



滴壺+三通+手柄注塑模具設計+3d 
模具設計型腔排位為1+1+1,三個塑件各出1穴。由于塑件材料分別為PVC和PC兩種材料,因此,注塑時需要分開注塑,采用切換流道裝置實現(xiàn)分別注塑,模具設計圖見圖2.模架為標準模架GAI2525,澆口為側澆口,其中滴壺的澆口位置在肩部。三通的滑塊中心部位的抽芯采用油缸抽芯,斜度方向的中子采用斜導柱抽芯。采用油缸抽芯可以在合模前提前將中子插到位,然后合模時再將斜度方向的中子插入。
2105
模具論壇 ??? 4年前
UG NX注塑模具設計教程之2D排位實例講解 
進膠系統(tǒng)設計在設計進膠系統(tǒng)時要查閱注塑機資,需知道注塑機炮咀SR、定位環(huán)規(guī)格,唧咀SR要比炮咀SR大1-2個R,定位環(huán)要比注塑機上孔小單邊0.1mm,國內(nèi)注塑機定位孔一般是直徑100,定位環(huán)直徑99.8。撐握潛進膠和打底進膠的設計原理和方法。一套模具同樣的產(chǎn)品不會做兩種進膠,但我們在學習時要學兩種進膠。
9192
張偉一 ??? 3年前
定位齒條注塑模具設計要點+3d 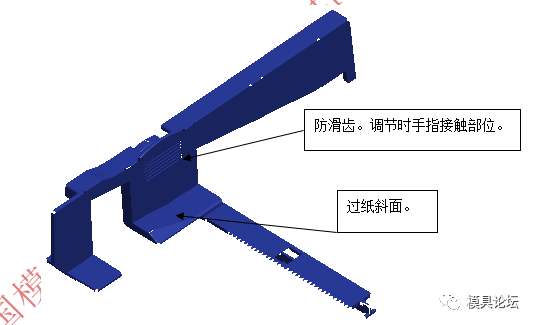
AB板之間設計有樹脂開閉器,使前模斜彈滑塊首先打開再打開分型面。齒條部位必須設計成鑲件,是這種模具設計的關鍵,這樣便于齒形部位利用慢走絲加工。塑件利用頂針頂出。由于頂針處于滑塊底部,模具設計了回位行程開關,監(jiān)測頂出系統(tǒng)及時回位。模具前后模仁的冷卻運水全部采用了直通運水,有效保證注塑的正常進行。
2689
模具論壇 ??? 3年前
【干貨】雙色模具的設計及注塑成型
雙色模具是指兩種塑膠材料在同一臺注塑機上注塑,分兩次成型,但是產(chǎn)品只出模一次的模具。一般這種模塑工藝也叫雙料注塑,通常由一套模具完成,且需要專門的雙色注塑機。雙色模具目前市場上日益盛行,這種工藝可以使產(chǎn)品的外觀更加漂亮,易于換顏色而可以不用噴涂,但對設計及注塑成型的要求高。
3553
張偉一 ??? 3年前
做注塑模具設計基本知識,不懂你就可以放棄這門行業(yè)了
55、何時需做雙色模具?當一個產(chǎn)品包含兩種不同的材質或同一材質不同的顏色時,設計雙色模具成型。56、工廠的模具設計流程是什么?
3097 3 3
Im智能注塑 ??? 3年前
catia借助專用設計和仿真指導助手,通過加快注塑模具設計,降低準確生產(chǎn)零件的成本 

CATIA Mold and Tooling Designer 可幫助設計人員實現(xiàn)設計任務自動化,并協(xié)助用戶作出關于復雜模具的決策:1、評估創(chuàng)新工具概念的成本,包括準確拔模方向、壁厚分析,以及噴射器和冷卻系統(tǒng)的預留位2、預測并檢查制造是否符合模具設計人員環(huán)境中集成的塑料注塑模擬3、提取專用特征中的分離線和分型面,從而實現(xiàn)生產(chǎn)性設計變更自動化4、評估復雜的模具運動機構5、重復利用智能零部件中捕獲的公司專業(yè)技術
547
凱思軟件 ??? 2年前
【專業(yè)知識】一張圖讓你看清注塑模具的結構組成! 
合模后型芯和型腔便構成了模具的型腔。按工藝和制造要求,有時型芯和凹模由若干拼塊組合而成,有時做成整體,僅在易損壞、難加工的部位采用鑲件。 3.調溫系統(tǒng): 為了滿足注射工藝對模具溫度的要求,需要有調溫系統(tǒng)對模具的溫度進行調節(jié)。對于熱塑性塑料用注塑模,主要是設計冷卻系統(tǒng)使模具冷卻(也可對模具進行加熱)。
2969
機械工程師 ??? 4年前
錯誤的注塑模具溫度(注塑技術大神絕對不說的秘密) 
正確的做法是使用所推薦的接近其結晶溫度的模溫下生產(chǎn),使產(chǎn)品在注塑成型階段就得到充分的結晶,避免這種在高溫環(huán)境下的后結晶和后收縮??傊?,模具溫度在注塑成型工藝中是最基本的控制參數(shù)之一,同時在模具設計中也是首要考慮的因素。 ?確定正確模具溫度的建議: 現(xiàn)在,模具已變得越來越復雜,因此,創(chuàng)造適宜條件以有效控制模塑溫度變得越來越難。
2639
Im智能注塑 ??? 4年前
解決注塑模具成型難題,型創(chuàng)科技&ACMT技術平臺助您一臂之力! 
更多內(nèi)容歡迎進入店鋪搜索 二、智慧設計 ??如何預測壓縮成型的纖維導向??射出模具數(shù)位化設計與智能制造技術研究??模具標準件承壓板參數(shù)化設計??模具設計的最新發(fā)展趨勢與應用??CAD與CAE融合之縮短成型周期改善翹曲??智能模具加工-無縫轉檔與分析??夯實模具標準化基礎,邁向智能化高效設計??整合智能設計與
3125
ACMT協(xié)會 ??? 2年前
四大考量、五大訣竅 助力提升模具設計 
不過,這些相同的大體量生產(chǎn)需要使用良好的模具設計。細小的,逐步改進的模具設計,對小批量注塑部件的生產(chǎn)影響可能微不足道,但在生產(chǎn)數(shù)百萬個成品零件時就會產(chǎn)生重大的經(jīng)濟影響。這就是為什么在任何工具項目在設計階段,采用合理的設計邏輯至關重要。以下是為高溫環(huán)境中使用的產(chǎn)品設計兩個多腔注塑模具時,需要考慮的四大關鍵因素和五大注意事項,而這些考量普遍適用于任何應用的項目。
2120
UG模具設計材料 ??? 4年前
射出模具數(shù)字化設計與智能制造技術分析 
基于Cimatron E 的手表殼體數(shù)字化注塑模具設計[J]. 塑料科技,2014,42(10):97-101. [8]. 范鈞,王雷剛. 基于逆向工程的注塑模具數(shù)字化快速開發(fā)精度分析[J].
3929 2 1
ACMT協(xié)會 ??? 2年前
清潔機器人底殼注射模具設計+3d 
模具的頂出系統(tǒng)設計了頂針和直頂兩種頂出元件。在頂針板上設計了行程開關,便于監(jiān)控頂出系統(tǒng)及時復位。模具的冷卻運水設計比較充足。前模和后模都設計了水塘和直通運水。在滑塊上設計了直通運水。有效保證注塑正常進行。塑件邊緣的骨位較多,在定模設計了鑲件便于骨位排氣。圖5 氣缸驅動針閥式熱嘴結構模具論壇版權所有
2320
模具論壇 ??? 3年前
診療儀端蓋注射模具設計+3d 
根據(jù)塑件尺寸和形狀,模具設計型腔排位為1出2,型腔及兩個滑塊的受力也能夠保持平衡。標準模架CH4545,模具設計排位圖見圖2所示。澆注系統(tǒng)設計為潛伏式澆口,熔融塑料從垂直主流道進入分型面后經(jīng)過短的分流道直接進入潛伏式澆口。對于PC材料,注塑時防止注塑缺陷的有效手段是分流道短而粗才能取得較好的制品質量。后模滑塊結構圖見圖3所示。塑件內(nèi)部膠位三側封閉,如果直接一次抽芯,會使塑件拉變形。
2171
模具論壇 ??? 4年前
注塑調的不僅是機器,更是材料!塑料性能參數(shù)對注塑成型工藝的影響 
在注塑成型的世界里,塑料材料的性能參數(shù)絕非枯燥的實驗室數(shù)據(jù),而是貫穿產(chǎn)品設計、模具制造、工藝設定及質量控制的靈魂地圖。每一組數(shù)字背后,都隱藏著材料在特定條件下的行為密碼,深刻理解并靈活運用這些參數(shù),是實現(xiàn)高效、穩(wěn)定、優(yōu)質生產(chǎn)的關鍵。本文將以多項核心性能參數(shù)為線索,系統(tǒng)闡述其對注塑成型全過程的指導價值。
2710 1 1
國高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 8月前
摩托羅拉手機后殼注射模具設計+3d 
本套模具采用1出1,模胚為DCI2535,在模胚的四邊分別設計一個零度定位塊,保證模具精確合模。手機外殼模具的高精度主要體現(xiàn)在以下幾方面:1)材料選擇,手機外殼材料一般為PC+ABS,俗稱塑料合金,既有ABS優(yōu)良的注塑性能合流動性,又有PC料的強度和硬度。2)手機模具的設計制作周期都很短,給模具制造帶來很大的挑戰(zhàn)。很多模具廠都是提前備有鋼材和模胚,一旦下單,立即投入CNC加工。
2176
模具論壇 ??? 4年前
注塑模調機工藝.
厚的注塑件冷卻時間長,會產(chǎn)生較大的收縮,因此厚度大是凹痕產(chǎn)生的根本原因,設計時應加以注意,要盡量避免厚壁部件,若無法避免厚壁不見,應設計成空心的,厚的部件就平滑過度到公稱壁厚,用大的圓弧代替尖角,可以消除或者最大限度地減輕尖角附近產(chǎn)生的凹痕。
2274 1
模具論壇 ??? 4年前
防護屏外罩注射模具設計+3d 
另一方面,由于分型面扭曲傾斜,塑件材料為PP,模具設計和制造必須考慮塑件不能產(chǎn)生批鋒。針對塑件形狀,模具設計排位采取1出2,模胚為標準模胚CT 4050 A130 B100 C120,澆口為側澆口,從塑件側面一點進膠。為了避免塑件在注塑時產(chǎn)生批鋒,最有效的措施是設計成硬模,即對前后模仁進行熱處理。
1946
模具論壇 ??? 4年前
分析比較:3D打印與傳統(tǒng)CNC、注塑和金屬注射成型之間的工藝差異 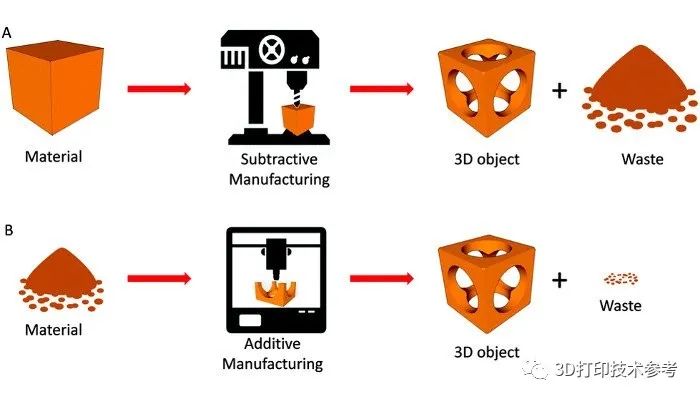
3D打印的塑料制品而在注塑成型中,如果原型是鋼材模具,修改成本會相對較低,但如果使用的是鋁合金制模工具,成本就要高出很多。這也是目前很多從事模具設計的企業(yè)或個人,會選擇3D打印機進行模具設計打印的原因。應用領域目前,注塑成型工藝能夠實現(xiàn)批量制造形狀一致的物品,因此非常適合大批量的標準化產(chǎn)品制造。
3209
南極熊3D打印 ??? 3年前
左右后視鏡殼體注射模具設計+3d 
側面的大型開口處需要設計滑塊抽芯,滑塊同時要包住側面的?7.15小孔。模具外形圖見圖2所示,由于塑件左右對稱,因此,模具設計型腔排位為1+1,模具設計排位為兩穴直線并列排位,兩個滑塊處于同一側。模胚為非標模胚CI5790,模具屬于大型模具,模胚邊緣設計了4個斜度定位塊,便于模具抵御注塑時型腔的側向力,保持合模精度,模架定位塊的定位通常稱為二級定位。
2224
模具論壇 ??? 4年前
如何優(yōu)化注塑工藝,提高PC/ABS電鍍性能? 
材料配方設計和電鍍工藝通常是人們認為影響PC/ABS電鍍性能的主要因素,然而很少有人關注注塑加工工藝對電鍍性能的影響。 注塑溫度 在保證材料不會裂解的情況下,較高的注塑溫度可以得到更好的電鍍性能。
2116
Im智能注塑 ??? 3年前
20條/頁 
 14
14 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
