



塑膠件的結構設計:拔模斜度篇(上) 
由上述可知,由于塑料有向模具型芯收縮的趨勢(即收縮應力大),在粗糙度和拔模斜度一定時,塑膠件內側表面與型芯之間的摩擦力會比塑膠件外側表面與型腔壁之間的摩擦力大,同時,模具的頂出機構通常在后模側,因此,一般情況下,都會把型芯設計在后模,型腔設計在前模,即把塑膠件復雜的一面設計在后模,把相對簡單的一面(外觀面)設計在前模。
8349 6 2
結構攻城獅 ??? 3年前
塑膠件的結構設計:拔模斜度篇(下) 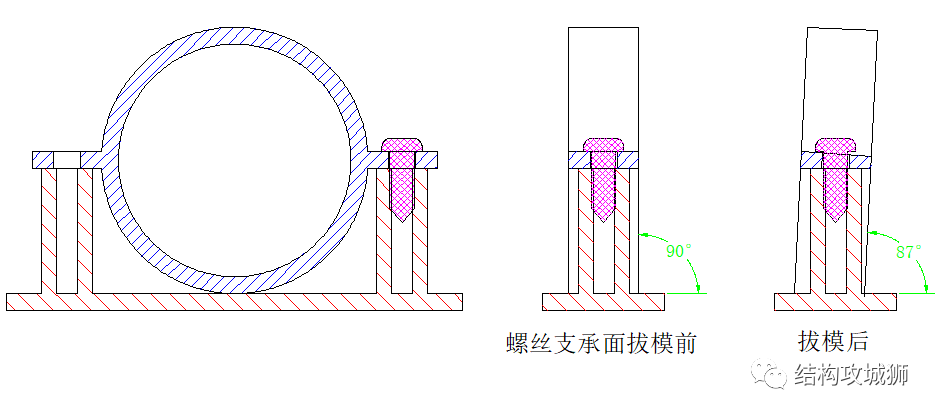
更多有關塑膠件一體成型內容請點擊以下文章鏈接查看:Unibody一體成型工藝(塑膠篇)0度拔模斜度的出模具方式:對于某些直筒型外觀的產品,為了避免拔模后外觀變得難看,常常設計0度拔模斜度,如下圖產品。
5963 5 1
結構攻城獅 ??? 3年前
從發泡射出探討塑膠材料輕量化之流動、發泡特性及結構強度之變化 
塑膠發泡射出成型-熔體流動、發泡特性及結構強度之探討 為了能進一步清楚掌握塑膠發泡射出成型之熔體流動性、發泡特性以及結構強度之變化,本文章分享一種氮氣與熔融塑膠混合的機制之新穎設計(研究團隊與廠商共同合作)(圖1),與常見的發泡工藝不同,是將傳統的氣體輔助設備與塑膠射出成型機的射出料管機構相結合的新穎設計,螺桿本體結構為中空設計,并將透氣鋼嵌入射出螺桿頭尖端的頸部用以輸出氣體,氣體輔助設備用作氣體供應源
2704 8
ACMT協會 ??? 2年前
塑膠模具「雙色模」前模頂出設計方案以及注意事項 
2,硬膠成型后前模追加頂針,確保開合模頂針板能順暢開合的機構可靠性。3,硬膠避空位與封膠位的間隙合理設計。4,模具注嘴位置要與注塑機炮筒位置一致性。5,模具上的頂針板孔位與樣式要與注塑機進行匹配。6,硬膠熱流道轉分流道時,在模具旋轉180度時,需要做避空處理。7,第二色軟膠TPE側進膠口需要開設在前模側,如果開在后模側的話會造成第一色硬膠漏膠。
3637
UG模具設計材料 ??? 3年前
【專業知識】一張圖讓你看清注塑模具的結構組成! 
好的經驗,可以處理設計、加工當中出現的問題,對待設變也比較有把握。 三、注射機的結構組成: 一臺通用型注射機主要包括注射裝置、合模裝置、液壓傳動系統和電氣控制系統。注射裝置主要作用是將塑料均勻地塑化,并以足夠的壓力和速度將一定量的熔料注入到模具的型腔中。注射裝置主要由(螺桿、料筒和噴嘴組成的)塑化部件以及料斗、傳動裝置、計量裝置、注射和移動油缸等組成。
2970
機械工程師 ??? 4年前
塑膠模具「雙色模設計」共用一個模架2個炮筒產生90度樣式 
如圖所示,還在采用后模旋轉樣式。如圖所示:雙色模定模側平面圖。如圖所示:動模側平面圖樣式。如圖所示:當第一色旋轉180度時,進行第二色成型時,第一色產品進膠點需要設計避空。
2879
UG模具設計材料 ??? 3年前
【塑料界黑科技】LCP塑料:高耐溫、高剛性,一次了解這種神奇材料! 
若成品設計沒有頂出痕考量,則可在較高溫度下就進行頂出動作。在加工建議的模溫范圍都具有非常低的殘留內部應力,所以可設定較低模溫。成品厚度變化時,冷卻時間變化約為厚度變化的平方倍。
8290 4 1
ACMT協會 ??? 2年前
塑膠件的結構設計:分型面(線)篇 
如下圖中間的階梯孔要求有較高的同軸度要求,原始設計的分型面,階梯孔分別由前后模的兩個型芯成型,前后模合模后,兩型芯的同軸度精度不容易保證;優化后的分型面,階梯孔用一個型芯成型,精度的加工容易保證。同理,對于外圓同軸度有精度要求的塑件,也應把有同軸度要求的部分放置在模具的同一側,比如下圖的塑膠聯齒。
11169 1
結構攻城獅 ??? 3年前
塑料件加工發脆,怎么辦? 
減少使用回收料,增加原生料的比例;選用高強度的塑膠,模具設計,加大主流道、分流道和澆口的尺寸,過小的主流道、分流道或澆口容易導致過多的剪切熱,從而導致聚合物的分解;注塑機--選擇設計良好的螺桿,使塑化時溫度分配更加均勻。如果材料溫度不均,在局部容易積聚過多熱量,導致材料的降解。
2095
模具論壇 ??? 4年前
塑膠材料的收縮與翹曲(一) 
圖1:塑膠材料的收縮與翹曲材料種類對產品收縮的影響非結晶性塑料具有較低的收縮量值,所以非結晶性塑 膠相較于結晶性塑料會有較佳的均方向性。
2838 2
型創科技2023 ??? 3年前
模具傳感器:讓加工更加精準! 
這些數據將作為模具的一部分而交付給模塑商。如此一來,模具制造商提供給模塑商的就不僅僅是一套模具,而是模具和適合此模具的工藝參數復合在一起的一種解決方案。這種方案與單純提供模具相比,其內在價值得到提升。不但使試模成本大大降低,而且也縮短了試模的時間。
2553 3 2
ACMT協會 ??? 2年前
塑膠成型產業產銷模型與產能提升方案 
,現場換模試模都要花上數小時以上的時間,整體而論,訂單達交率、庫存周轉率及提升有效產能是塑膠業的三大重要關鍵,也是非常艱巨的挑戰。
2208
Im智能注塑 ??? 4年前
塑膠模具與壓鑄模具在設計中的8大區別以及注意事項 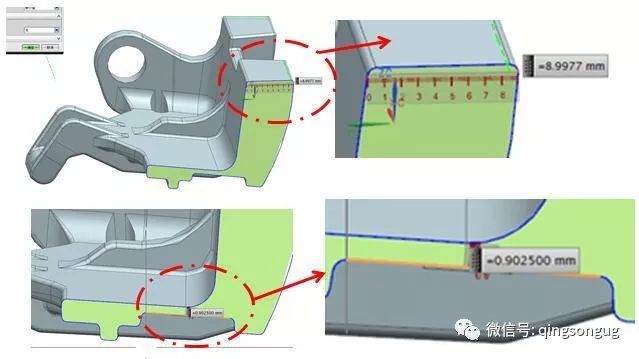
三、排氣的設計區域1.為了確保產品的質密度以及強度,排氣盡量多。2.排氣樣式,基本上是渣包的樣式。3.排氣的厚度與塑膠模相反,壓注模排氣厚度由厚變薄。四、水路的設計區域1.水路防水圈需要用耐高溫有O型圈。2.水路水嘴不需要沉入模架內,方面生產拆裝。五、模架的設計區域1.A/B板模架需要使用P20材質。
3935 2
張偉一 ??? 2年前
注塑人要收藏的注塑生產不良缺陷原因
4、熔接痕(紋)①模具方面:A、澆口數量太多,即進膠點多,進膠口截面積過小;B、模具無冷料穴或冷料穴位置不正確;C、模具冷卻系統設計不合理,熔體在模中冷卻太快且不均勻。②原料方面:A、脫模劑用量太多,或使用不符合的脫模劑;B、熔體的流動性差,在成型時易產生熔接痕;C、原料中含水份較多或揮發物含量過高。
3274
Im智能注塑 ??? 3年前
塑膠產品外觀白痕解決方向 
圖6.一段射速及澆口降速的模流分析結果從模具設計上,需要避免過長的冷流道設計,盡量使冷流道的厚度能夠平穩過渡,側澆口可通過改成扇形澆口,通過增加澆口橫截面積來進行減速。從產品設計上,需要盡量避免產品厚度差異過大,厚薄交接處需要做過渡處理。以上就是塑膠產品外觀白痕的解析以及解決方向。點擊看更多
4026 2
型創科技2023 ??? 2年前
橡塑膠產業必看! 
變模溫加熱設備機構構型樣態本文聚焦于橡塑膠射出成型機之加熱應用,探討加熱結構特性分析。在有規格限制的主機與構型匹配下,設計加熱結構樣式,達到加熱效率最佳的規格目標。以100~200噸射出成型機可使用的規格與結構設計為例,為了獲得良好的溫度分布,分別考量如下設計:「面積增大型」,將加熱區域劃分為疊片狀,使加熱結構內的水接觸到的加熱面積提升。
2771 7 4
ACMT協會 ??? 2年前
汽車內飾主流的六大制造工藝 
成型工藝 圖 膜內轉印的制作工藝流程 是指將事先設計有不同花紋的膜片在合模前吸附到注塑模具的型腔表面,再將熔融狀態的塑膠(一般為PC ABS)注射到模具內,從而使膜片與塑膠融合為一體。 3.
3590 1
汽車零部件模具與注塑 ??? 4年前
如何利用CAE檢測產品外觀問題 
假如你是產品設計人員,當你被告知你的產品有外觀缺陷,你可能會懷疑是不是模具設計沒做好或成型參數沒調好導致的;假如你是模具設計人員,你可能會認為產品設計不合理,試模參數不對導致的;假如你是試模人員,你調半天沒調好,你可能認為就是模具設計、產品設計的問題。每個崗位上的工程師都有自己的技術理論,最終的結果就是導向T1、T2、T3……。
2355
ACMT協會 ??? 2年前
塑膠件的結構設計:倒角篇 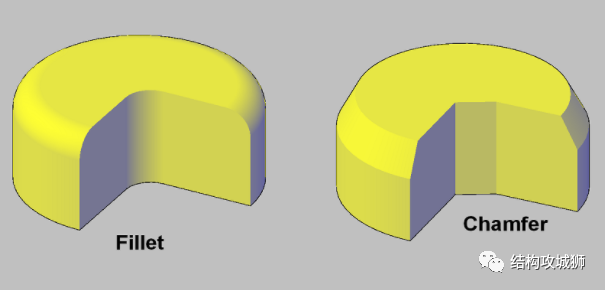
2、圓角的設計應考慮方便模具加工分型線的圓角會使模具配置復雜化,在分型線圓角需要將型腔通過分型線轉移到模具的另一半,從而增加模具的加工成本,同時此處在外觀上會形成夾線,影響塑膠件外觀,因此,如非必要,應取消分型線處的圓角。下圖中,原始設計的分型面在小圓角處,帶小圓角的分型面不方便加工以及后續省模困難,優化后設計,應把分型面圓角去除。
9777 3
結構攻城獅 ??? 3年前
CAE模流分析101招 -第28招、塑膠制品開發流程模流分析切入最佳時機篇~【智能制造篇】 
圖2:CAE運作流程圖2:CAE運作流程,一般在設計時間即可以使用CAE 來驗證設計的重點就是協同設計以決定合適的肉厚跟機 構特征;再來就是模具開發的重點討論因為跟加工成本 有相關所以這部分必須考慮如何加工并且確認所采用的 加工方式,這部分可以進行幾組分析與比較例如冷流道 與熱流道或者二板模與三板模對于廢料、壓力、鎖模力 等等不同的加工選擇,那些對于射出塑件的差異會有哪 些的影響。
2288 1
型創科技2023 ??? 2年前
20條/頁 
 12
12 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
