



日本精致模具設計:排氣頂針模具技術案例 
在這些問題中, 在模具上通常會都會清理模具后(特別是在排氣槽)又能恢復到剛剛射出時的狀態。」如何改善排氣的方式, 在此次IPF展會中有幾家模具相關專家提出此見解。除此之外,還有其他不同的先進技術提供參考。
3474 1
ACMT協會 ??? 2年前
關于注塑模具排氣的標準,你知道嗎? 
在模具的制造中,模具排氣是非常重要的環節。模具排氣可最大程度上代表模具整體結構的好壞。即使優秀的模具如果沒有好的排氣,也不可能產出質量穩定的產品,好的模具應是密閉性好,而且能夠保證氣體自由排出,而不是氣體被高度壓縮。那么模具排氣有什么標準呢?
2274 1
高分 ??? 4年前
注塑模具如何合理設置排氣槽? 
而模具結構設計中的整體結構形式,其最大缺點就是排氣不良。
2333
PA尼龍塑料注塑模具高分子聚 ??? 3年前
【專業知識】一張圖讓你看清注塑模具的結構組成! 
4.排氣系統: 是為了將注射成型過程中型腔內的空氣及塑膠融化所產生的氣體排除到模具外而設立,排氣不暢時制品表面會形成氣痕(氣紋)、燒焦等不良;塑膠模具的排氣系統通常是在模具中開設的一種槽形出氣口,用以排出原有型腔空氣的及熔料帶入的氣體。
2970
機械工程師 ??? 4年前
塑膠模具與壓鑄模具在設計中的8大區別以及注意事項 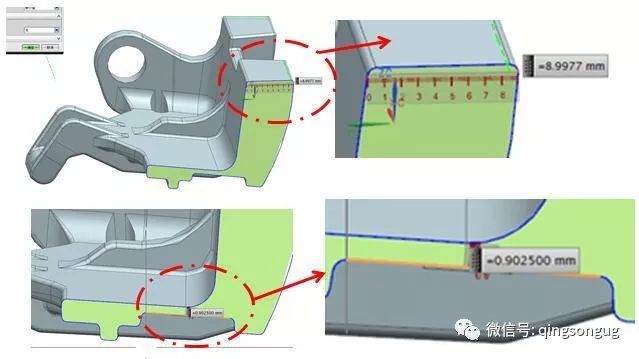
三、排氣的設計區域1.為了確保產品的質密度以及強度,排氣盡量多。2.排氣樣式,基本上是渣包的樣式。3.排氣的厚度與塑膠模相反,壓注模排氣厚度由厚變薄。四、水路的設計區域1.水路防水圈需要用耐高溫有O型圈。2.水路水嘴不需要沉入模架內,方面生產拆裝。五、模架的設計區域1.A/B板模架需要使用P20材質。
3934 2
張偉一 ??? 2年前
模具設計之分型面的選擇,實用的資料! 
7:鎖模力的考慮 模具的側向鎖模力相對來說比較小,所以對于投影面積較大的大型產品,應將投影面積大的方向放在前后模開合模方向上,而將側投影面積較小的作為側向分型。8:利于排氣 當把分型面做為主要排氣時,應該把分型面設計在塑料流動的末端,以利于排氣。9:模具零件易于加工 選擇分型面時,應把模具分割成易于加工的零件,減小機加工難度。
4392 2
UG模具設計-UG數控編程徐老師 ??? 3年前
橡膠制品硫化產生氣泡原因分析及解決措施
(3)模具表面定量定時進行清洗、拋光保證模具表面應有的光潔度。(4)改進模具排氣線與排氣孔的布局,縱橫貫通,分布趨于合理,適當加粗排氣線條,加大排氣孔直徑,增強排氣效果。(5)優化模具論側溝槽、導角處的設計,減輕膠料在此處產品渦流、重疊現象。
4604 5 2
想飛更高 ??? 2年前
揭秘:熔噴布模具干冰清洗機的運行原理 
輪胎模具、橡膠模具、聚氨酯模具、聚乙烯模具、聚乙烯模具、PET模具、泡沫模具、注塑模具、合金壓鑄模具、鑄造熱芯盒、冷芯盒、燈模具、瓶胚模具、吹瓶模具、許多醫療器械模具等,可去除剩余樹脂、故障膜層、碳化膜、油、通過排氣孔,清洗模具光亮如新。 保持模具,模腔,排氣孔清潔,會避免很多注塑過程中的問題,比如燒邊,粘料,缺邊,凹坑,色差和飛邊。
1955
勝明干冰機 ??? 4年前
模具遇到這些問題,不再束手無策了! 
9.注塑模具中排氣不暢注塑模具中常常有氣體發生,這是由啥發生的?澆注體系與模具型腔中存有的空氣;有些質料富含沒有被枯燥掃除的水分,它們在高溫下會氣化成水蒸氣;由于在注塑時溫度太高,某些性質不安穩的塑料會發生分化而發生氣體;塑料質料中的某些增加劑蒸騰或許彼此化學反響生成的氣體。一同排氣不良不暢的原因,也需求從速找出來。
2163 1
高分 ??? 4年前
UG NX注塑模具設計教程之2D排位實例講解 
冷卻、排氣系統和螺絲設計運水設計時盡量采用直徑8mm以上(因冷卻里面不干凈,防止堵塞),冷卻倍數是管徑的4-5倍。進出水原則上是設計在非操作側(基準角側)。注意原則上進水離頂針、螺絲的安全距離是5mm以上。排氣設計在型腔側(凹模),離型腔2-5mm開設,小模具寬3-5mm,深0.3-0.5mm。
9193
張偉一 ??? 3年前
射出模具數字化設計與智能制造技術分析 
對于澆口位置來講,其設計應保證在射出后其成品能夠與流道互相分離,并且不影響產品的整體美觀性,與此同時,應充分考慮澆筑系統的排氣,防止因積氣情況造成產品質量的下降。在進行射出過程中,如果模具自身的排氣效果有偏差,模具內部其他將會對溶體產生一定的壓力作用,大大阻礙了溶體的快速成型,甚至會出現滲漏并造成塑件表面出現氣孔、裂紋等問題。
3930 2 1
ACMT協會 ??? 2年前
模壓橡膠制品成型工藝中的問題與對策(一) 成型中的質量問題 
1.1.2 缺膠 在成型產品的表面上產生如圖 2所示的塌 陷,這是因為模具排氣不盡,膠料填充量不 足所致。排氣是利用了膠料的彈性和氣體的 膨脹力,所以失去了可使膠料粘附于模型表 面的低黏度效果。另一方面,模腔內膠料的 填充量不足,從而使膠料的流動性沒有被充 分利用,導致膠料向模腔外流失。作為解決 這一問題的對策,脫模劑的涂布要均勻,對 膠料加壓的速度要減慢。
3148 2
想飛更高 ??? 2年前
摩托羅拉手機后殼注射模具設計+3d 
因此,對于手機模具來說,模胚最好是能采用富得巴精密模胚,模板的厚度公差為±0.02,長期保持精度不變。15)做好鑲件排氣。細小鑲件可以采用高速鋼SKH51加工,增加模具壽命。
2178
模具論壇 ??? 4年前
注塑成型過程時產生氣體與模具有關系嗎? 
模具排氣不良的后果:① 氣體經受大的壓縮而產生反壓力,而這種反壓力增加了熔融料體充模流動的阻力,阻止熔融塑料正常快速充模,使模具型腔不能充滿,導致塑料棱邊不清。② 制品上呈現明顯可見的流動痕和熔合縫,制件力學性能下降。③ 氣體壓縮后,會滲人到塑料內層,使塑料產生銀紋、氣孔、組織疏松、剝層等表面質量缺陷。
2186
高分 ??? 4年前
清潔機器人底殼注射模具設計+3d 
塑件邊緣的骨位較多,在定模設計了鑲件便于骨位排氣。圖5 氣缸驅動針閥式熱嘴結構模具論壇版權所有
2321
模具論壇 ??? 3年前
原創文章——汽車模設計要點總結 
排氣槽 模具外圍排氣槽的深度,應當根據不同的材料選擇不同的深度,否則會有批鋒或排氣不良。
2092
汽車零部件模具與注塑 ??? 4年前
Moldex3D模流分析之幫助消除模具制造過程的不確定性 
Extreme應用仿真結果優化冷卻效率及生產周期,避免高昂的模具修改和重工,且模擬還可以進一步指引未來的產品設計,帶來更多幫助。
2108
Moldex3D 中國 ??? 3年前
注塑制品燒焦的四點注意事項 
因素三:模具故障 如果模具排氣孔被脫模劑及原料析出的固化物阻塞,模具排氣設置不夠或位置不正確,以及充模速度太快,模具內來不及排出的空氣絕熱壓縮產生高溫氣體都會使樹脂分解焦化。對此,應清除阻塞物,降低合模力,改善模具的排氣不良。
2202
高分 ??? 4年前
60歲老設計師總結 230條模具設計經驗,珍貴的資料! 
79.分模面與流道周圍常常開設排氣槽,對一般模具排氣槽的外邊一般為0.5mm 深,靠部品側為0.02mm;而對象相機前后蓋本體等精密模具排氣槽的外邊一般為0.07-0.1mm 深,靠部品側為0.007-0.01mm。80.為保證可動側與固定側貼合良好,分模面一般比模板高0.02mm;并且常在#103 的四個角上銑C10-20 深0。5-1 的缺口,以保證#102 與#103 不干涉。
3205 1
UG模具設計材料 ??? 3年前
UG NX畫模具結構設計要點大全,值得收藏! 
79.分模面與流道周圍常常開設排氣槽,對一般模具排氣槽的外邊一般為0.5mm 深,靠部品側為0.02mm;而對象相機前后蓋本體等精密模具排氣槽的外邊一般為0.07-0.1mm 深,靠部品側為0.007-0.01mm。 80.為保證可動側與固定側貼合良好,分模面一般比模板高0.02mm;并且常在#103 的四個角上銑C10-20 深0。
3818
張偉一 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
