近年來隨著國內外汽車行業發展的日趨成熟,自動化生產成為模具沖壓過程的首選。自動化生產對修邊沖孔類模具的要求:①所有沖裁廢料必須滑出沖壓機床臺面并滑到廢料收集系統內,這就要求模具沖裁的廢料滑出要順暢可靠,一旦廢料堆積必須停止生產,如果沒有及時發現廢料堆積可能會損壞模具;②無鐵屑產生,否則造成外板質量缺陷必須停止生產,進行修模及模具的清潔,降低了生產效率。現介紹一種自動化生產的汽車發動機蓋外板修邊工序的工藝及廢料滑落模擬的應用。
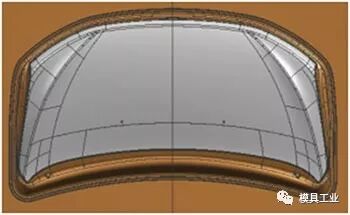
(a)工序①
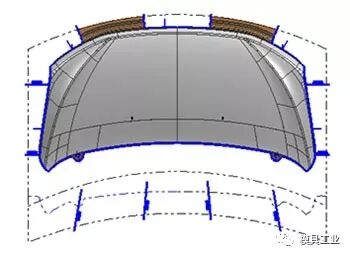
(b)工序②
(c)工序③
(d)工序④
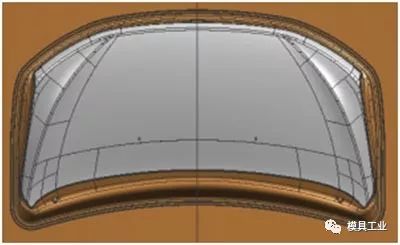
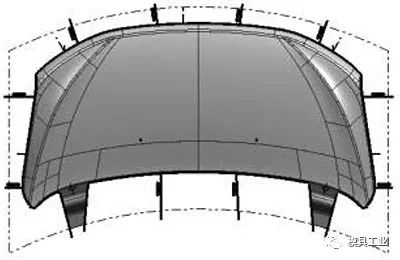
圖1 原工藝方案
圖1所示為某轎車發動機蓋外板,材料DC53D+ZF45/45-FD,料厚0.7mm,外形尺寸1630mm×820mm×80mm,屬于大型車身外覆蓋件,自動化生產,廢料對角線長度要求小于450mm。沖壓工序依次為:①拉深;②修邊、側修邊、沖孔;③側翻邊;④切角、翻邊、側翻邊。
原工藝修邊方案見圖1(b),采用全周修邊,送料方向前后側共6把廢料刀,原工藝修邊方案雖然具有修邊模具結構簡單、外形尺寸小等優點,但送料方向前后側廢料刀周圍會出現掉鐵屑的情況,影響成形零件的質量和模具外觀的清潔度,同時降低了生產效率,并且廢料切刀處廢料為撕裂狀態易產生毛刺,操作時存在刮傷板件外表面的隱患。為改變原工藝方案存在的不足,決定采用廢料二次切斷的新工藝,如圖2所示。
(a)工序①
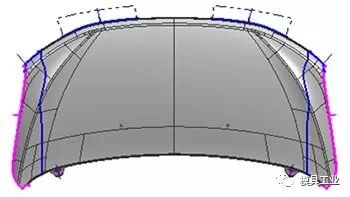
(b)工序②
(c)工序③
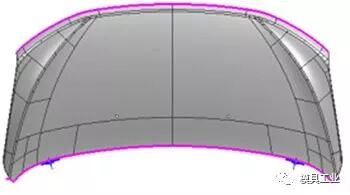
(d)工序④
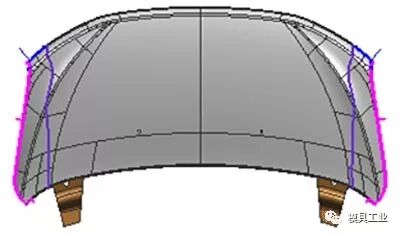
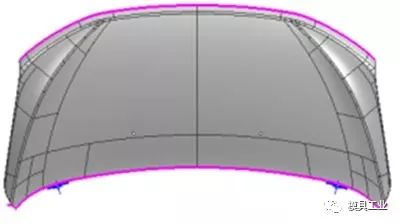
圖2 新工藝方案
圖2所示新工藝采用二次切斷的修邊方式,取消了送料方向前后側的廢料刀,有效控制了鐵屑的產生,且在沖裁間隙合理的情況下不會產生毛刺,降低制件外表面被劃傷的概率。優化后沖壓工序為:①拉深;②修邊、側修邊、沖孔;③側修邊、側翻邊;④切角、翻邊、側翻邊。
圖2(b)所示為某汽車發動機蓋外板的第二工序簡圖,針對第二工序模具要實現的功能進行分析。
(1)發動機蓋外板修邊,且同時滿足二次切斷的功能。
(3)發動機蓋外板與擋風玻璃搭接方向沖兩處三角形工藝孔,為后工序定位所用。
通過與客戶進行技術交流,客戶要求第二工序廢料滑出機床外,因此根據工藝要求并結合客戶需求進行了如下模具結構設計。
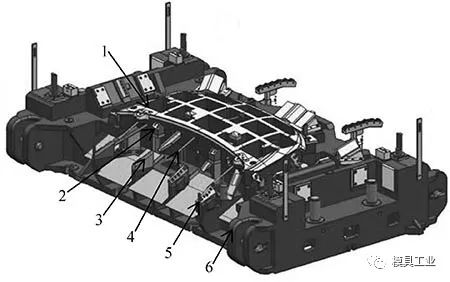
圖3 下模結構
1.凸模 2.定位塊 3.二次切斷刀 4.廢料導滑桿 5.廢料擋板 6.下模座
從第二工序模具下模結構(見圖3)可看出,模具前側設計了廢料導滑桿及二次切斷刀,只有將一次切斷廢料順利導滑到二次切斷刀上,且二次切斷刀長度足夠時才能保證廢料二次切斷的順利完成。廢料能否順利滑落通過人工檢查存在一定的風險。現采用Adams軟件進行模擬,通過以下4個步驟對模型進行廢料滑落干涉檢查、原因分析和模具修改。
將UG設計的實體及材料轉換為“.x_t”文件格式,通過Adams軟件讀取數據,如圖4、圖5所示,設定模具及材料如圖6所示。

圖4 UG實體數據轉換
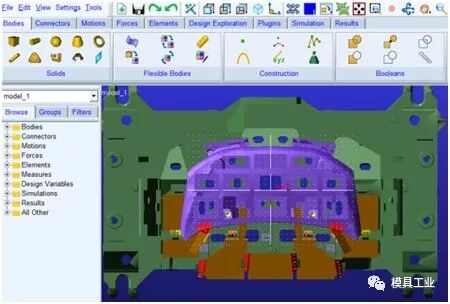
圖5 Adams軟件讀取數據
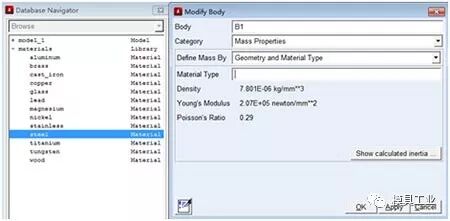
圖6 設定材料
首先下模與板料都導入Adams后,在Settings中Gravity設置重力方向(選Z軸的負向)。其次將下模座、廢料滑板等在仿真中不動的部分設置為固定副,如圖7所示。最后設置接觸關系,包括板料及可能與板料發生碰撞的物體,如廢料切刀、廢料滑板等,相關接觸設置如圖8所示。
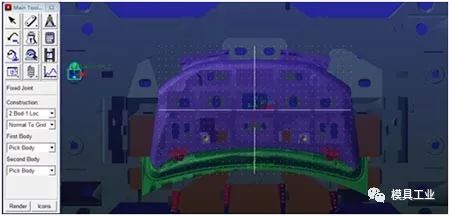
圖7 設置為固定副
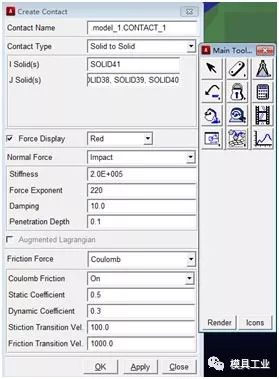
圖8 接觸設置
先用Adams軟件對廢料的滑落運動進行模擬分析,輸出模擬結果,根據Adams軟件的錯誤提示(如圖9所示,錯誤提示共2項問題),對數模進行排查后是因設計狀態廢料與廢料切刀存在干涉,對廢料切刀結構進行優化后重新做模擬分析。重新分析時,廢料未能順利滑到二次切刀上,卡在了二次切刀的側面,如圖10所示。
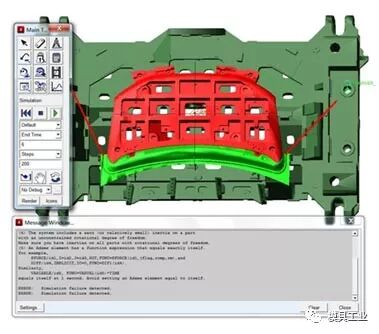
圖9 錯誤提示

圖10 廢料未能順利滑落
找出原因制定對策
廢料未能順利滑到二次切刀上的原因:①廢料導滑桿角度過小;②廢料導滑桿相對二次切刀Z向高度過低。解決方案:①將廢料導滑桿角度加大到25°;②調整廢料導滑桿Z向高度高于二次切刀10mm。模型修改后,廢料順利滑到二次切刀上,如圖11所示。
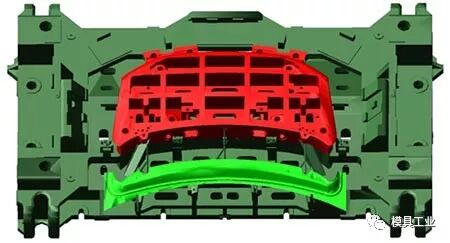
圖11廢料順利滑落
對于廢料不能自由滑落的情況,生產現場通過增加頂料氣缸、掛鉤、導桿等輔助手段使廢料能夠自由滑落,為了驗證這些輔助方式的有效性和可行性,均可以運用Adams軟件進行模擬驗證。
經生產現場調試驗證,一次合模切斷的整塊廢料穩定地滑到二次廢料切刀上,二次合模時完成切斷,切斷后的廢料滑落順暢,驗證了該工藝方案的可行性,有效避免了制造過程的模具返工及不必要的成本浪費。
通過Admas軟件的廢料滑落模擬功能,將廢料不能自由滑落的問題在零件設計、沖壓工藝、模具設計等前期階段通過既定的數據建立相關模型,再利用Admas軟件進行運動仿真模擬,提前預測可能存在的廢料滑落不暢問題,針對存在的問題提出解決方案。避免將問題遺留在模具制造階段,既縮短了模具制造周期又降低了模具的返修、報廢的風險,減少人為因素對模具制造周期的影響。


























