



Moldex3D模流分析之如何用Studio快速噴嘴建模執行3D料管壓縮模擬 
在模型頁簽中,點選噴嘴塑料區啟動噴嘴塑料區精靈來建立3D 螺桿模型。 2.選擇線定義流道的端點或幾何定義流道的圓心作為基準點。 3.噴嘴塑料區精靈在下拉式選單中提供3種噴嘴前端與主體,共有9種噴嘴塑料區組合可供設定(可在窗口內預覽示意圖)。 注: [1]完成噴嘴塑料區設定后,若想修改噴嘴塑料區形式,請刪除后重新設定。
2553 1 1
Moldex3D 中國 ??? 2年前
新能源汽車驅動電機軸承噪聲分析及改進措施 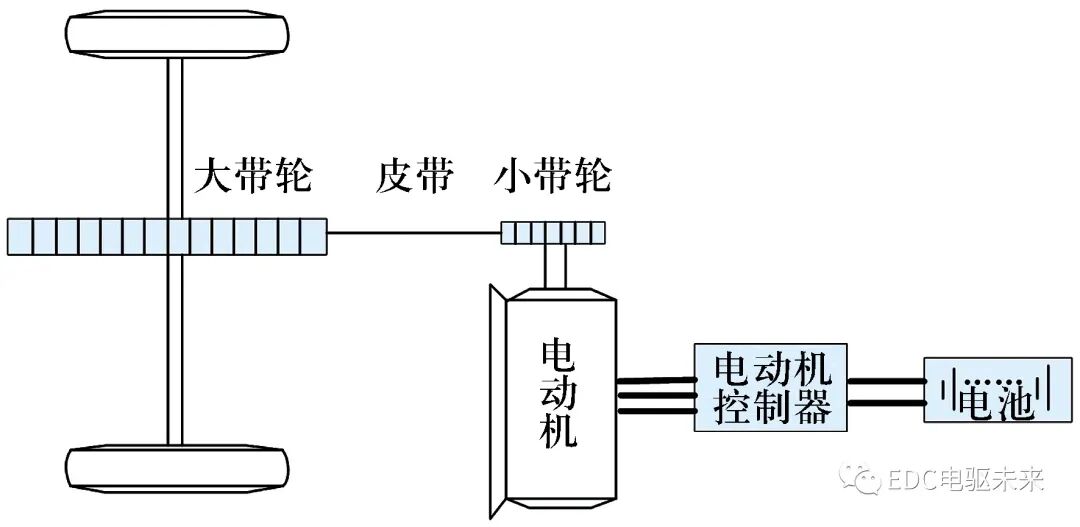
1—電動機中心軸;2—電動機前端蓋;3—電動機后端蓋;4—電動機后端軸承;5—電動機前端軸承。
2827 1 1
聲學工程師小吳 ??? 2年前
Moldex3D模流分析之透過塑化分析掌握熔膠溫度 
圖一 螺桿轉速與料溫關系 背壓料溫關系 計量時,螺桿會將熔膠輸送至料管前端,這些被貯存在前端的熔膠會產生壓力,當壓力大于背壓時,螺桿就會向后推動。若背壓太高,螺桿不易后退,塑料與螺桿接觸的時間變長,剪切生熱造成料溫上升;若背壓太低,螺桿后退速度太快,造成計量不準確,熔膠不夠緊密,可能含有空氣。背壓應與螺桿轉速相互配合,使塑料在螺桿內的時間適中,以得到好的料溫控制。
2011
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之透過塑化分析掌握熔膠溫度 
圖一 螺桿轉速與料溫關系背壓料溫關系計量時,螺桿會將熔膠輸送至料管前端,這些被貯存在前端的熔膠會產生壓力,當壓力大于背壓時,螺桿就會向后推動。若背壓太高,螺桿不易后退,塑料與螺桿接觸的時間變長,剪切生熱造成料溫上升;若背壓太低,螺桿后退速度太快,造成計量不準確,熔膠不夠緊密,可能含有空氣。背壓應與螺桿轉速相互配合,使塑料在螺桿內的時間適中,以得到好的料溫控制。
2022
Moldex3D 中國 ??? 3年前
【塑料界黑科技】LCP塑料:高耐溫、高剛性,一次了解這種神奇材料! 
其他應用還包括CD 播放器中的基板和透鏡架、射出金屬化金屬手機天線、精密微模制磁盤驅動器組件、靜電耗散薄膜導軌、手機框架、虛擬現實耳機、無鉛焊接繼電器、精密按鈕外殼、微型開關、夜視鏡組件、微型電源轉換器外殼、磁帶驅動器機箱、表面安裝繼電器、便攜式投影儀組件、手表底板、燈座、微波爐門板、燃料電池組件、可消毒器械托盤、外科縫合器、皮膚拉伸器和精密無針注射器。
8295 4 1
ACMT協會 ??? 2年前
在fluent中,能否做出讓流體域按固定路線移動的效果?
如圖,紅色部分是比較粘稠的熔融的塑料,灰色是空氣區域,想模擬塑料從下方小縫中流出,類似于前端拉著出來,有什么好方法嗎?想看的結果是整個過程中,塑料有多少會堆積在壁面上。所以塑料的各個邊應該是不能固定的
2395 2
傅前亮 ??? 1年前
成功案例丨汽車塑料尾門模態分析優化及對標 
一、背景汽車輕量化一直備受關注,從前端至尾門,逐漸朝著以塑代鋼的趨勢發展。傳統汽車的尾門采用鈑金結構,不僅重量大,而且造型簡單。目前,很多主機廠考慮研發塑料尾門替代鈑金尾門,不僅可以減輕重量,而且造型可實現多樣化,更能適合大眾審美觀。但是塑料尾門想要達到鈑金尾門的所有力學性能指標,其結構設計難度遠大于鈑金結構設計。
2536
ALTAIR ??? 11月前
從注塑成型到IC封裝,制程數字分身為何如此重要? 
以注塑成型注塑單元來看,螺桿內部有進料區、塑化壓縮區與計量區;如圖 1 所示,借著螺桿一邊旋轉一邊后退,將固體塑料往噴嘴端送,期間塑料由固態變成熔融態,累積于螺桿前端準備注塑。此螺桿前端至噴嘴區內,塑料將承受高溫且具壓縮性的明顯變化(包括粘度及 PVT),若注塑保壓的模擬將此因素納入,將可以描述更好的入口條件,并產生更好的壓力峰值預測。
2573 3
ACMT協會 ??? 2年前
面向 Web 開發人員的完整 AngularJS 訓練營
# The Complete AngularJS Bootcamp For Web Developers
發布時間:2026年1月
視頻格式
如何構建MVC應用程序 ## 課程描述 歡迎來到《Web開發者AngularJS完整實戰營》 精通廣受歡迎的JavaScript框架AngularJS,開始構建動態、響應式且專業的Web應用程序。本課程專為初學者和中級開發者設計,旨在幫助你提升前端開發技能,使用AngularJS創建實際Web應用。
2102 1
仿真資料吧 ??? 4月前
Moldex3D汽車工業解決方案 
/內裝挑戰因多澆口設計引起縫合線和包封問題,會嚴重影響汽車保險桿和儀表板的外觀解決收縮和翹曲問題,驗證機械性能和提高生產率解決方案偵測縫合線和包封位置,優化澆口數量和位置預先驗證射出制程引起的殘留應力和材料異向性問題找出引發翹曲收縮的主因,提供改善塑件和模具設計的方向,優化操作條件引擎蓋下零件挑戰汽車的進氣歧管、引擎蓋、前端模塊
2151
Moldex3D 中國 ??? 3年前
汽車輕量化材料進程路線及CNF材料技術發展 
考慮后碰性能對材料要求相對略低,后部采用鋁材降低車身重量,同等結構下采用鋁材比鋼材減重65.60%,減重效果明顯;車門系統除后行李箱蓋總成外均采用鋁材,而后行李箱蓋鴨尾造型不滿足鋁板沖壓要求是其放棄鋁材的主要因素;車身鋁合金占比下降至21.18%,對比同類車型鋁占比處于中高水平;降低鋁材比重的同時,PHS和UHSS鋼板占比有了較大提升,可達到車身重量的15.23%,同類車型中對比處于中等水平;前端框架采用纖維增強塑料
3362 8 21
小花女王 ??? 4年前
注塑缺陷浮纖的原因及解決對策 
這是因為玻纖相對于塑料的流動要差很多,而塑料在模具中的流動是噴泉式流動(噴泉效應),從中間往兩邊翻動的方式流動,所以流動性最好的肯定是跑到最前面,流動性不好的就會停留在模具表面(做PP等原料時結合線和最后部位顏色不同也同此理,只是在最前端一般是蠟質,和色粉分離了特別是加色母最明顯,因為 色母一般是用PE做載體),還有做防火料模具表面吸附防火劑也是這個原因。
2904
高分 ??? 4年前
從DIP談起,半導體封裝歷史回顧 
DIP 在實際半導體周圍使用塑料外殼,并具有兩排平行的突出電引腳,稱為引線框,連接到下方的 PCB(印刷電路板)。 實際的die則通過鍵合線連接到兩個引線框架,這兩個引線框架可以連接到印刷電路板 (PCB)。 像許多早期的半導體發明一樣,DIP 是由 Fairchild semi 于 1964 年創建的。
2364
電子元器件超市 ??? 4年前
射出加工螺桿技術數據 
而實際可塑化量將會與材料種 類的黏度有關,同時塑料黏度性質也會影響到作用的 剪切速率。 射出壓力(InjectionPressure)一般的往復式螺桿射出機通常可以在加熱料管中產生 出約20,000psi(約140MPa)的射出壓力,此射出壓力 可以推擠使管中的熔融塑料,使其通過料管前端的噴 嘴(nozzle )而進入射出模具的模穴(cavity)內。
2743 1
型創科技2023 ??? 2年前
Moldex3D模流分析之寶泰模具使用模流解決包封與結合線問題 
減少試模次數,客戶肯定專業由以上分析可看出,成品于變更流動及改善問題點時,多數會使用主厚度掏肉厚的方式,但如本文成品之造型來說,如使用主厚度掏肉厚的方式杯身包封問題可能也會改善,但因杯身厚度不變,卻變更了主厚度,故有可能會產生成品其他不可控之問題點,所以以造型為前提,改變流動快慢或流動方向除了局部掏肉厚的方式外,局部增肉厚也是一種反向的思考,此次的試模于前端設計、制模、分析有提前作了一些防范措施
2236
Moldex3D 中國 ??? 3年前
Moldex3D模流分析模型之特殊制程模型 
特殊制程模型 (Special Molding Model) ?噴嘴塑料區精靈 (Nozzle Zone) 噴嘴塑料區精靈讓3D料管壓縮模擬的噴嘴建模變的快速方便。點擊 噴嘴塑料區 (Nozzle Zone) 來開啟精靈接口,并選擇流道系統(流道屬性對象)的起點來設置噴嘴的位置。再選擇噴嘴的前端跟主體的類型后,點擊確定來生成噴嘴模型。
2126
Moldex3D 中國 ??? 3年前
塑料成型工藝大全(附動畫) 
18 熱成型 是一種將熱塑性塑料片材加工成各種制品的較特殊的塑料加工方法。將熱塑性塑料片材加工成各種制品的一種較特殊的塑料加工方法。片材夾在框架上加熱到軟化狀態,在外力作用下,使其緊貼模具的型面,以取得與型面相仿的形狀。
2308
Im智能注塑 ??? 4年前
影響塑膠成型的工藝參數
﹐易產生氣泡﹐冷卻中補縮差﹐產生凹痕和波紋等﹒3、保壓大小增﹕<1>太高-易產生溢料﹐溢邊﹐增加內應力等﹒<2>太低-成型不足等﹒4、背壓﹕<1>過高-塑化時間變長﹐熔料易分解﹐產生氣泡﹐斑紋﹑黑點等﹒<2>太低-料筒前端熔料中氣體受壓溫度提高﹐熔料局部受熱過高﹐分解產生黑點斑紋和氣泡等﹒(三)速度時間1、閉模鎖模時間﹕
2082
鑄造工程師 ??? 3年前
引領數字體驗未來:UI框架基礎 
在工作流程方面,UI框架可以為前端開發者和Technical Artists提供集成的設計/開發環境,以便設計整個用戶體驗,同時實現數據連接和綁定,使應用程序在部署后能夠真正運行起來。此外,UI框架還能提供自動化測試、調試、性能分析和優化代碼等質量保證功能。最后,預定義的打包解決方案能夠在各種硬件類型和操作系統上進行部署,確保在每個目標設備上獲得最佳性能。
2112
Cruise ??? 2年前
“不容忽視的表面現象:塑膠射出后的浮纖問題詳解! 
射出件表面發生浮纖現象,主要原因是一般加纖塑料的黏度(流動阻力)會比純塑料來的高;換言之纖維補強塑料的流動性也會較純塑料來的差,加上纖維補強塑料的熔膠比純塑料冷卻更快,一接觸到成型模具表面的低模溫條件環境,也會在較短時間內發生冷卻固化定型,而且一般射出時流動波前的噴泉現像也會使塑料在靠近模面的位置產生纖維站立現象。所以一 般表面浮纖現象的原因,主要是在成品表面有補強纖 維以小角度站立。
4756 1
型創科技2023 ??? 2年前
20條/頁 
 11
11 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
