一 熱沖壓成形概述
熱沖壓成形鋼,也稱硼鋼,在低碳鋼中添加少量的B元素可以提高鋼板的淬透性,并且B的添加可以推遲鐵素體和珠光體的出現,有利于獲得板條狀馬氏體組織。熱成形鋼板常見的成分體系有Mn-B、Mn-Mo-B、Mn-Cr-B、Mn-W-Ti-B等,如表1所示。22MnB5是熱沖壓成形鋼板中最常用的鋼種。22MnB5典型化學成分如表2所示,圖1是22MnB5熱沖壓成形鋼板的CCT曲線。因國內外各個鋼廠產線不同,國內外各個鋼廠的22MnB5成分會稍有一些差異,CCT曲線也會稍有差異。近幾年,國內出現Mn-B系基礎上添加Mo、Nb、V等元素,優化熱成形鋼的抗氧化性、尖角彎曲性能、耐延遲開裂等性能,取得了較好的效果。熱沖壓成形鋼的抗拉強度級別有500、1000、1500、1800、2000MPa等。
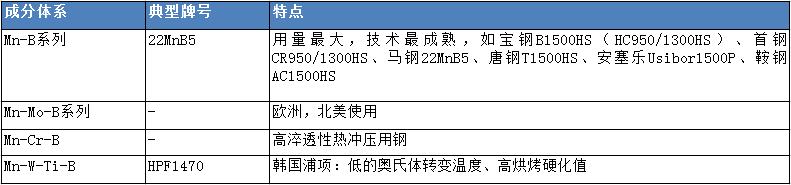
表1 熱沖壓成形鋼常見成分體系

表2 22MnB5典型化學成分(Wt.%)

圖1熱沖壓成形鋼22MnB5的CCT曲線
熱沖壓成形是將沖壓技術和熱處理技術相結合的板材成形技術,是熱沖壓成形鋼板在熱、力、相變耦合下的復雜成形過程,圖2為熱沖壓過程中熱傳遞、力學、相變相互作用圖,熱沖壓成形過程,正是這樣一個板料內部溫度場、應力場、相變同時共存,相互作用的變化過程,對板料在成形過程中的流動、變形等造成影響。如高溫下的變形量會對奧氏體轉變產生影響,在800℃下變形10%~30%的變形過程使得C曲線左移,并使臨界冷卻速率提高至50℃/s,(如圖3所示)。圖4所示為馬氏體相變開始溫度(MS)與應力的對應關系。當應力從100MPa達到400MPa時,馬氏體轉變開始溫度從380℃提高到560℃。同時,熱沖壓成形過程中不同溫度下鋼板的成形極限、流動應力本構模型、鋼板與模具間摩擦系數差別很大。因此,熱沖壓成形后性能、尺寸除與熱成形鋼板有關外,還與熱沖壓生產線、模具、熱沖壓工藝等因素相關。
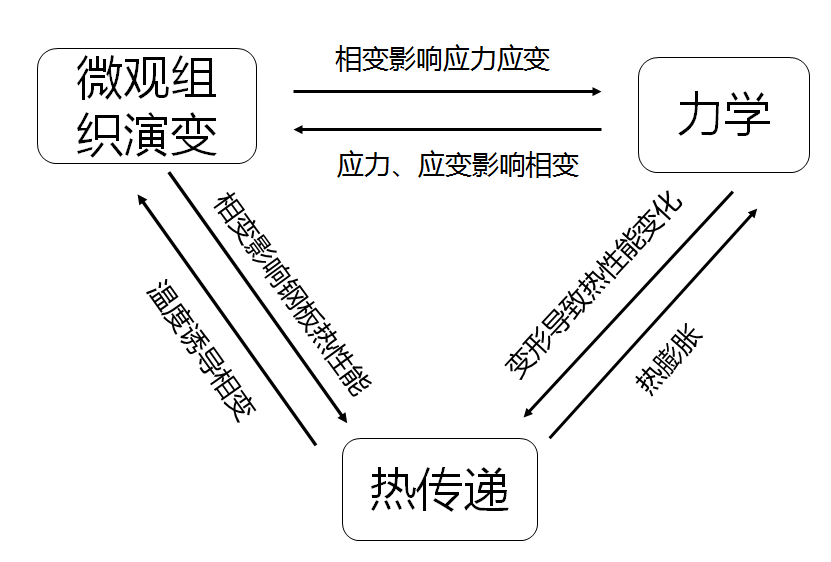
圖2 熱沖壓成形過程中熱-力-相變的相互作用

圖3 800℃變形10%~30%后的CCT曲線 圖4馬氏體轉變開始溫度與應力關系
熱沖壓成形模具中鋼板經歷合模、高溫成形、淬火、保溫、開模的過程,熱沖壓模具設計主要包括模具型面設計、模具冷卻系統設計和模具結構設計等。熱沖壓成形量產模具設計流程如圖5所示,采用autoform、pam stamp2G等軟件進行對熱沖壓成形過程進行快速成形模擬和冷卻過程模擬,利用熱沖壓成形鋼板的高溫流變曲線、高溫摩擦系數、FLD等參量進行成形模擬,采用Fluent、Ansys等軟件進行模具冷卻效果模擬,保證熱成形模具長期工作熱平衡性。這一過程實際是熱力學、機械學耦合模擬。將模擬結果作為模具設計方案確定的重要依據。
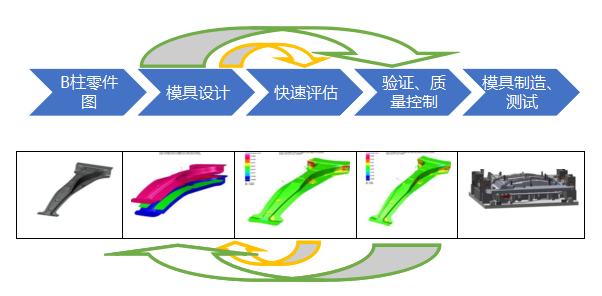
圖5 熱沖壓成形量產模具設計流程
熱沖壓成形模具型面設計要點如下:
(1) 模具型面主要卻決于產品數據,并根據客戶對零件的技術要求,制定合適的模具加工精度和公差,并應考慮熱脹冷縮及回彈的影響,對模具型面采取合適補償方案;同時熱沖壓鋼板高溫時摩擦系數大,高溫成形時易于開裂,因此,熱沖壓模具型面通常不設計拉深筋,對于復雜成形零件,增加壓料裝置用于控制板料合理流動,保證熱沖壓成形性能。
(2)翻邊孔變形特征的轉變設計。
(3)對于后續激光切割時難于定位的零件,應適當增加工藝凸臺。
熱沖壓成形實際上鋼板在熱沖壓成形模具中成形和淬火的過程,熱沖壓零件的組織、性能和尺寸精度能否穩定地滿足要求均與在模具中成形和淬火密切相關,熱沖壓成形模具應具備良好的沖壓成形、淬火、長期穩定的能力。熱沖壓成形模具是熱沖壓成形工藝的核心技術。同時,熱沖壓成形模具工作溫度在800℃左右至室溫之間,工作溫度高,并需要承受冷熱的急劇變化。因此,選用合適模具材料、合理設計沖壓模面、合理設計冷卻系統才能保證板料在模具中快速均勻冷卻。
熱沖壓模具在工作時要同時承受冷熱交變、沖擊、震動、摩擦等負荷,與冷沖壓模具材料相比,熱沖壓模具材料的服役中受到較大的沖擊、模具表面溫度頻繁交替變化以及模具表面的高溫軟化等因素影響,熱沖壓模具極易失效,導致模具使用壽命降低,主要失效模式有磨損以及反復應力作用下產生的疲勞失效,兩者均與模具材料、模具設計與制造關系密切。磨損主要與模具的組織、硬度及表面處理情況有關。熱沖壓模具在沖壓過程中受到的主要有三種應力:沖壓過程的沖擊力、保壓淬火階段的保壓壓力以及在熱沖壓模具在整個生產周期中25℃-850℃的溫度變化的熱應力。
(1) 高的高溫屈服強度和回火穩定性:熱沖壓成形模具工作表面需要長時間與高溫鋼板接觸,當800℃左右的鋼板放入模具型腔時,型腔表面急劇升溫,表層產生壓應力和壓應變,這需要熱沖壓模具鋼具備較好的高溫屈服強度和回火穩定性;
(2) 較大的導熱率、較小的熱膨脹系數和較小的比熱容系數:在合模保壓過程中通過帶有冷卻水道的模具對成形后零件淬火,為獲得所需的力學性能和尺寸精度需要將鋼板的熱量帶走和保證模具工作過程中的精度,模具材料必須具有較大的導熱率和較小的膨脹系數和比熱容系數;
(3) 高的熱疲勞性能和沖擊韌性,良好的耐磨性:開模取件時,模具表面由于溫度降低而受到拉應力作用,產生熱疲勞等,并且熱沖壓過程中模具鋼承受較大的沖擊,需要較高的沖擊韌性。為減緩沖壓過程中模具拉毛,模具鋼還需要較高的耐磨性能。
(4) 一定的耐腐蝕性:熱沖壓模具內冷卻管道流通冷卻水,為避免冷卻水對模具銹蝕,因此要求模具鋼具備一定的抗銹蝕性。
瑞典一勝百開發的DIEVAR熱沖壓成形模具鋼。DIEVAR模具鋼是一種對H13鋼進行優化后得到的鋼種,DIEVAR化學成分如表3所示。表5為DIEVAR、ORVARSUPPREME、ORO 90 SUPERME、HOTVAR、VIDAR SUPERIOR熱沖壓成形模具鋼抗回火性能、熱屈服強度等性能值及使用。圖6是DIEVAR等5種熱沖壓模具鋼高溫屈服強度,可以看出,5種熱成形模具鋼均有較高的高溫強度,其中DIEVAR鋼處于中等水平。

表3 DIEVAR化學成分(Wt.%)

表4 5種熱沖壓成形模具鋼性能比較
注:*列數值越大,表示性能越好
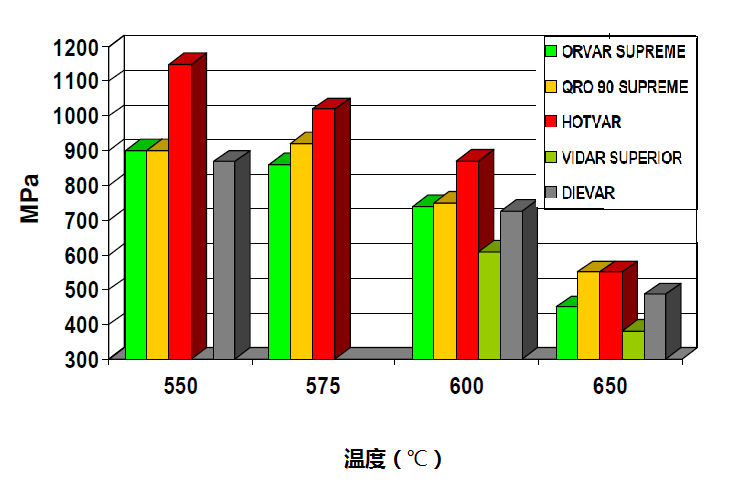
圖6 5種熱沖壓成形模具鋼不同溫度下的屈服強度
熱沖壓成形模具中設置了冷卻管道,量產模具冷卻管道的加工方式多采用鉆孔方式進行。為保證鉆孔工藝性和保證冷卻管道“隨形分布”、方便模具制造和維護,通常對熱沖壓模具進行分塊加工,而分好的鑲塊又需要進行整體熱處理以獲得均勻的性能,因此需要合理安排鉆孔、熱處理、機械加工等制造、裝配工藝,實現工藝流程的最優化。在進行分塊設計時注意以下原則:
(1) 分塊尺寸應適宜,盡量均勻,并應考慮模具材料供應商的標準尺寸,建議分塊長度在200-300mm之間。
(2) 分塊時應避免應力較大的區域。模具鑲塊間的接觸區域強度相對薄弱,易于磨損,以免影響模具壽命及成形精度。
(3) 分塊時應考慮沖壓件的形狀特征,降低冷卻管道加工的難度,保證后續冷卻管道加工工藝性。
(4) 凸凹模分塊位置應錯開10-30mm。若分塊面處于同一位置,則會加劇模具在分塊處的磨損。
圖7為某型汽車B柱熱沖壓模具凸、凹模分塊設計。圖8為B柱熱成形凸模一塊鑲塊,該鑲塊帶有導向、冷卻系統、安裝孔和起吊孔等。
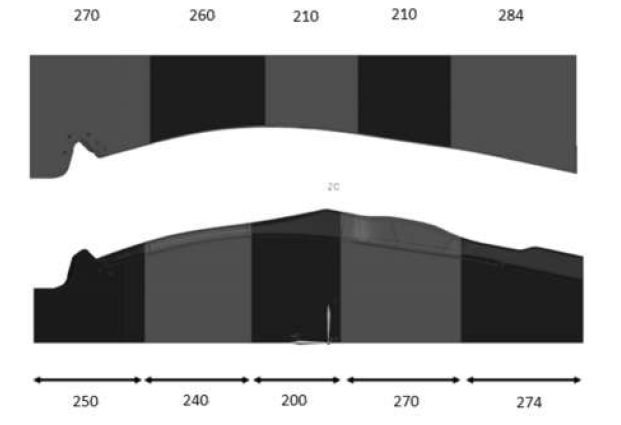
圖7 B柱熱沖壓模分塊設計

圖8 B柱熱成形凸模鑲塊
熱沖壓模具冷卻系統的設計需滿足如下條件:
(1) 熱沖壓鋼板的冷卻速率大于馬氏體轉變臨界冷卻速度
熱沖壓鋼板在料片轉移、合模、沖壓、保壓過程中,鋼板的最小冷卻速率應大于馬氏體轉變臨界冷卻速率,而且冷卻速率越大,馬氏體組織越細小、均勻,熱沖壓件的綜合力學性能越好。
(2) 熱沖壓零件各個位置的冷卻速度應保持一定的均勻性,減少同一個熱沖壓零件不同位置處最大、最小冷卻速度的差值
保持熱沖壓件各個位置冷卻速度的均勻性,有利于熱沖壓后零件組織的均勻性,有利于熱沖壓零件尺寸精度。
(3) 熱沖壓模具連續工作在高溫環境下,應使模具表面受熱與散熱處于平衡狀態
長期工作的熱沖壓模具吸收的熱量應及時地被冷卻水帶走,如果受熱和散熱不處于平衡狀態,模具部分區域溫度不斷升高,影響熱沖壓件的尺寸精度和力學性能;另一方面造成模具表面軟化,影響模具壽命。因此在設計模具冷卻系統時,需保證模具長期工作的熱平衡性。
模具冷卻管道的設計是熱沖壓模具設計的核心問題,冷卻管道的設計質量直接影響的到模具的冷卻效率、冷卻均勻性和平衡性。冷卻管道的設計主要包括管道位置參數的確定以及管道直徑和數目的確定。圖8為熱沖壓模具分段鑲塊冷卻水道示意圖。冷卻水道的加工方式取決于鑲塊表面形狀和鉆孔工藝性。當產品為曲面時,可以采用兩個方向鉆孔形成鑲塊冷卻水道(如圖9、圖10所示)。
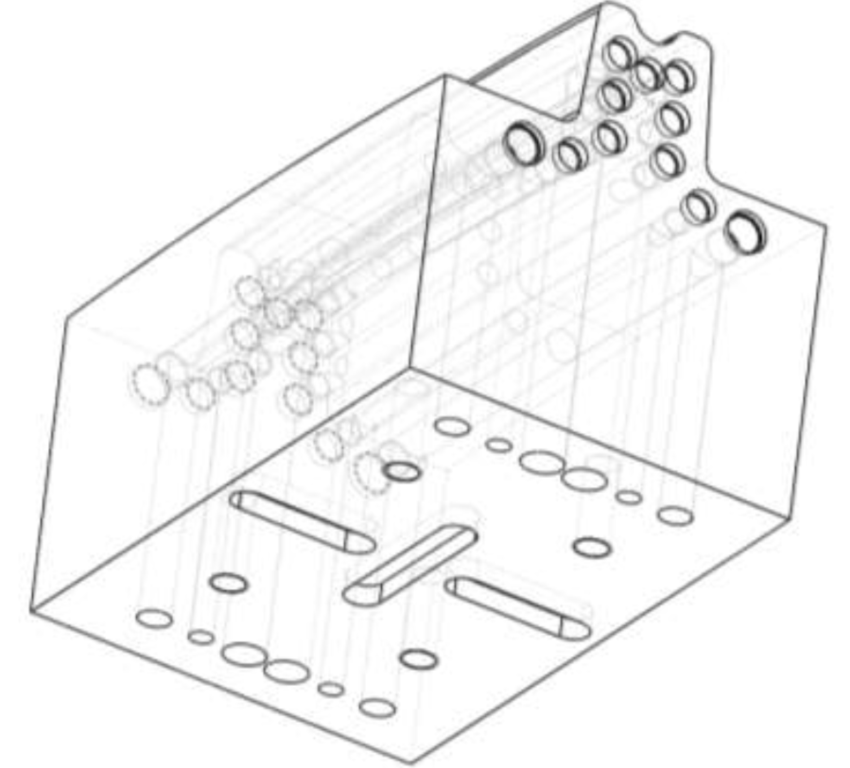
圖8 熱沖壓模具分段鑲塊冷卻水道示意圖
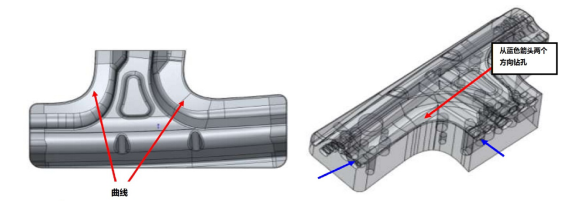
圖9 B柱門檻處左右角產品形狀 圖10 B柱門檻處左右角鑲塊冷卻水道鉆孔方式
同一工作部件鑲塊間冷卻管道布置方案分為直通式和迂回式兩種。
直通式冷卻管道布置:基本形式見圖11。鑲塊間冷卻管道直接聯通,水流路徑短,對模具的冷卻效果好,且模具機加工作量小。但對鑲塊間的密封要求高,鑲塊熱脹冷縮易導致冷卻水發生泄漏。
迂回式冷卻管道布置:基本形式見圖12。單個鑲塊進出水均在鑲塊底面,鑲塊間通過安裝定位板進行水流聯通。此方式鑲塊與安裝定位板間采用O形密封圈密封,鑲塊端部管頭用堵頭密封或焊接密封。此方式冷卻水密封效果好,不易發生泄漏,但冷卻水流路徑長,壓強損失大。
 圖11 直通式冷卻管道布置 圖12 迂回式冷卻管道布置
圖11 直通式冷卻管道布置 圖12 迂回式冷卻管道布置
模具鑲塊中冷卻管道主要尺寸有:冷卻水道直徑Φ、冷卻管道間距a和管壁距模具表面距離L,如圖13所示。
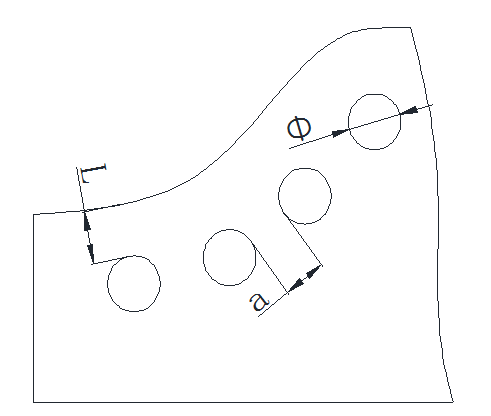
圖13 冷卻水道尺寸示意圖
冷卻管道設計原則:冷卻孔的位置和數量要取決于模具表面的形狀。需同時滿足模具冷卻功能和模具強度。具體要求如下:
(1) 冷卻水壓強0.3MPa(3Bar)條件下須保證模具冷卻水流量不小于300L/(m2*min),管道設計完成后必須進行流速、流量及鑲塊冷卻效果CAE分析。
(2) 相接管道軸線夾角α。要求此夾角盡量接近180°,最小不小于90°。
(3) 冷卻管道孔徑Φ。要求冷卻管道孔徑Φ=8~14mm。特殊情況Φ<8mm時須進行模具冷卻效果分析;Φ>14mm時須進行模具強度校核。
(4) 起冷卻作用的相鄰管道間距a。相鄰冷卻管道間距a=8~20mm。設計時根據鑲塊局部受力受力情況和制件冷卻效果進行選擇。
(5) 管壁距模具表面距離L。冷卻管壁距離模具表面最小距離L=8~15mm。根據鑲塊局部受力情況和制件局部冷卻效果進行選擇。
(6) 鑲塊端頭起聯通作用的管道間距a。由于鑲塊底部與安裝固定板聯通的孔簇要求盡量集中,此部位管道間距可滿足。
(1) 長度為200mm以內軸線為直線的冷卻管道可直接鉆削加工。
(2) 鑲塊內長度大于200mm的管道須采用對鉆方式加工。
(3) 當模具外表面形狀為曲線形狀時,為保證模具冷卻效果,冷卻管道軸線需設置為折線,采用兩端對鉆加工。要求對鉆孔軸線交匯后盲端長度≤2mm。
(4) 對鉆孔軸線理論為相合或相交,實際加工軸線可能平行或異面。要求兩軸線空間異面距離≤0.2mm。
熱沖壓成形生產過程中,坯料的加熱狀態、料片轉移、成形動作時序及接觸力變化、制件冷卻速率及均勻性分布等條件變化均會影響零件的尺寸和性能。
在模具設計過程中,冷卻管路系統設計的合理性直接影響制件的冷卻狀態和模具強度。
冷卻管路設計的微小差異有可能引起模具上形成“熱點”,或造成模具強度不足。
而且一旦按照不合理的冷卻管路進行模具加工,產生的制件質量缺陷絕無可能通過設備和工藝參數優化進行解決,其后果必然是導致模具報廢。
在熱成形工藝設計過程中,采用試錯法已完全不能滿足正常設計需求
,熱沖壓成形FEA可實現的工藝缺陷的預判和進行工藝優化。
因此對冷卻管路水流狀態和模具溫度場進行仿真優化及其重要,并應堅持未完成FEA工作絕不進行模具動刀的工作原則。
作者:王彥博士


























