



塑膠件的結構設計:分型面(線)篇 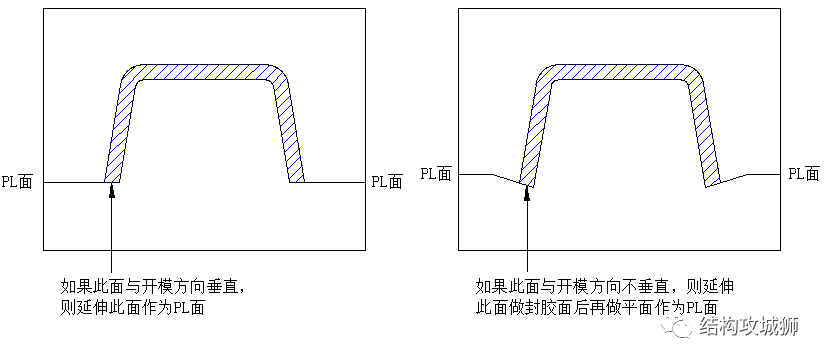
分型面與塑膠件表面相交的分界線,叫做分型線,英文為:Parting Line,因此分型面在業內一般簡稱PL面。由于成型模塊之間接觸不可能做到毫無間隙,塑膠件成型后,這條間隙復制到塑膠件上便形成一條類似批鋒的殘膠痕跡,因看起來像一條線,所以稱為分型線,也叫夾線。如果說,分型面主要是針對模具而談,那么分型線就是分型面在塑膠件上的體現,分型線的粗細會影響塑膠件的外觀、功能。
11174 1
結構攻城獅 ??? 3年前
模具設計之分型面的選擇,實用的資料! 
所謂的分型面,就是打開模具取出產品的面。分型面的選擇也是模具設計的第一步,它受到產品的形狀,外觀,壁厚,尺寸精度,模穴數等很多因素的影響。一般的產品拿到手里,大分型面確定我相信大家對這個基本沒什么問題。可對于很多有側抽芯,或者涉及到枕位,碰穿,插穿時。
4399 2
UG模具設計-UG數控編程徐老師 ??? 3年前
塑膠件的結構設計:倒角篇 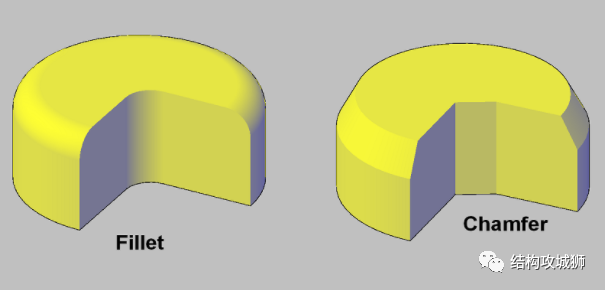
2、圓角的設計應考慮方便模具加工分型線的圓角會使模具配置復雜化,在分型線圓角需要將型腔通過分型線轉移到模具的另一半,從而增加模具的加工成本,同時此處在外觀上會形成夾線,影響塑膠件外觀,因此,如非必要,應取消分型線處的圓角。下圖中,原始設計的分型面在小圓角處,帶小圓角的分型面不方便加工以及后續省模困難,優化后設計,應把分型面圓角去除。
9785 3
結構攻城獅 ??? 3年前
塑膠件的結構設計:拔模斜度篇(上) 
拔模方向一般以分型面為基準進行拔模,保證拔模后尺寸較大的一端靠近分型面,否則無法順利脫模。04 為什么需要設計拔模斜度拔模斜度是一種工藝結構,如果不是造型需要,理論上產品結構是不需要設計拔模斜度的,但是由于成型工藝的限制,比如注塑,塑膠產品成型冷卻后需要從模具中取出來,如果沒有設計拔模斜度,塑膠零件將很難從模具中取出。
8351 6 2
結構攻城獅 ??? 3年前
塑膠件的結構設計:拔模斜度篇(下) 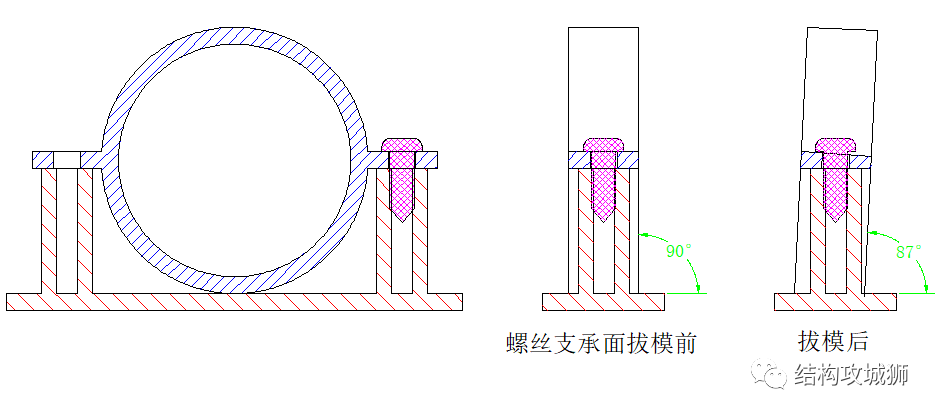
對于軸承的過盈配合,稍大的軸承孔無法通過司筒針出模達到無拔模斜度,采用常規出模方式需要設計拔模斜度,如下面軸承孔,內孔大面拔模,筋位面積小,可以不拔模,強脫出模。3、零件拔模后,分型面的確定會影響結構精度。在拔模時,當對零件中的d1、d2、d3、d4有同心度要求時,分型面必須在A~A處且d1與d2設計在同一型芯上才能使模具保證其要求。
5965 5 1
結構攻城獅 ??? 3年前
生產制造 | 數字化設計與制造賽項-VISI模具設計分模篇 
05繪制分型線-分型面-分模VISI軟件可以自動識別分型線,不符合要求可以通過手動創建,分型面是需要自己創建的。對于比賽的產品我們經常使用分型面和產品實體,直接分開模仁。這種方式非常快捷,應用的場景為簡單的產品和分型面。我們都知道使用片體修剪實體是最穩定的,我們可以使用分開的前后產品面結合分型面的方式分開模仁。這個的好處是什么類型的模具都可以使用這種方式。
3357 1 1
海克斯康設計與仿真 ??? 1年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
什么叫PL面?PL面又稱:分型面、啪拉面,是指模具在閉合時前模和后模相接觸的部分。2. 什么是碰穿,什么是插穿?與PL面平行的公母模貼合面叫碰穿面,與PL面不平行的公母模貼合面叫插面。3. 條和絲的關系?條和絲都是長度單位,條為臺灣用語,1條=0.01mm,絲為香港用語,1絲=0.01mm,所以1條=1絲。4. 枕位是什么?
3456
UG模具設計材料 ??? 4年前
汽車保險杠曲面分型面的創建技巧 
汽車產品的分型面大多都是曲面類的,有些模具設計師沒有接觸過汽車模,就覺得曲面分型面不好創建,其實掌握好方法創建起來也是非常簡單,下面我來給大家分享:1、一般情況下,產品有原始的分型面時,在沒有尖角、薄鋼的情況下,我們都是直接延伸或者擴大分型面,保持與產品相切,如下圖所示:2、有一處R角面無法延伸,則先將兩個面做拐角,拐角要求兩個面必須相交,所以先將分型面延伸,在倒角
1957
UG模具設計材料 ??? 4年前
設計88問,太全面了,果斷收藏!
模具設計要點很多,需要考慮的因素也很多;即使是專家級的老工程師,也常常會不知所措。下面列舉了模具設計的88問,供大家參考:1、常用塑膠工程材料及收縮率?
2261 2
UG模具設計材料 ??? 3年前
防護屏外罩注射模具設計+3d 
針對塑件形狀,模具設計排位采取1出2,模胚為標準模胚CT 4050 A130 B100 C120,澆口為側澆口,從塑件側面一點進膠。為了避免塑件在注塑時產生批鋒,最有效的措施是設計成硬模,即對前后模仁進行熱處理。模具材料為1.2344,熱處理48~52HRC,模具設計圖見圖2. 3D分模時,需要將流道部分做成平位,便于塑膠流動,分型面要作順滑。
1947
模具論壇 ??? 4年前
7 鈦絲驅動技術(NiTiDrivetech)的可靠性設計-接觸面設計 
如果支點居中,鈦絲和驅動支點沒有發生摩擦運動,可以不用考慮R角的大小; 如果支點不居中,鈦絲和驅動支點發生摩擦運動,則需要參考第一條,將驅動支點的半徑設計成適當的R角。 2.接觸面的分型面 我們在驅動機構的接觸設計過程中,需要考慮接觸面的分型面問題,特別是金屬材質的分型面。
1422
財哥說鈦絲 ??? 5月前
【干貨】雙色模具的設計及注塑成型
13、分型面的注意事項:后模分型面要將兩個產品合并后取得的分型面為后模的;前模分型面要取單個產品的即可,不可取合并后的產品分型面。14、前后法蘭的公差為負0.05mm,兩法蘭間距公差為正負0.02mm,頂棍與頂棍孔的間隙單邊為 0.1mm,前后模導套導柱的中心距公差為正負0.01mm,模框四邊和深度都要加公差,否則當后模旋轉180度后,因高低不一致而產生批鋒。
3559
張偉一 ??? 3年前
塑膠件的結構設計:止口篇 
D:母止口過渡圓角,此處膠位厚度變化較大,做圓角可以減小外觀應力痕,一般做到R0.3~0,5;E:公止口高度,一般做到0.8~2mm,具體看制品大小;F:母止口外觀面膠厚,應大于壁厚的一半,否則此處外觀容易產生應力痕;G:反止口的寬度,不能太小,太小強度不夠,最好不少于一個壁厚;H:反止口的高度,一般不少于1mm也不要高于分型面太多,太高意義不大,保證有一定有效配合高度(減去斜角高度后
7868 2
結構攻城獅 ??? 3年前
做注塑模具設計基本知識,不懂你就可以放棄這門行業了
與PL面平行的公母模貼合面叫碰穿面,與PL面不平行的公母模貼合面叫插面。16、條和絲的關系條和絲都是長度單位,條為臺灣用語,1條=0.01MM,絲為香港用語,1絲=0.01MM,所以1條=1絲。17、 枕位是什么?外殼類塑件的邊緣常開有缺口,用于安裝各類配件,此處形成的枕壯分型部分稱為枕位。18、火山口是什么?
3100 3 3
Im智能注塑 ??? 3年前
驅動鈦絲(SMA)的可靠性設計(7)接觸面設計
接觸面設計 
如果支點居中,鈦絲和驅動支點沒有發生摩擦運動,可以不用考慮R角的大小; 如果支點不居中,鈦絲和驅動支點發生摩擦運動,則需要參考第一條,將驅動支點的半徑設計成適當的R角。 2.【接觸面的分型面】 我們在驅動機構的接觸設計過程中,需要考慮接觸面的分型面問題,特別是金屬材質的分型面。
2448
財哥說鈦絲 ??? 1年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
什么叫PL面?PL面又稱:分型面、啪拉面,是指模具在閉合時前模和后模相接觸的部分。2. 什么是碰穿,什么是插穿?與PL面平行的公母模貼合面叫碰穿面,與PL面不平行的公母模貼合面叫插面。3. 條和絲的關系?條和絲都是長度單位,條為臺灣用語,1條=0.01mm,絲為香港用語,1絲=0.01mm,所以1條=1絲。4. 枕位是什么?
2970
UG模具設計材料 ??? 4年前
塑膠件的結構設計:超聲波焊接篇(中) 
缺點:外觀面有可能出現一些溢膠;剪切需要的焊接時間是其他超聲線設計的 3-4 倍,因為要焊接大量的樹脂。不易保證一周一致的剪切量,這會影響到焊接強度和密封性。上下塑膠件的強度必須足夠大,底部焊接零件必須通過焊接治具進行支撐,治具需要緊靠在零件的四周,否則在焊接過程中易產生變形。
8698 3
結構攻城獅 ??? 3年前
塑膠件的結構設計:螺紋連接結構篇(中) 
4、外徑 自攻螺絲在擰緊過程中,會對螺絲柱內孔進行擠壓形成螺紋,擰緊后,螺絲柱的端面會受到螺絲的預緊載荷,如果螺絲柱外徑設計不當,螺絲柱內孔和端面所受的應力將會使螺絲柱出現橫向和縱向的裂紋,為了保證螺紋的完整性與強度,防止螺絲柱變形,螺絲柱的外徑不能低于某個值。
5361 3
結構攻城獅 ??? 4年前
塑膠的結構設計:加強筋篇(下) 
前兩篇:塑膠的結構設計:加強筋篇(上),塑膠的結構設計:加強筋篇(中)介紹了加強筋設計的原則中的“基于剛度原則”和“基于外觀質量原則”,本篇接著介紹:“基于加工工藝原則”。
3334
結構攻城獅 ??? 4年前
塑膠產品外觀白痕解決方向 
即外觀面的速度變化越大,越有機會產生這種外觀的色差問題。圖6.一段射速及澆口降速的模流分析結果從模具設計上,需要避免過長的冷流道設計,盡量使冷流道的厚度能夠平穩過渡,側澆口可通過改成扇形澆口,通過增加澆口橫截面積來進行減速。從產品設計上,需要盡量避免產品厚度差異過大,厚薄交接處需要做過渡處理。以上就是塑膠產品外觀白痕的解析以及解決方向。點擊看更多
4026 2
型創科技2023 ??? 2年前
20條/頁 
 7
7 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
