



基于自動化生產的卡車縱梁落料沖孔模設計 
由于重載汽車縱梁料厚板重,傳統手動落料生產模式不僅生產效率低,而且人工搬料存在一定的安全隱患,無法滿足增產需要。因此,創新設計,實現縱梁落料自動化是目前的發展方向。
2127
金屬加工前沿 ??? 3年前
基于有限元分析改善落料沖孔模具上墊板零件的應力與應變 
摘 要:設計某墊片類零件落料沖孔模,計算沖裁力,根據落料沖孔模具結構分析模具上墊板零件受力情況,利用NX NASTRAN有限元分析軟件對零件受力情況進行模擬。分析和試沖結果表明,零件受力情況與有限元分析結果一致,零件原結構不能滿足模具工作需求,更改零件結構后應力和應變情況得到了明顯改善,能滿足模具的使用要求。
4146
Whitney ??? 2年前
五金沖壓件廠導柱式落料模的組成 
今天就來介紹下落料工序使用的落料模的基本結構組成。 導柱式落料模是常用的一種落料模,其基本結構組件包括: 下模座、導柱、螺釘、凹模、導料板、導套、、上模座、固定板、銷釘、模柄、凸模、墊板、卸料螺釘、橡膠、卸料板、擋料銷、承料板。
2234
東一金屬 ??? 2年前
汽車用熱成型鋼板的加工工藝 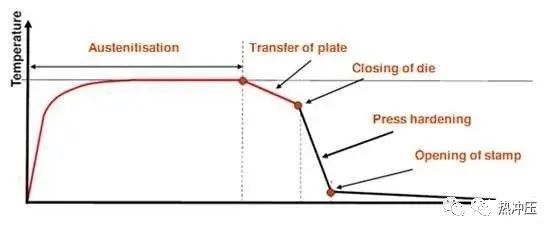
落料片的生產 落料片是在開卷落料線上生產出來特定輪廓的料片,然后將落料片運送至熱成型線,由機器人通過真空吸盤將落料片送至打碼機打碼之后,放至輸送線上傳送至加熱爐。 2.
4657
金屬加工前沿 ??? 2年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設計 
凹模的設計凹模設計的要點是避免沖裁廢料積留在凹模孔內.其要點的問題癥結在于,所需的落料力之大,同時相抵觸的沖壓力之多.作為對策,應盡可能縮短刃口長度(A).如果可能的話,應以逐一單片落料為設計理念.原則上,落料孔(d寸)相對于P寸,應謹防尺寸懸殊。同時,若縮小d寸,凹模長度(L)亦應相應縮短.防堵塞對策.配合間隙要大于常規間隙,以降低沖壓加工力.
1958
UG編程模具設計實戰 ??? 4年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設計 
凹模的設計凹模設計的要點是避免沖裁廢料積留在凹模孔內.其要點的問題癥結在于,所需的落料力之大,同時相抵觸的沖壓力之多.作為對策,應盡可能縮短刃口長度(A).如果可能的話,應以逐一單片落料為設計理念.原則上,落料孔(d寸)相對于P寸,應謹防尺寸懸殊。同時,若縮小d寸,凹模長度(L)亦應相應縮短.防堵塞對策.配合間隙要大于常規間隙,以降低沖壓加工力.
2060
模具設計UG編程教學 ??? 4年前
汽車沖壓生產車間工藝概述 
分離工序分:落料、沖孔、切角、修邊等。落料:使材料沿封閉曲線相互分離,封閉曲線以內的部分作為沖裁件時,稱為落料。沖孔:使材料沿封閉曲線相互分離,封閉曲線以外的部分作為沖裁件時,稱為沖孔。四、各工序名稱及其代號沖壓車間生產的零件中,有一部分屬于覆蓋件,如:發動機罩外板、頂蓋、車門等。五、對覆蓋件的要求1.
2805 1
金屬加工前沿 ??? 3年前
DYNAFORM 6.1 坯料及修邊線優化計算 

直播大綱:一、關于eta/Dynaform1.ETA公司簡介2.Dynaform發展歷程3.Dynaform應?領域4.Dynaform仿真流程二、?eta/Dynaform6.11.Dynaform6.1落料線優化A:簡單成形件精確落料線B:落料線優化案例展?2.Dynaform6.1修邊線優化A:整體優化B:局部優化C:對稱優化3.
1025
ETA_China ??? 5年前
模具工藝編排在提升材料利用率方面的運用 
⑵方案2,落料片+模具拉延+廢料再利用。如圖3所示,根據方案1的結論,并對規格為640mm×1100mm廢料進行計算,得出廢料重量為8.29kg。隨后在同一車型中尋找與其相同料厚、材質的零件進行分析,并加以應用。通過查找、篩選、CAE分析,確定零件A和零件B可用;零件A和零件B重量均為1.21kg,兩件合計2.42kg。
2489
FMMM ??? 3年前
高速精密沖壓連續模不會怎么辦!讓我來教你 
落料沖裁加工時,在凹模上取剪切角;沖孔加工時,在凸模上取剪切角。②:H尺寸時,經常取板厚程度以上的剪切角。順便說一下,將剪切角的H尺寸取為板厚左右時,可減輕約30%左右的加工力。 學無止境,沒有最好,只有更好。
1886
模具設計UG編程教學 ??? 4年前
模具鋼Cr12MoV刃口現場補焊工藝 
落料模Cr12MoV鑲塊的質量技術要求落料模在生產過程中一直處于高頻率的沖裁狀態,其承載載荷的變化是十分復雜的,尤其是剪邊鑲塊刃口,工作時承受高的沖擊載荷,且每個工作周期都是短時間受載,無載荷時間長,受到很大的擠壓力、摩擦力和瞬間沖擊力,工作條件極端惡劣。因此,剪邊鑲塊采用Cr12MoV高鉻模具鋼制造,其化學成分見表2。
3000
化工設備人 ??? 4年前
激光焊接在熱成形門環中的應用
門環的成本包括:板料費、加工費、工裝費分攤、包裝物流費和管理利潤等,而板料費又細分為:材料費、落料費、激光焊接費(包含去除鍍層)、工裝費分攤、包裝物流費和管理利潤等。
4839 3
金屬加工前沿 ??? 3年前
金言 | 我對鍛壓行業高質量發展的認識-鍛壓行業的重要性 
包括剪切、落料、修邊、沖裁、沖孔和切口等。 成形工序:毛坯或零件改變形狀的工序,包括拉深、彎曲、脹形、縮口、刻印、起伏成形、翻邊、局部擠壓、熨薄和整形等。 復合工序:該類工序包含沖(孔)裁、落料和成形等兩種以上工序,主要是通過復合模或連續(級進)模來實現。
4597 5
數控編程網 ??? 3年前
震驚!五金沖壓模具沖裁間隙與公差,對照 
+1 +0.10 下模座 落料孔 +1.5 ±0.01 上表中Z值取值依下表所列: G1,EG,SGCC, SECC、 CRS、SPCC材質 料厚 ≤0.05 0.5<T
3035 1
模具設計UG編程教學 ??? 4年前
五金沖壓加工常見的外觀缺陷 
1.在沖壓件的落料、沖孔、修邊工序,常見的外觀缺陷是:毛刺過大、變形、表面劃傷、漏沖孔等。 2.在沖壓件的拉深工序,常出現的外觀缺陷是:拉裂、起皺、表面拉傷、波浪、鼓包、凹坑、麻點。 3.在沖壓件的翻邊工序,常見的外觀缺限是:翻邊不垂直、翻邊高度不一致、翻邊拉毛等。 五金沖壓件所經過的沖壓工序越多,出現的質量問題越多,沖壓件的成品率相對來講就越低。
2104
東一金屬 ??? 3年前
沖裁加工怎么做到雙面無毛刺?本文給你揭曉! 
下圖3是平壓后的狀態要達到想要的的平壓工序,適合的半量沖裁工序壓入量是必須的,太淺是不能形成虛擬凸模、虛擬凹模的,而且一旦太深的話,平壓前就被沖裁掉了,所以我們要避免材料咬合就要選用負間隙下圖4是分離后的形狀,這時候我們來與圖1進行比對,在加工最終完成尺寸這一塊,沖切過后的外形尺寸和半量沖裁的凸模尺寸是基本一致的,但是跟普通的落料沖裁還是有區別的此外,我們要在負間隙沖裁的刀口下模中設計脫料塊
2637
模具社 ??? 3年前
【專業知識】最全的沖壓工藝與產品設計知識大匯總 
2、沖裁模具簡介1)沖孔、落料模2)去毛刺模具3)側面沖孔模具04彎曲產品形態與成型過程介紹1、彎曲產品的形態折彎成型機理:金屬材料受到的應力大于彈性極限(屈服強度)而 又小于斷裂極限(抗拉強度),造成板料在彎曲變形區內的曲率發生變化,形成折彎。
3102 1
機械工程師 ??? 3年前
一塊鋼板沖出這么多孔,卻還平整如初,怎么做到的? 
精沖工作過程: a) 模具開啟,送入材料; b) 模具閉合,在刃口(沖裁線)內外的材料利用齒圈力和反壓力壓緊; c) 用沖裁力PS沖裁材料,壓邊力PR和PG全過程有效壓緊; d) 滑塊行程結束,沖件在凹模內,內孔廢料沖入落料凸模中; e) 壓邊力PR和反壓力PG卸除,模具開啟; f) 在施加齒圈力的位置,此時作用為:頂出內孔廢料和卸除沖壓搭邊的卸料力PRA;
1963
UG編程模具設計實戰 ??? 4年前
五金沖壓模具間隙實際選用情況說明 
在相同沖壓生產條件下,非圓形沖壓件比圓形沖壓件所選擇的模具間隙要大,沖孔比落料間隙大。 沖壓模具的凹模為直壁凹模時比錐口凹模時的間隙大。 沖壓方法為高速沖壓加工時,模具容易發熱,此種情況下模具的間隙應增大。 沖裁熱軋硅鋼板比冷軋鋼板的間隙要大。 用電火花加工的凹模,其間隙比用磨削加工的蔞模要小。
2351
東一金屬 ??? 2年前
生產制造 | VISI高效實現沖壓連續模具沖頭設計 
>>>>拉伸沖頭如下圖所示,將沖頭拉伸至沖頭固定板上,并在沖頭穿過的板和落料的板都生成了有間隙的通孔。>>>>設計沖頭根部根部的尺寸支持參數化的調節以滿足客戶多樣化的需求。>>>>設計沖頭桿部桿部設計可以加壯沖頭,VISI軟件提供了矩形和圓形兩種類型,并且支持參數化的修改。
2829 2 1
海克斯康設計與仿真 ??? 11月前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
