



6大典型注塑缺陷分析與實操技巧 
產生原因: ① 流動阻力過大,造成熔體無法繼續流動。
2486
汽車零部件模具與注塑 ??? 4年前
經驗分享 | 6大典型注塑缺陷分析與實操技巧 
產生原因: ① 流動阻力過大,造成熔體無法繼續流動。
2757
汽車零部件模具與注塑 ??? 4年前
免噴涂材料注塑成型兩大工藝難點解析 
要想免噴涂打出來的效果好,高光模具的配合在所難免;另外,產品結構也非常重要,目前市場上的免噴涂技術還不適合打復雜的產品結構,容易出現夾線、流痕等注塑工藝;相對而言,材料是三者中較為容易實現的。因此,在實際生產中需要合理的模具設計和注塑工藝配合,才能制備出完美的制件。
2493 1
高分 ??? 4年前
讓注塑產品“光鮮亮麗”的高光注塑技術是什么? 
③根據情況選用較小的射膠量:如生產平板電視機、液晶顯示屏外框等產品時,不需要較大射膠量,在選擇注塑機時盡量選擇小射膠量的注塑機。制品實際重量在注塑 機理論射膠量的30%~80%之間最佳。如機器射膠量過大,膠料在料筒內停留時間長容 易分別分解,制品表面會產生銀絲等缺陷。④配備專用螺桿生產高光制品所用到的塑料硬度較高,其熔融指數相對較低,因此要求螺桿塑化要好。
2733
Im智能注塑 ??? 3年前
注塑模調機工藝.
厚的注塑件冷卻時間長,會產生較大的收縮,因此厚度大是凹痕產生的根本原因,設計時應加以注意,要盡量避免厚壁部件,若無法避免厚壁不見,應設計成空心的,厚的部件就平滑過度到公稱壁厚,用大的圓弧代替尖角,可以消除或者最大限度地減輕尖角附近產生的凹痕。
2275 1
模具論壇 ??? 4年前
長玻纖增強PP注塑工藝講解 
但是,目前尚無可靠的方法避免纖維在施加機械應力時斷裂,無法避免由此引起纖維在配混和注塑過程中縮短。含纖維的熔體注入模具時,會對纖維造成最大的損壞。然而,合理的設計可降低纖維縮短的幅度。同時,熔融過程也會大幅度影響纖維的長度。就此而言,注塑機和注塑配混機(IMC)具有極大的差別。 采用注塑機加工時,最初纖維長度受粒料的尺寸(一般為10毫米~25毫米)限制。長玻纖廠商提供護套粒料和拉擠粒料。
2530
鑄造工程師 ??? 3年前
注塑調的不僅是機器,更是材料!塑料性能參數對注塑成型工藝的影響 
例如,對于一些結構件或承載件,如選用低MFR的PC或ABS,工藝上就必須采用較高的注塑壓力和充足的保壓來驅動熔體并補償收縮。MFR數據直接指導著注塑機的螺桿選擇。高MFR材料應搭配壓縮比較小的螺桿,以防止過度的剪切熱導致降解;而低MFR材料則需要壓縮比較大、剪切作用較強的螺桿,以確保塑化均勻。
2715 1 1
國高材高分子材料產業創新中心 ??? 8月前
如何優化注塑工藝,提高PC/ABS電鍍性能? 
注塑壓力過大,將導致產品內部分子的過分擠壓,產生較高的產品內應力,進而導致產品粗化不均及電鍍結合力較差; 適當提高注塑速度,可以使澆口位置的剪切加大,導致流體溫度的提高,進而會提高整個材料的流動性,有利于產品的充填,降低產品的內應力;但剪切太大會導致材料的裂解,產生氣痕,起皮,毛邊等問題。
2117
Im智能注塑 ??? 3年前
注塑成型過程中如何防止塑料熔體破裂? 
三、塑膠裂紋的改善方法 注塑成型方面:《注塑加工》(1)注塑壓力過大、射膠速度過快、螺桿儲料過多、保壓時間過長,都會造成內應力過大而塑料產品開裂。(2)控制開模速度與壓力防止快速強拉塑料產品造成開模拉傷。(3)適當調高模具溫度,使塑料產品易于脫模,適當調低料溫防止產品成型過慢。
2979
Im智能注塑 ??? 4年前
疫情肆虐,對于注塑行業中的你我來說,如何化危為機 
自去年的貿易戰開始,我們注塑機外貿就處于業務萎縮狀態,銷量對比往年下降明顯,各大注塑機廠家都紛紛轉向國內銷售方向;而當今年疫情開始肆虐,各大塑料制品廠家紛紛響應國家政策延長停工時間,國內業務也受到影響。
2294
Im智能注塑 ??? 4年前
平面注塑件變形問題的解決技巧 
平面注塑件面積大,收縮量也就很大。由于大型注塑件的分子定向排列極為嚴重,加上模具冷卻也不均勻,使得注塑件各方向的收縮率出現不一致,致使單薄的大平面注塑件很易發生變形和扭曲的現象。有時大平面注塑件的某一面設計有支承骨,這時的注塑件一定還會朝著有骨的一面彎曲。
2492
高分 ??? 4年前
LS-DYNA人工智能多尺度計算技術及其在注塑成型復合材料領域的應用 
使用基于機器學習的多尺度求解器,對筆記本蓋板開展跌落測試仿真,這種新的仿真工作流程能捕獲制造流程對結構性能的影響,因此它對想優化注塑成型設計的工程師有很大幫助,比如修改注塑成型的澆口位置溫度或壓力。在優化材料選擇方面,由于這是一種多尺度方法,可以為復合材料的基體選擇不同的材料,例如在虛擬數值分析中選擇不同的熱塑性塑料,不同的纖維如玻璃纖維或碳纖維。
5237 7 1
Ansys中國 ??? 2年前
分析比較:3D打印與傳統CNC、注塑和金屬注射成型之間的工藝差異 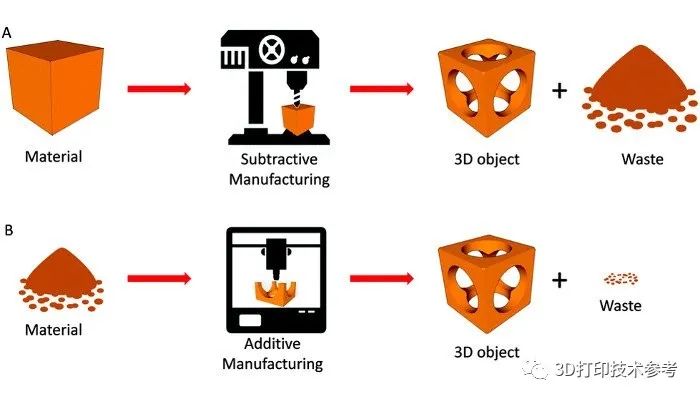
那么,3D打印技術與注塑成型又有什么區別呢? 生產模式 注塑成型工藝只要有注塑模具,就可以低成本、大規模地生產標準化產品,因此,對于傳統大批量、大規模制造來說,目前注塑成型仍然是最佳選擇。
3214
南極熊3D打印 ??? 3年前
汽車內飾件軟皮注塑包覆工藝研究
最終的研究結果表明,試驗結果的影響因素中,按照影響程度,從大到小順序進行排序,保壓時間影響最大,其后依次為保壓壓力、熔體溫度、V/P 切換,最后是注射時間。
3107
Im智能注塑 ??? 3年前
注塑機遠程運維監控管理系統 
通過大數據分析,提前預警,有效避免故障發生。
2293
Im智能注塑 ??? 4年前
注塑在疫情防控中發揮了重要作用 
在很大程度上,正刺激著受疫情影響的廣大企業積極自救,智能化工廠將成為一大突破點,也是今后企業發展重要方向。
1933
Im智能注塑 ??? 4年前
射膠速度分段與注塑制品質量的關系
型腔交叉位必須有足夠厚度以避免太大的壓力降,否則就會出現縮水。總之,大多數注塑缺陷可以通過調整注塑速度得到解決,所以調整注塑工藝的技巧就是合理的設置射膠速度及其分段。
2229 1
高分 ??? 4年前
注塑成型工藝對產品性能有何影響? 
注射的壓力主要由塑料的種類,注塑機的類型,模具的溫度,模具結構,塑件的壁厚來決定的,其中澆注系統的尺寸與結構對于注射壓力影響很大。 02 保壓壓力 當熔體充滿型腔后,注射壓力所起的作用為對于模內的熔體進行壓實,此時我們把注射壓力也叫做保壓壓力,在實際生產中,保壓壓力應該等于或小于注射時所用壓力。
3244
Im智能注塑 ??? 3年前
錯誤的注塑模具溫度(注塑技術大神絕對不說的秘密) 
所以注塑模具溫度高的時候塑料成分就更貼近注塑模具表面,填充會更好,亮度和光澤都會更高。但是注塑模具溫度也不能太高,太高容易粘模,還會在塑件局部地方出現明顯的亮斑。而注塑模具溫度太低,也會造成塑件抱模太緊,脫模的時候容易拉傷塑件,特別是塑件表面的花紋。 多段注塑可以解決位置上的問題,比如產品進膠時有氣紋的話可以采取分段注塑的方式。
2643
Im智能注塑 ??? 4年前
6個注塑機故障維修步驟,趕緊實施起來! 
不論是進口還是國產注塑機都具有以下特點: 注塑機固定資產投資大,生產規模大,消耗原料多,勞動生產率高,創產值大。是一種勞動效率較高的生產組織形式。 注塑機由機械、液壓、電器、專用配套件等,按照注塑加工工藝技術的需要,有機地組合在一起,自動化程度高,相互之間關聯緊密;注塑機可3班24h連續運轉。若注塑機的某個元件發生故障,將導致停機。
2600 2
高分 ??? 4年前
20條/頁 
 18
18 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
