塑膠件的結構設計:止口篇

01 止口的含義
止口結構,在產品結構設計上也是一種常見的結構,對于有經驗的工程師那是再熟悉不過了,然后對于初學者來說,他們并不一定知道,更談不上理解,所以,為了幫助初學者理解,對止口的概念稍加文字介紹。
止口:止,從字面上理解是停止、禁止、限制的意思,比如說適可而止、淺嘗輒止、望梅止渴;而在產品結構上通常表示限位的意思(即限制零件的移動,主要是對X軸和Y軸的限位,Z軸方向的限位通常通過螺絲或者卡扣之類的聯接結構限位),由于其在結構上是一對凹凸結構,有點像人合上的嘴巴,所以稱為止口。
02 止口的結構形式
止口的一般分類:

公止口一般設計在壁厚較薄的殼體上,母止口一般設計在壁厚較厚的殼體上。
因為母止口需要往內切掉一部分膠厚,把母止口設計在壁厚較厚的殼體上可以有足夠厚度被切除。這里需要注意的是,
-
為了防止厚薄印(應力痕),切掉的部分厚度和深度不能太大;
-
如果無法避免應力痕,外殼若做白色(紋面或高光面)應力痕基本不太明顯,做黑色高光面效果稍好些但還是不能完全消除,黑色紋面效果應力痕是較嚴重的。
2、雙止口:是相對于單止口而言,雙止口實際上是由兩個正反的單止口合并成新的止口,主要有以下兩種結構形式:
1)單公止口+雙母止口,這種形式主要應用于上殼體厚度較薄,且對外觀段差有要求的結構,下殼的雙母止口可以限制上殼往里和往外的變形。

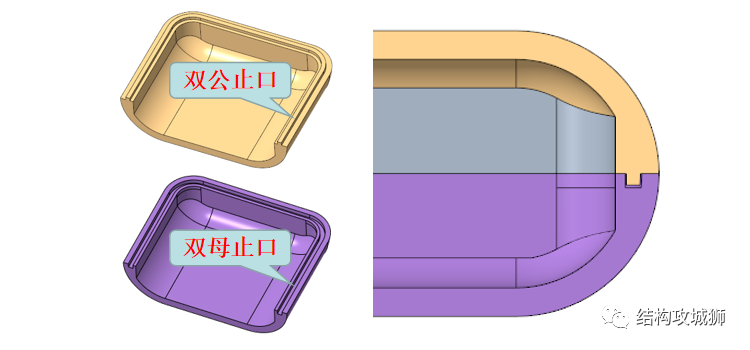
2)雙公止口+雙母止口,這種形式主要應用于上下殼體厚度都較厚的結構,這種結構在外觀上的段差可以控制很小,這種結構也稱為密封性止口結構,,如做防水結構,中間增加膠圈或超聲波焊接可起到防水作用;如做喇叭音腔,中間加泡棉也可起到密封音腔的作用,但此種止口結構要求殼體壁厚較大,一般需要2.5mm以上,否則母止口外緣就比較薄,外觀容易產生厚薄印(應力痕)。
3、反止口:也稱反插骨,反限位的意思,反止口為母止口的反向止口,一般配合單止口一起設計,主要用于上下殼體都較薄的結構,反止口實際上是雙母止口的簡化,因為殼體沒有足夠壁厚去做雙母止口,通過設計局部的筋位,所以通常反止口有以下幾種結構形式。

1)單反止口,這種反止口一般用于小型零件,結構簡單,缺點是強度不夠。
2)雙反止口,這種反止口較為普遍,最為常用,成對設計是為了保證強度。
3)這種止口主要用于空間不夠的零件,沒法做雙反止口,此種止口強度好,缺點是結構沒雙止口簡單,但也不失為一種好結構。
4)這種止口也是用于空間不夠的零件,沒法做雙止口,此種止口缺點是需要在另一個殼上切出相應的母止口,膠厚突變外觀有厚薄印(應力痕)風險,設計時注意圓角緩和過渡。
03 止口的作用
理想的外殼是不需要拆件的,但在現實中,需要考慮到制造工藝以及裝配工藝(DFMA),外殼需要拆分成若干零件,相鄰兩個互相配合的零件之間就會存在結合縫隙,
那零件結合處為什么需要設計止口?
首先通過以下三個生活中的例子,你就很容易理解止口結構所起到的作用。
因為母止口需要往內切掉一部分膠厚,把母止口設計在壁厚較厚的殼體上可以有足夠厚度被切除。這里需要注意的是,
-
為了防止厚薄印(應力痕),切掉的部分厚度和深度不能太大; -
如果無法避免應力痕,外殼若做白色(紋面或高光面)應力痕基本不太明顯,做黑色高光面效果稍好些但還是不能完全消除,黑色紋面效果應力痕是較嚴重的。
1)單反止口,這種反止口一般用于小型零件,結構簡單,缺點是強度不夠。
03 止口的作用
圖二:冬天洗澡,寒風從門縫吹進來
2、起限位作用,防止或減小兩個相互配合的殼體裝配時產生偏位或段差。如果兩個相互配合的殼體零件長寬(XY)兩方向設計有止口,那么這兩個零件在XY方向上是互相被限位的,也可以理解成定位,這是有利于裝配的;同時,還可以在特定方向上矯正零件的變形,如下圖,A殼限制B殼往里(紅色箭頭方向)變形,同時B殼限制A殼往外(黑色箭頭方向)變形。
3、起到密封作用,如圖,在母止口可以容納超聲波熔膠或O型圈可起到防水作用。
其中,“堵”的方法屬于機械結構方法,即在AB殼的結合處設計一圈止口,止口的作用就是起到靜電墻作用,將靜電隔離到外殼之外,讓靜電難以直接進來,即使有部分強度較大的能穿透進去,也因止口的作用使得這部分靜電的能量大大減弱。(需注意的是設計時盡可能保留整圈止口的完整,保證完整的靜電墻)
如果止口附近有電路板,盡量增加殼體的厚離,即增加外殼到電路板之間的距離D,根據經驗,10kV的ESD在經過4mm至5.00mm的距離(此距離包含殼體的壁厚)后能量一般衰減為零。
04 止口的設計原則
功能原則
外觀質量原則
加工工藝原則
1、功能原則
2、外觀質量原則
K:反止口倒C角,可利于裝配,一般做到C0,5~C1.0;
其中,以上尺寸A和尺寸N是影響段差控制比較重要的尺寸,對于小型產品來水,取0.05-0.1基本能滿足要求;對于中大型產品來說,此兩個間隙尺寸的取值應根據外殼的最大外形尺寸的公差值進行調整,因為對于注塑件來說,外形尺寸越大,其公差值就較大,如下表。
2)外觀應力痕
3、加工工藝原則





















工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP




