



讓注塑產品“光鮮亮麗”的高光注塑技術是什么? 
要生產出高品質的高光制品,需要注塑機、模具、溫控設備、高光制品專用塑料、以及鍋爐、冷卻裝置等方面相配合。塑機的配置①鎖模機構剛性要好;由于整個生產過程中要不停地升溫和降溫。因此要求注塑機的鎖模機構必須剛性、強度要好、以確保鎖模力的準確與穩定。從而保證制品的表面質量。②選用大鎖模的注塑機:使用此工藝時由于無法再使用氣體輔助注射,因此生產制品所需要的鎖模力會比較大。
2728
Im智能注塑 ??? 3年前
如何優化注塑工藝,提高PC/ABS電鍍性能? 
總結: 注塑工藝中注塑溫度、注塑速度和壓力、模具溫度、保壓、螺桿轉速等均會對PC/ABS的電鍍性能產生影響。 而最直接的不良影響就是過高的產品內應力,內應力過大會影響到電鍍粗化階段的刻蝕的均勻性,進而影響到最終產品的電鍍結合力。 總之,要結合產品結構、模具狀態及成型機臺的狀態,通過設定合適的注塑工藝,設法降低材料的內應力,可明顯提高PC/ABS材料的電鍍性能。
2117
Im智能注塑 ??? 3年前
鎖模力問題解析與解決方案 
10分鐘左右完成一臺機的測試;如果給到機修人員操作,能處理所有有問題的射出機,有利于模具部與注塑部工作上的溝通; 減少機器磨損和模具磨損以及射出機壽命,并且提升產品合格率、射出機工作效率、生產穩定性; 現在注塑機廠都要必備一臺鎖模力儀器,能檢測哥林柱不平衡的問題,配合標準的模架來檢測哥林柱的不平衡的問題,建議:減少模具跟注塑機不平衡的互相影響;哥林柱尾部有螺絲可自行調整平衡度,這樣能節省不必要的維修費用
3384
ACMT協會 ??? 2年前
UG NX注塑模具設計教程之2D排位實例講解 
進膠系統設計在設計進膠系統時要查閱注塑機資,需知道注塑機炮咀SR、定位環規格,唧咀SR要比炮咀SR大1-2個R,定位環要比注塑機上孔小單邊0.1mm,國內注塑機定位孔一般是直徑100,定位環直徑99.8。撐握潛進膠和打底進膠的設計原理和方法。一套模具同樣的產品不會做兩種進膠,但我們在學習時要學兩種進膠。
9197
張偉一 ??? 3年前
解決注塑模具成型難題,型創科技&ACMT技術平臺助您一臂之力! 
Machine】先進檢測技術應力偏光儀【Stress Viewer】鎖模力問題解析與解決方案CT斷層掃描技術(CT Scan)模內壓力傳感器技術書籍模流分析理論與實務(繁中版)新世代模具與成型產業智慧工廠白皮書(繁體中文)可滑動查閱!
3130
ACMT協會 ??? 2年前
注塑調的不僅是機器,更是材料!塑料性能參數對注塑成型工藝的影響 
這些指標高的材料,通常分子鏈間作用力強或結晶度高。在注塑時,為了充填高剛性材料的型腔,往往需要更高的注射壓力。但高壓力會產生更高的剪切應力,如果分子鏈取向被“凍結”在制品中,就會形成各向異性,導致沿流動方向的強度遠高于垂直方向,使零件在受力時易于從弱處開裂。
2715 1 1
國高材高分子材料產業創新中心 ??? 8月前
鎖模力問題解析與解決方案 
鎖模力問題解析與解決方案 ■ ACMT 國內注塑行業現存問題 目前發生問題有: 1. 國內注塑產品穩定度不夠,認為高精密產品必需用進口設備生產 ? 2. 忽視注塑機模板平行度重要性,導致產品合格率低 3. 設備的不正確使用方法,影響設備及模具使用壽命 4.
3469 2
型創科技2023 ??? 2年前
關于注塑模具排氣的標準,你知道嗎? 
首先要了解不合理的排氣會產生以下不良:1、氣體堆積會浸蝕模具表面及分模線;2、顏色問題:出現色差,使顏色變黑或變亮;咬花面亮霧不一3、要增加模具拋光:浪費時間、錢及并使鋼材易腐蝕;4、不可能使產品達到客人要求的標準;5、會產生過多的結合線(這此結合經不牢固,并且不美觀);6、會浪費太多的注塑壓力,增加注塑機工作的難度;7、需使用過高的料筒溫度(增加注塑機工作難度
2275 1
高分 ??? 4年前
注塑機開合??刂菩枰⒁獾膯栴} 
連桿的伸直過程是活動板和尾板撐開的過程,也是四根拉桿受力被拉伸的過程。合模力的大小,可以從合緊模的瞬間油壓表升起之最高值得知,合模力大則油壓表的最高值便高,反之則低。較小型的注塑機是不帶合模油壓表的,這時要根據連桿的伸直情況來判斷模具是否真的合緊。
2318 1
高分 ??? 4年前
注塑模調機工藝.
溢料可能出現問題的原因 1)料桶,噴嘴及模具溫度太高; 2)注射壓力太大,鎖模力太小; 3)模具密合不嚴,有雜物或模板已變形; 4)型腔排氣不良; 5)塑料的流動性太好; 熔接痕可能出現問題的原因 1)料溫太低,塑料的流動性差;2)注射壓力太??;3)注射速度太慢;4)模溫太低;5)型腔排氣不良;6)塑料受到污染。
2275 1
模具論壇 ??? 4年前
溫度、壓力、速度,這些注塑工藝怎么調? 
不過在注塑一些半結晶性熱塑性塑料(如PA及POM)時,由于壓力驟變,會使結構惡化,所以有時無須使用次階段壓力。鎖模壓力為了對抗注射壓力,必須使用鎖模壓力,不要自動地選擇可供使用的最大數值,而要考慮投影面積,計算一個適合的數值。注塑件的投影面積,是從鎖模力的應用方向看到的最大面積。對大多數注塑情況來說,它約為每平方英寸2噸,或每平方米31兆牛頓。
2358 1
高分 ??? 4年前
四大考量、五大訣竅 助力提升模具設計 
脫模設計脫模力應該均衡地施加在注塑部件的表面區域,同時考慮厚度和質量,以防止部件翹曲或斷裂。另外,在澆口周圍的區域,將需要增加卸料板或額外的頂針式脫模裝置。這些頂針式脫模裝置是在短射的情況下清理澆口所必需的。5、幾何形狀很難平衡?由于澆口附近的區域將處于應力下,因此最好盡可能將壁厚設計得更厚些,或者利用襯墊或其他平坦區域以提供頂針頂出的推動力。
2121
UG模具設計材料 ??? 4年前
模具遇到這些問題,不再束手無策了! 
9.注塑模具中排氣不暢注塑模具中常常有氣體發生,這是由啥發生的?澆注體系與模具型腔中存有的空氣;有些質料富含沒有被枯燥掃除的水分,它們在高溫下會氣化成水蒸氣;由于在注塑時溫度太高,某些性質不安穩的塑料會發生分化而發生氣體;塑料質料中的某些增加劑蒸騰或許彼此化學反響生成的氣體。一同排氣不良不暢的原因,也需求從速找出來。
2163 1
高分 ??? 4年前
定位齒條注塑模具設計要點+3d 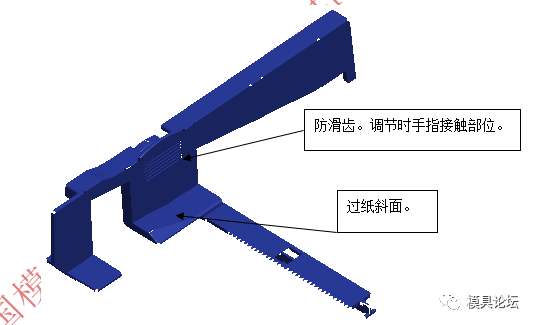
模具設計型腔排位為1出2,因為塑件的特殊結構,模具排位1出2才會使模具型腔受力平衡。模胚為GCI4550 A:110 B:120 C:120,為了提高合模的精度,在模胚的四邊分別設計了1個零度定位塊。在前后模仁的邊緣做了長的虎口定位。模具的進膠方式為側澆口,澆口位置在齒條的根部無齒的部位,便于修剪,并在修剪后不影響塑件功能。
2692
模具論壇 ??? 3年前
診療儀端蓋注射模具設計+3d 
根據塑件尺寸和形狀,模具設計型腔排位為1出2,型腔及兩個滑塊的受力也能夠保持平衡。標準模架CH4545,模具設計排位圖見圖2所示。澆注系統設計為潛伏式澆口,熔融塑料從垂直主流道進入分型面后經過短的分流道直接進入潛伏式澆口。對于PC材料,注塑時防止注塑缺陷的有效手段是分流道短而粗才能取得較好的制品質量。后模滑塊結構圖見圖3所示。塑件內部膠位三側封閉,如果直接一次抽芯,會使塑件拉變形。
2172
模具論壇 ??? 4年前
【T0 量產之科學化試模?】 
決定塑化條件;(3).決定注塑充填條件;(4).決定注塑保壓條件;(5).決定冷卻條件等,各項目的科學試模工作內容舉例如下 :注塑機臺選用 - 科學理論鎖模力估算,決定適合鎖模力噸數;實際注塑驗證合理鎖模力設定值實驗;注塑量估算,決定適合螺桿尺寸;注塑機臺速度響應標定,確認注塑速度設定值與實際機臺射速響應值的差異。
6304 1
ACMT協會 ??? 2年前
注塑成型過程中如何防止塑料熔體破裂? 
一、何謂注塑機? 注塑機又名注射成型機或注射機。它是將熱塑性塑料或熱固性塑料利用塑料成型模具制成各種形狀的塑料制品的主要成型設備。注塑機按照注射裝置和鎖模裝置的排列方式,可分為:立式、臥式和立臥復合式注塑機。
2979
Im智能注塑 ??? 4年前
做注塑模具設計基本知識,不懂你就可以放棄這門行業了
按外形分有;立式的、臥式的、《這兩種最常用的》按注塑量分為:超小型注塑機、小型注塑機、中型注塑機、大型注塑機、超大型注塑機。也就是注射量從幾毫克到幾十千克不等,按合模力分為:幾噸到幾千噸不等(歡迎關注汽車工藝師微信auto1950)。75、鎖模力和撐模力之間有何關系?注塑機的鎖模力要大于撐模力,否則模具會模內壓力撐開。76、公母模的定位方式有哪些?
3100 3 3
Im智能注塑 ??? 3年前
射出模具數字化設計與智能制造技術分析 
此時,所有普通頂針在限位桿和射出機合模力的作用下,不會出現任何位移或運動情況,而兩個膠口頂針完成所有動作指令后,模具內部的側澆口就會被切斷。等產品冷卻,過程結束后,技術操作人員就可依射出模具的三板模落實開模動作。此時,射出機受到的開模力會將束口流道處的流道凝料給拉斷,在拉料銷作用下,流道凝料會有部分留在脫料板上,另一部分則流進模具型腔內。
3934 2 1
ACMT協會 ??? 2年前
從此告別單一注塑,多模腔技術引領未來! 
富強鑫以創造高附加價值產品為理念,結合全球化與多角化之經營策略,除深耕注塑成型機本業之研發、生產與銷售外,自2001 年起更跨足纜線、3C 光電與材料科技產業,以期航向更高精密與高科技領域,提升企業價值與國際競爭力達成永續經營。
2818 3 1
ACMT協會 ??? 2年前
20條/頁 
 7
7 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
