠筆桿)
END
特別聲明:本文內容為本公眾號整理、編輯、原創,部分圖片內容來自于網絡,只用于學習交流,如涉及版權問題,請聯系刪除,以上內容如有錯誤,歡迎留言指正,謝謝!


























