



塑膠模具「雙色模」前模頂出設計方案以及注意事項 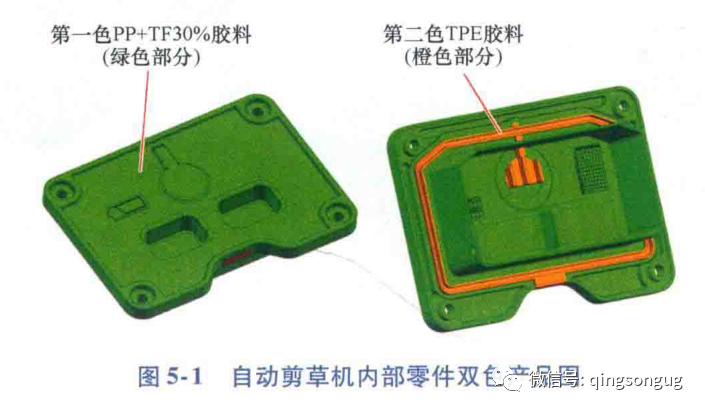
如圖所示:后模螺絲孔沉頭孔位做司筒頂出。如圖所示:后模頂出樣式。如圖所示:前后模頂出樣式。如圖所示:產品結構整體樣式。如圖所示:產品第一色與第二色進膠點位置如圖所示:生產完成后第一色后,產品必須留在后模,然后進行180度旋轉后,再生產軟膠。如圖所示:產品前模頂針板,扣機拉鉤的樣式。
3638
UG模具設計材料 ??? 3年前
經典三次頂出模具結構解析 
:3 最后用頂針將產品頂出模外,如下圖所示:4 此結構動作原理,在兩組扣機的作用下,六塊頂針板一起往上頂出,完成第一次頂出,頂針板繼續往上頂出,第一組頂針板脫扣,不在運動,完成第二次頂出,最后頂針頂出產品,如下圖所示:
2273
UG模具設計材料 ??? 3年前
模具設計:模仁優化,頂出系統分析,模具加工圖講解! 

模具設計:模仁優化,頂出系統分析,模具加工圖講解!本視頻全部根據工廠實戰經驗錄制,貼近工作實際,學習咨詢,草圖,軟件,工程圖或者你想要多系統學習資料可以加老師VX:KKLS1206免費領取
1598
騎豬的豬販子 ??? 5年前
模具設計:罕見的氣閥式頂出機構,原理了解下~ 
模具設計:罕見的氣閥式頂出機構,原理了解下~
162
騎豬的豬販子 ??? 4年前
UG NX 模具教程--斜頂--新手教程,案例講解最詳細的斜頂設計 
使用時參照“斜頂標準件3D,適用此形式的斜頂寬度范圍:寬度≤3。4.斜頂座式斜頂座式為斜頂行程較大的斜頂使用形式。使用時參照“斜頂標準件3D適用此形式的斜頂行程范圍:行程≤5。5.1°斜頂 1°斜頂專門應用到深骨位的頂出四.斜頂分型斜頂分型線必須按照客戶確認的走線,即DFM報告,如有問題可按“模具結構更改流程"提出。
3013
張偉一 ??? 3年前
塑膠模具設計之汽車模具斜頂設計方法 
今天給大家分享汽車模具中常見的兩種斜頂設計方法,希望能給大家一點啟發:1 設計這類型斜頂要注意:由于我們的斜頂出模角度為12度,斜頂此面角度比頂出角度大2度,如下圖所示:2 設計這時要注意設計基準,方便加工定位,碰數 如下圖所示:3 斜頂固定方法:采用直頂桿穿銷釘固定 如下圖所示:4 斜頂桿固定方法:采用MISUMI標準件固定5 整體的結構圖,如下圖所示
2847 2 1
UG模具設計材料 ??? 3年前
UG模具設計 最牛逼的轉動出產品扣位 你肯定沒見過 
頂出時,桿1先頂.桿2不動,那么頂到一定的距離后,旋轉鑲件的轉動如圖我們平時常用的那些模具機構有時候并不能幫我們解決所有的產品,有一些產品的模具結構是需要開發我們的立體想象空間去解決的,一個優秀杰出的模具設計師必定是腦洞大開,敢于用自己的思維去打破常規!
2232
UG模具設計材料 ??? 4年前
摩托羅拉手機后殼注射模具設計+3d 
手機外殼模具屬于高要求的精密模具。一般多采用1出1的型腔設計。個別情況下也有做1出2的型腔排位,但對模具制造提出了更高的要求。本套模具采用1出1,模胚為DCI2535,在模胚的四邊分別設計一個零度定位塊,保證模具精確合模。手機外殼模具的高精度主要體現在以下幾方面:1)材料選擇,手機外殼材料一般為PC+ABS,俗稱塑料合金,既有ABS優良的注塑性能合流動性,又有PC料的強度和硬度。
2178
模具論壇 ??? 4年前
日本精致模具設計:排氣頂針模具技術案例 
可排氣的頂針銷制品頂出是注射成型過程中最后一個環節,當制品在模具中固化后,需要一套有效的方式將其從模具中頂出, 頂出品質的好壞將決定制品的品質,因此,制品的頂出不可忽視的,且在頂出中不能使制品產生變形、頂白、破裂等損壞制品的現象。
3475 1
ACMT協會 ??? 2年前
【專業知識】一張圖讓你看清注塑模具的結構組成! 
排氣口的開設位置切勿對著操作人員,以防熔料意外噴出傷人。此外,也可利用頂出桿與頂出孔的配合間隙,頂塊和脫模板與型芯的配合間隙等來排氣。 5.導向系統: 是為了確保動模和定模在合模時能準確對中而設立,在模具中必須設置導向部件。在注塑模中通常采用四組導柱與導套來組成導向部件,有時還需在動模和定模上分別設置互相吻合的內、外錐面來輔助定位。
2970
機械工程師 ??? 4年前
射出模具數字化設計與智能制造技術分析 
主要設計流程為,激活系統中的頂出功能,加載出推塊零件,并按照相關步驟完成操作,得出最后的結果,此外,再結合標準件庫進行手表彈簧、拉桿的添加。 射出模具智能制造 大數據分析及智能產線測試 射出模具數字化技術和智慧生產技術中的大數據分析與調試,一般是指企業通過大數據分析,完成對生產的智慧調節。
3934 2 1
ACMT協會 ??? 2年前
廣東模具術語深圳方言模具術語
0.01mm=1絲=一條(臺灣) ,不要誤導人家啊, 1u=0.001MM 吃前模: 開模時,產品留在前模 頂白: 頂出時所需脫模力較大,頂針不夠力,使產品局部被頂壞,從產品正面看,有明顯的白色或者膠位高出,又叫頂高 水口烘印: 潛水時入水點在制品外觀面上留下的痕跡咬花=蝕紋噴沙 ; 逃料=偷料 ; 多肉=多料機械類工具類
2279
汽車零部件模具與注塑 ??? 4年前
UG NX注塑模具設計教程之2D排位實例講解 
頂出計算、彈簧和撐頭設計原則上頂出高度是產品在后模成型膠位高加5-10mm,但在設計潛伏式進時需把進膠處水口位置計算在內。如產品上有倒扣做斜頂時需先按斜頂最大15度以內計算(倒扣位比較深),如還滿足不了斜頂脫模時就加大頂出高度。確定頂出高度后設計限位柱高度,限位柱盡量設計在OK孔上方。
9197
張偉一 ??? 3年前
UG NX畫模具結構設計要點大全,值得收藏! 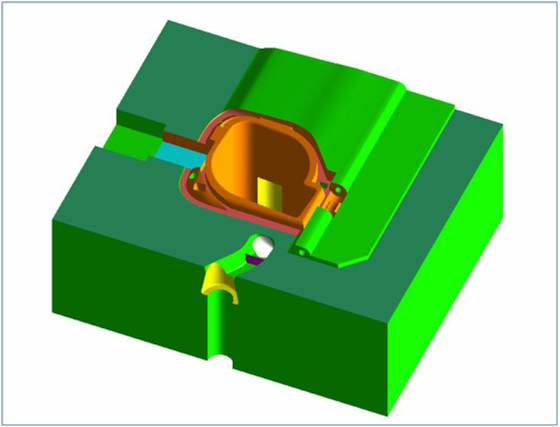
89.對于象9029、0031 等采用潛伏式澆口的模具,進膠口的直端部分常采用圓形或扁形,然后,采用圓形或扁形的頂針頂出,但因為頂針小進膠口長,如果進膠口處沒有脫模斜度,部品頂出時常會發生頂出不良或把頂針折斷的現象,因此,該處應開0.5°~1°的脫模斜度,以便頂出。
3819
張偉一 ??? 3年前
游樂場滑梯大型注射模具設計+3d 
熔融塑料流程的計算,推薦讀者參考徐佩弦主編的《塑料注射成型與模具設計指南》(機械工業出版社出版,2014年)一書。由于塑件的使用性能要求,外表面不能存在澆口或其它頂針痕跡。為此,模具設計了倒裝模具結構。由于頂針板巨大,在頂針板兩端設計兩個或4個油缸很難平衡頂出,故在頂針板中間設計了兩個頂出油缸,將每一側的方鐵截成兩端。
2136
模具論壇 ??? 4年前
60歲老設計師總結 230條模具設計經驗,珍貴的資料! 
89.對于象9029、0031 等采用潛伏式澆口的模具,進膠口的直端部分常采用圓形或扁形,然后,采用圓形或扁形的頂針頂出,但因為頂針小進膠口長,如果進膠口處沒有脫模斜度,部品頂出時常會發生頂出不良或把頂針折斷的現象,因此,該處應開0.5°~1°的脫模斜度,以便頂出。
3205 1
UG模具設計材料 ??? 3年前
確保模具順利開發的重要步驟:T零量產關鍵因子之DFX 
同時須考慮拆模方式(例如:拆滑塊)或模具結構是否需要做其它相應的變更。 倒鉤處理方式:提出成品倒鉤處理的方式,并與客戶確認是否會影響成品的功能性、裝配或其它方面。如果倒鉤方式對模具結構、后續維護和成本有影響,也需要一并提出。 頂出:選擇頂出方式、頂針形狀和尺寸、頂針位置和數量,同時考慮頂出的平衡性,并與客戶確認是否有不可設置頂出的區域。
2860 3
型創科技2023 ??? 2年前
清潔機器人底殼注射模具設計+3d 
在設計斜導柱時,如果滑塊較高,則斜導柱必須作用在滑塊尾部較低的部位,見模具圖(有1處較高的滑塊),在滑塊斜面設計耐磨板,便于模具飛模和調整。塑件邊緣有整圈的密封件安裝槽,內部有很多骨位,因此,塑件對后模的包緊力很大。模具的頂出系統設計了頂針和直頂兩種頂出元件。在頂針板上設計了行程開關,便于監控頂出系統及時復位。模具的冷卻運水設計比較充足。前模和后模都設計了水塘和直通運水。
2321
模具論壇 ??? 3年前
保險杠內分型模具開合模過程注意事項 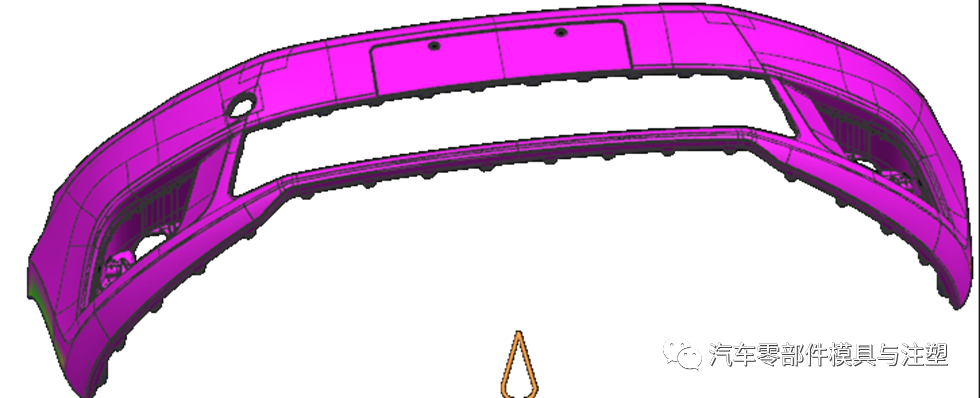
如果此時產品有粘小斜頂的現象,直接用手將產品拔出模具,反之,則繼續頂出到210mm的最終位置如果產品略粘小斜頂,頂出到164mm即完成頂出,取下產品,直接循環到第1步驟。(以防止產品被小斜頂拉回位,導致無法取下產品)文章來源:汽車零部件模具與注塑
2260
芝能汽車 ??? 3年前
注塑模具試模行為規范
在塑料機上機械式頂出桿也必須調在全速開模動作之后作用,以免頂針板或剝離板受力而變形。在作第一模射出前請再查對以下各項:(a) 行程有否過長或不足加料。(b) 壓力是否太高或太低。(c) 充模速度有否太快或太慢。(d) 加工周期是否太長或太短。以防止成品短射、斷裂、變形、毛邊甚至傷及模具。若加工周期太短,頂針將頂穿成品或剝環擠傷成品。
2142
模具論壇 ??? 4年前
20條/頁 
 11
11 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
