



直擊:現場沖壓連續模工藝、料帶設計原則,值得收藏 
沖壓連續模工藝、料帶的作用是把沖壓件跟料帶一起,通過相同的步距逐級順送,把料帶打出成品或半成品的過程。不同產品需要使用不同的料帶進行送料,在此還需要考慮模具的材料使用率及料帶穩定性。
2981
UG編程模具設計實戰 ??? 4年前
沖壓模具設計—連續拉伸料帶制作 

從零基礎到模具設計精英,包含CAD軟件、Presscad外掛、UG軟件、UG外掛、2D結構、2D料帶、工程出圖、BOM表、3D料帶、全3D設計結構、Autoform工藝分析、改模技巧,純模具公司設計實戰,重點是設計理念及設計思維的培養,設計參數的確定,加工經驗、組模經驗、試模經驗的傳授等
9
模具設計UG編程教學 ??? 6年前
生產制造 | 模具設計與制造-VISI料帶設計 
在這里將料帶參數設置完成后,如若后期發現工位數需要增加,料帶寬度需要增加,可以隨時進行編輯。02料帶階段-沖頭設計料帶階段沖頭設計,可以通過下圖標注3中的方式快捷生成沖頭。(1)增加內部沖頭模式,直接增加沖頭。
2780
海克斯康設計與仿真 ??? 1年前
汽車沖壓自動化生產線規劃及注意事項 
圖3 3.線尾出料系統 線尾出料系統由 出料輸送帶、照明、工件檢驗臺、人工或自動裝箱機構及控制系統 等構成。
5024
金屬加工前沿 ??? 2年前
模具設計“脫料結構”如何選取?使用范圍揭秘,你學習了嗎? 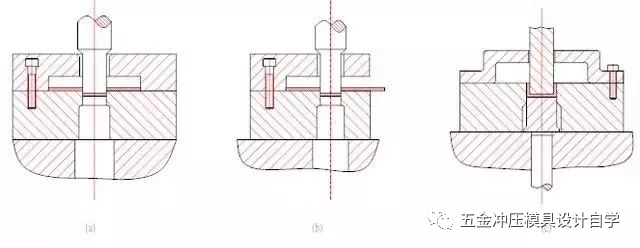
脫料結構與設計依據脫料結構的選擇會直接影響沖壓件的質量、生產效率、沖壓操作安全等。脫料結構一般可分為三種形式,分別為:剛性卸料、半剛性卸料、彈性卸料。(1).剛性卸料裝置(又稱固定卸料板)如下圖所示,圖中(a)為封閉式剛性脫料結構、適合沖材料厚度t>0.8mm的條料。圖(b)為懸臂式剛性脫料結構、適用窄而長大型工件或型鋼(如角鋼)進行沖孔或切口等工序的卸料。
3778
張偉一 ??? 3年前
五金沖壓件搭邊沖裁必須確定哪些內容 
要說明的是,模具結構有側壓裝置和無側壓裝置或是用側刃定距時,其條料寬度及導料板間距的計算公式是不一樣的。 3.確定搭邊沖裁是采用橫裁還是縱裁。在沖壓件廠的實際生產中,通常是先將板料剪切成條料,然后再進行沖壓加工。而板料的剪裁有橫裁和縱裁兩種方式,在保證制件質量的前提下,應通過對比一塊板料的利用率來決定是采取橫裁還縱裁。 4.確定排樣圖。在模具裝配圖及工藝卡片上,都應該有排樣圖。
2185
東一金屬 ??? 3年前
“精算”那些事 第五篇: 沖壓有限元仿真知多少 
階段三:模具結構設計階段 仿真1:模具結構變形仿真 隨著沖壓高強鋼大量的使用、且客戶對研合率、研合效率的要求越來越高、模具結構變形仿真的意義就不言而喻了。 作用1: 結構強度快速識別、避免由于結構強度不足造成量產時局部鑲塊結構在大的循環載荷沖擊出現疲勞損傷。上圖為一個底盤件的案例 :翻邊與翻孔間距只有9MM 產品料厚3MM 。
5566 3
金屬加工前沿 ??? 2年前
沖壓自動化改造模具要求 
沖壓自動化改造前,客戶需要配合現場進行改造,包括產品是否存在脫料情況、導柱檢查,工序是否需要翻轉,了解模具高度。1)脫料檢查所有模具取放工件順暢無阻礙,沖壓完成后工件停留在下模面。異常情況為上模帶料,或工件在沖壓完成后出現不規則位移。
2188
金屬加工前沿 ??? 3年前
生產制造 | VISI沖壓模具標準件使用案例 
可以一鍵生成脫料銷組件中所有零件的孔位在模具零部件中,例如銷的固定行程孔、彈簧孔、螺絲固定孔等。 三浮升銷?沖壓連續模中的浮升銷是一個非常重要且巧妙的組件。它的核心作用是在模具內部形成一個支撐面,將條料或帶料托舉到一定高度,以確保生產過程的順暢進行。軟件可以直接調用浮升銷組件。組件中包含浮升銷、彈簧、固定螺絲。
3135
海克斯康設計與仿真 ??? 6月前
熱沖壓成形模具設計要點 
圖8為B柱熱成形凸模一塊鑲塊,該鑲塊帶有導向、冷卻系統、安裝孔和起吊孔等。
3441 1
金屬加工前沿 ??? 3年前
基于光電傳感器的模具廢料監測系統設計 附基于ADMAS 動力總成28工況計算下載 
圖3 監測點布置2.3 建立監測系統依據光電傳感器的信號控制沖壓生產線的動作,在模具與設備之間建立監測系統,如圖4所示。監測系統的工作原理如圖5所示。光電傳感器將監測到的堵料狀態信號傳給模具接線盒,接線盒將接收到的堵料狀態信號、其他傳感器監測的信號、零件號、模具號等信息傳給沖壓生產線,可編程邏輯控制器依據預先設定好的程序校對各種信號信息。
2591
ouju7687 ??? 3年前
沖壓模具常見工藝問題解決方法 
,我們目前有3種方法: (1)帶料處切產品,毛刺反向; (2)帶料處產品上壓寬臺階,再做彷形刀口,使毛刺高度不超產品面,但產品有凹臺要申請; (3)向上半剪(用脫料板,如用公是空剪,料帶易變形),再壓C角,
3240 3 1
金屬加工前沿 ??? 3年前
汽車沖壓生產線清潔度管控方法 
圖4 鋼板首張清潔圖5 鋼板側壁清潔 鋼板自帶的料邊毛刺也是一個很重要的影響因素,如圖6 所示,毛刺高度不得超過料厚的10%,如果毛刺過大或者容易掉落,則會影響到生產,甚至損傷清洗機的輸送輥和擠干輥。
2965
FMMM ??? 4年前
級進模中卸料裝置和限位裝置如何設計 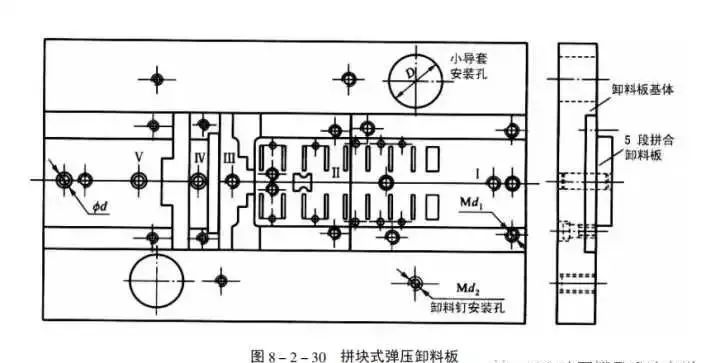
它的作用除沖壓開始前壓緊帶料,以防止各凸模沖壓時由于先后次序的不同或受力不均勻而引起帶料竄動,并保證沖壓結束后及時平穩的卸料外,更重要的是對各工位上的凸模(特別是細小凸模)在受測向作用力時,起到精確導向和有效的保護作用。卸料裝置主要由卸料板、彈性元件、卸料螺釘和輔助導向零件所組成。
4467
金屬加工前沿 ??? 2年前
【專業知識】最全的沖壓工藝與產品設計知識大匯總 
如上圖,1塌角 :高度約等于8%T至15%T ;2.光亮帶 :高度約等于15%T至55%T ;3.斷裂帶 :高度約等于35%T至75%T ;4.毛刺 :高度約等于5%T至10%T1)彈性變形階段受力分析:刃口部分材料受剪切力,力的大小小于彈性極限,若力消失,則材料恢復原始狀態。狀態描述:凸模施加壓 力于材料,材料略擠入凹模刃口。
3104 1
機械工程師 ??? 3年前
連續“拉伸”次數計算、毛坯及工藝料帶確定,深度技術揭秘 
對于連續模拉伸件工藝設計中的具體選擇帶料形式,常見有兩種不同的方案,但其使用范圍相差較大。選擇需仔細甄別,如下:上無工藝切口、下有工藝切口帶料連續拉深的分類和應用拉伸凸、凹模結構參數設定圓弧大小取值原則首次拉伸時,因為材料拉動較大,盡量使用相對大的R為好。一般R凸=4-8t,R凹=3-5t,然后逐漸減少產品要求圓弧。建議在設計時盡量取較小值,方便調試模。
2629
模具設計UG編程教學 ??? 3年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
4.在確保制件精度的前提下,依據出產批量和毛坯定位與出料要求,斷定合理的工序組合辦法。5.要規劃兩個以上的工藝計劃,并從質量、成本、出產率、模具的刃磨與修理、模具壽命及操作安全性等各個方面進行比較,從中選定一個最佳的工藝計劃。6.開始斷定各個工序的沖壓設備。
2008
UG編程模具設計實戰 ??? 3年前
沖壓模具設計前的規劃與步驟 
關注微信公眾號,沖壓幫 4.在確保制件精度的前提下,依據出產批量和毛坯定位與出料要求,斷定合理的工序組合辦法。 5.要規劃兩個以上的工藝計劃,并從質量、成本、出產率、模具的刃磨與修理、模具壽命及操作安全性等各個方面進行比較,從中選定一個最佳的工藝計劃。 6.開始斷定各個工序的沖壓設備。
4399 2
金屬加工前沿 ??? 2年前
淺談汽車沖壓件材料利用率提升方法 
圖12 后背門外板(增加套模件)模具工藝示意圖結束語 提高車身鋼板材料利用率最直觀的表現就是降低制造過程中的材料成本,但要達到這個結果則需要各部門的相互配合,從造型部門CAS的設計、分縫;車身部門沖壓件的結構、分件方案、材料類型選擇;沖壓規劃的模具設計、模具精細化制造;到制造部門設備精度、生產方式、來料質量以及質量部門對產品質量的要求等等;全過程、全方位的控制,才能將材料利用率做到極致
3423
FMMM ??? 4年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
4.在確保制件精度的前提下,依據出產批量和毛坯定位與出料要求,斷定合理的工序組合辦法。5.要規劃兩個以上的工藝計劃,并從質量、成本、出產率、模具的刃磨與修理、模具壽命及操作安全性等各個方面進行比較,從中選定一個最佳的工藝計劃。6.開始斷定各個工序的沖壓設備。
2189
模具設計UG編程教學 ??? 3年前
20條/頁 
 16
16 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
