一.斜頂的用途
塑膠產品內部扣位的抽芯,同時也起頂出作用。
二.斜頂的- -般標準
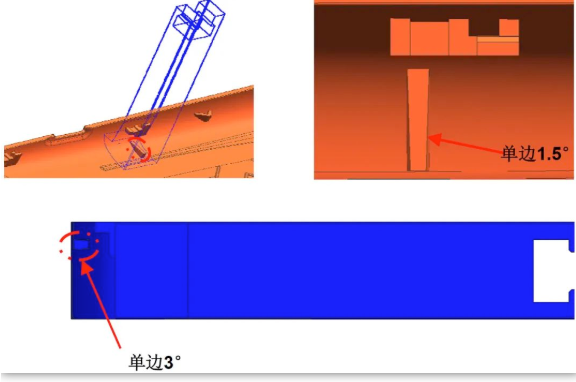
1.常用斜頂角度為1°,:3° -8°
2.一般最小斜頂長寬3X3;
3. 1°斜頂專門應用到深骨位的頂出;
4.斜頂的頂出行程20-30mm;
5.3mm或以下的斜頂底部平動模底面;
6.斜頂材質: 8407熱處理: HRC50-52。
三.斜頂形式
1.斜頂腳全掛式
斜頂腳全掛式為最常用的斜頂形式。使用時參照“斜頂標準件3D”適用此形式的斜頂寬度范圍: 3<寬度≤8。

2. T掛式斜頂
T掛式斜頂為第二選擇的斜頂形式。使用時參照“斜頂標準件3D
適用此形式的斜頂寬度范圍: 8<寬度≤無限。

3.斜頂腳半掛式
斜頂腳半掛式為第三選擇的斜頂形式。使用時參照“斜頂標準件3D,適用此形式的斜頂寬度范圍:寬度≤3。

4.斜頂座式
斜頂座式為斜頂行程較大的斜頂使用形式。使用時參照“斜頂標準件3D適用此形式的斜頂行程范圍:行程≤5。

5.1°斜頂 1°斜頂專門應用到深骨位的頂出

四.斜頂分型
斜頂分型線必須按照客戶確認的走線,即DFM報告,如有問題可按“模具結構更改流程"提出。斜頂一般的分型如下:

五.斜頂倒扣行程計算
斜頂行程=倒扣距離t縮水量+安全值(0.5~2mm)
六.斜頂設計注意事項
1.骨位盡量不要設計到斜頂上,會影響機械手取出產品;如果避免不了,骨位處要在斜頂水平和垂直移動方向做拔模。
2.避免斜頂一部分和其它零件碰穿,否則回針底部需加彈簧。

3.分割斜頂不能造成附近出現薄鋼

4.斜頂薄鋼
斜頂薄鋼的定義:
1,
a≤2mm
2, a
1 /3b

5.斜頂倒角
斜頂或鑲件的邊緣盡量倒R0.5與孔倒RO.47配合。

六.斜頂分割線

七.電池蓋模具的斜頂
電池蓋模具使用的斜頂需做平位加強,其他模具不用。


文章來源:UG一NX教程


























