



車身覆蓋件修邊模正側(cè)交刀結(jié)構(gòu)研究 
基于大量的修邊接刀毛刺問題,詳細(xì)論述、計(jì)算、分析了覆蓋件修沖模具正側(cè)交刀結(jié)構(gòu)的優(yōu)缺點(diǎn),提出正側(cè)交刀設(shè)計(jì)原則和正確設(shè)計(jì)交刀沖壓工藝的四要素,詳細(xì)列舉論述三類正確交刀設(shè)計(jì)案例。正確設(shè)計(jì)交刀工藝、慎重選擇正側(cè)交刀結(jié)構(gòu),從而規(guī)避毛刺及其不合理刃帶的不可再修性。精益設(shè)計(jì)、精準(zhǔn)制造,讓模具交付更快速、使用維護(hù)更容易。曾經(jīng)一段時(shí)間,國內(nèi)主流模具廠流傳,“沒有毛刺就沒有沖壓件”。
2770
FMMM ??? 4年前
基于光電傳感器的模具廢料監(jiān)測系統(tǒng)設(shè)計(jì) 附基于ADMAS 動(dòng)力總成28工況計(jì)算下載 
彭本棟在模具設(shè)計(jì)階段利用DynaForm 軟件模擬了汽車翼子板修邊廢料下滑過程中的狀態(tài),提前識(shí)別廢料下滑不暢的風(fēng)險(xiǎn)點(diǎn),針對(duì)問題點(diǎn)優(yōu)化了修邊工藝方案,保證廢料下滑順暢 [2]。張應(yīng)生針對(duì)沖模廢料滑落問題,結(jié)合理論分析及現(xiàn)場實(shí)際狀態(tài)進(jìn)行深入研究,針對(duì)模具典型位置,從前期工藝結(jié)構(gòu)設(shè)計(jì)方面進(jìn)行解析,提出解決方案,在模具設(shè)計(jì)初期預(yù)防廢料滑落不暢的問題 [3]。
2591
ouju7687 ??? 3年前
生產(chǎn)制造 | VISI智能修模解決方案實(shí)現(xiàn)精度效率雙飛躍 
在模具制造領(lǐng)域,材料回彈和塑膠翹曲導(dǎo)致的成品變形一直是工程師面臨的嚴(yán)峻挑戰(zhàn)。傳統(tǒng)依賴經(jīng)驗(yàn)反復(fù)試錯(cuò)的修模方式不僅效率低下,更造成巨大成本浪費(fèi)。如何快速鎖定變形部位并精準(zhǔn)補(bǔ)償?VISI 變形修模解決方案,為模具制造帶來革命性的精度與效率突破。為什么選擇VISI?
2488 1 1
海克斯康設(shè)計(jì)與仿真 ??? 1年前
淺析基于鋁門外板模具關(guān)鍵技術(shù)解決方案 
圖1 產(chǎn)品RPS 點(diǎn)及匹配區(qū)域示意圖工藝規(guī)劃全鋁封閉自動(dòng)線生產(chǎn)方式工藝規(guī)劃為4 序:OP10 拉延→OP20 修邊、沖孔、側(cè)修邊→OP30修邊、側(cè)修邊、翻邊→ OP40翻邊、整形。工藝規(guī)劃簡圖如圖2 所示。
4300
FMMM ??? 2年前
汽車模具分類及制造工藝 
除了上述所列舉的幾類塑料模具外,還有真空成型模、壓縮空氣模、吹塑模、低發(fā)泡塑料模等。汽車車身上的的沖壓件大體上分為覆蓋件、梁架件和一般沖壓件。能夠明顯表示汽車形象特征的沖壓件是汽車覆蓋件。因此,更加特指的汽車模具可以說成是“汽車覆蓋件沖壓模具”。簡稱汽車覆蓋件沖模。例如,前車門外板修邊模、前車門內(nèi)板沖孔模等。
2543 1
Im智能注塑 ??? 4年前
基于自動(dòng)化生產(chǎn)的卡車縱梁落料沖孔模設(shè)計(jì) 
所有的沖孔廢料通過設(shè)計(jì)在模具下面的皮帶輸送機(jī)輸送至模具體外,見圖9。對(duì)于修邊廢料,廢料刀不是采取垂直90°來設(shè)計(jì),而是設(shè)計(jì)成95°,充分考慮利用廢料自身的重心,確保落料修邊廢料的順利下滑,同時(shí)也會(huì)在上模凹模鑲塊上增設(shè)彈頂銷來輔助修邊廢料下滑,如圖10 所示。
2129
金屬加工前沿 ??? 3年前
基于Adams的汽車發(fā)動(dòng)機(jī)蓋外板二次切斷廢料滑落研究 
近年來隨著國內(nèi)外汽車行業(yè)發(fā)展的日趨成熟,自動(dòng)化生產(chǎn)成為模具沖壓過程的首選。自動(dòng)化生產(chǎn)對(duì)修邊沖孔類模具的要求:①所有沖裁廢料必須滑出沖壓機(jī)床臺(tái)面并滑到廢料收集系統(tǒng)內(nèi),這就要求模具沖裁的廢料滑出要順暢可靠,一旦廢料堆積必須停止生產(chǎn),如果沒有及時(shí)發(fā)現(xiàn)廢料堆積可能會(huì)損壞模具;②無鐵屑產(chǎn)生,否則造成外板質(zhì)量缺陷必須停止生產(chǎn),進(jìn)行修模及模具的清潔,降低了生產(chǎn)效率。
2131
擺渡人張 ??? 2年前
Moldex3D模流分析之宗瑋工業(yè)使用Moldex3D模具開發(fā)至交貨周期有效縮短20% 
除此之外,預(yù)測產(chǎn)品結(jié)合線、包封、遲滯等問題,提供模具設(shè)計(jì)上的參考。更可以透過翹曲分析可掌握產(chǎn)品的變形與裝配配合性,讓上下蓋組合配裝更順手( 圖2. b )。 PBT塑料支架的問題為模具積熱( 圖3. a),透過冷卻分析驗(yàn)證冷卻水路設(shè)計(jì)是否能有效解決模具積熱問題( 圖3. b )。屏幕前殼產(chǎn)品( 圖4. a )則可透過充填分析預(yù)測流動(dòng)平衡、結(jié)合線與包封位置。
2158
Moldex3D 中國 ??? 3年前
沖壓模具精準(zhǔn)報(bào)價(jià)令人“頭痛”:模具精準(zhǔn)報(bào)價(jià)“內(nèi)幕”揭秘 
6、其他成本:大概包括內(nèi)如有試模成本、打樣材料成本、機(jī)加模修成本、模具設(shè)計(jì)成本、管理成本等。
1928
模具設(shè)計(jì)UG編程教學(xué) ??? 3年前
射出模具數(shù)字化設(shè)計(jì)與智能制造技術(shù)研究 
結(jié)語 研究射出模具數(shù)字化設(shè)計(jì)與智能制造技術(shù),需要在清楚該技術(shù)含義、意義與內(nèi)容的基礎(chǔ)上,分析其中的模具方案設(shè)計(jì)與工藝設(shè)計(jì)等數(shù)字化設(shè)計(jì),重視其中的大數(shù)據(jù)分析調(diào)試、模具零件加工、模具裝配以及試模修模等模具智能制造工作。未來模具行業(yè)將會(huì)出現(xiàn)大量專業(yè)技術(shù)服務(wù)公司,為模具企業(yè)提供各個(gè)方面的專業(yè)技術(shù)服務(wù)。比如,方案公司設(shè)計(jì)產(chǎn)品、模流分析、仿真結(jié)構(gòu)分析、強(qiáng)度分析、模具設(shè)計(jì)、編程服務(wù)和整套技術(shù)解決方案。
3814
ACMT協(xié)會(huì) ??? 2年前
CNC石墨加工技術(shù)的應(yīng)用與發(fā)展 
有的石墨加工用的是工裝,但這是做模具電極的;做石墨模具一般都會(huì)采用真空吸附臺(tái),加工尺寸穩(wěn)定,變形量也小。 3. 選好刀具石墨加工的難點(diǎn)也在刀具上面,刀具磨損的非常快,國內(nèi)普通的刀具也就3-4個(gè)小時(shí),好一點(diǎn)的5個(gè)小時(shí)。國外的進(jìn)口刀具大大概也就6-8個(gè)小時(shí)。選擇刀具時(shí)盡量選擇平底帶R刀,不要選擇平底刀(開粗精修的時(shí)候)。因?yàn)槠降椎兜牡都馐卿h利的,切削出來石墨會(huì)容易崩。
1914
汽車零部件模具與注塑 ??? 4年前
高科技——推薦一款讓模具制作更快的三維藍(lán)光掃描儀 
d)模具磨損檢測 對(duì)于注塑模具,在鑲塊裝配過程中或者完成后是否OK,通過三維藍(lán)光掃描儀的掃描后比對(duì)檢測得到色譜差結(jié)果,可以清晰的反饋出來具體的裝配情況;同理,模具在使用一段時(shí)間后導(dǎo)致模具的磨損,也可通過該檢測手段進(jìn)行具體的分析。簡而言之三維藍(lán)光掃描儀在模具不管是裝配還是售后檢驗(yàn)中均能發(fā)揮出獨(dú)特的技術(shù)優(yōu)勢.
2015
汽車零部件模具與注塑 ??? 4年前
應(yīng)用 CAE 模流分析技術(shù)在閥式熱澆道系統(tǒng)之模具設(shè)計(jì) 
由此方式后續(xù)實(shí)際試模的次數(shù)與修模的機(jī)會(huì)將可大大減少,成品獲利將可大幅提升。本文藉由一件保險(xiǎn)桿分析,透過多項(xiàng)參數(shù)比較閥式澆口的設(shè)計(jì)優(yōu)勢。 何謂熱澆道系統(tǒng)熱澆道模具是將傳統(tǒng)式模具或三板式模具的澆道與流道經(jīng)加熱,于每一成形時(shí)即不需要取出流道和澆道的一種嶄新設(shè)計(jì)且在射出成形模具產(chǎn)業(yè)中扮演關(guān)鍵零件性角色,它提供著射出成形模具中從射出機(jī)的噴嘴處到模具的模穴之間塑料流動(dòng)的控制。
2230 5
型創(chuàng)科技2023 ??? 3年前
生產(chǎn)制造 | 零件需要降面2毫米?VISI高級(jí)變形技術(shù)讓修模效率提升數(shù)倍! 
這不僅直接拉低修模改模的整體效率,更會(huì)讓模具制作的周期大幅延長,企業(yè)的生產(chǎn)成本也隨之居高不下。02VISI高級(jí)變形技術(shù):革新修模工藝針對(duì)模具修模的這一行業(yè)痛點(diǎn),VISI高級(jí)變形技術(shù)帶來了突破性的解決方案!
2055
海克斯康設(shè)計(jì)與仿真 ??? 3月前
Moldex3D模流分析之抬頭顯示器反光板之蒸鍍治具模具及成形效率優(yōu)化 
同時(shí),Moldex3D模擬也能考慮材料對(duì)變形量的影響,優(yōu)化產(chǎn)品成型效益改善產(chǎn)品平整度近85%減少昂貴的修模及設(shè)計(jì)變更成本減少產(chǎn)品開發(fā)設(shè)計(jì)時(shí)間案例研究本案例之治具產(chǎn)品分為兩個(gè)組件:本體及上蓋(圖一),二者體積差異極大,且必須共模成型。
2733 2 7
Moldex3D 中國 ??? 3年前
基于輕量化的沖壓鋁板成形技術(shù)研究 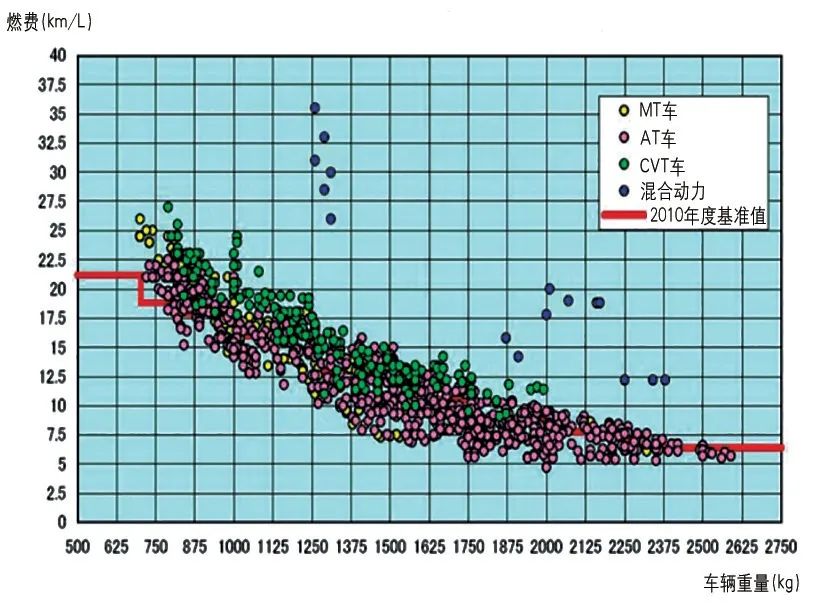
圖3 鋁板修邊刃口工藝1)鋁板無廢料刀設(shè)計(jì),普遍采用二次修邊;2)鋁板不采用三角定位孔,避免連切帶翻結(jié)構(gòu);3)針對(duì)鋁板,采用修邊刃口特殊工藝處理;4)建議采用二次切斷或者使用浮動(dòng)刀,同時(shí),避免波浪刃口(Shear cut),均勻穩(wěn)定修邊;5)刃口間隙均勻性和垂直度確認(rèn);6)上下模刃口表面處理,降低表面粗糙度和提高耐久性;7)修邊刃口涂黃油,粘鋁屑;8)模具工裝上增加收集鋁屑裝置;9)每生產(chǎn)1000
2335
FMMM ??? 2年前
很全的模具拋光知識(shí),拋光美女都驚嘆太實(shí)用了!
如電火花精修規(guī)準(zhǔn)選擇不當(dāng),熱影響層的深度最大可達(dá)0.4 mm。硬化薄層的硬度比基體硬度高,必須去除。因此最好增加一道粗磨加工,為拋光加工提供一個(gè)良好基礎(chǔ)。 2)鋼材的品質(zhì)優(yōu)質(zhì)的鋼材是獲得良好拋光質(zhì)量的前提條件,鋼材中的各種夾雜物和氣孔都會(huì)影響拋光效果。
1980
數(shù)控編程網(wǎng) ??? 4年前
行業(yè)分享丨基于SimSolid的大型汽車連續(xù)沖壓模具剛度分析 
mm) 風(fēng)險(xiǎn)等級(jí) 凸凹模刃口配合面 0.1 ≤0.10 合格 小結(jié)大型汽車類模具,在成型過程中,模具整體形變是一大痛點(diǎn),目前行業(yè)嚴(yán)重依賴人員工程經(jīng)驗(yàn)和反復(fù)修模做來彌補(bǔ),導(dǎo)致開模周期和費(fèi)用增加,傳統(tǒng)有限元分析雖可以在開模前得到變形結(jié)果
2476 1 1
ALTAIR ??? 8月前
UG NX畫模具結(jié)構(gòu)設(shè)計(jì)要點(diǎn)大全,值得收藏! 
31.模具在使用一段時(shí)間后,需要進(jìn)行型修,修模仁的過程中,盡量不要用油石,因?yàn)槎啻问褂糜褪瘯?huì)使模具變形;最好用削好的軟木或軟竹筷。 32.有滑塊的模具中,#102 與#103 板之間應(yīng)該加四個(gè)支撐拄。
3819
張偉一 ??? 3年前
射出模具數(shù)字化設(shè)計(jì)與智能制造技術(shù)分析 
脫模與修模 所有的產(chǎn)品保壓操作完成后,澆注中心溫度在此時(shí)將不斷降低,并降至溫度臨界點(diǎn)附近。當(dāng)模件仍處于冷卻階段,沒到開模時(shí)間,操作控制員對(duì)射出機(jī)做出一次定距頂出的操作,并同時(shí)帶動(dòng)兩根膠口,針箍朝料筒方向移動(dòng)。不過,動(dòng)作范圍不能太大,要限制在1mm范圍以內(nèi)。動(dòng)作兩次后,就會(huì)恢復(fù)正常。
3935 2 1
ACMT協(xié)會(huì) ??? 2年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
