



注塑模調(diào)機(jī)工藝.
側(cè)壁凹痕“凹痕”是由于澆口封口后或者缺料注射引起的局部內(nèi)收縮造成的。注塑制品表面產(chǎn)生的凹陷或者微陷是注塑成型過程中的一個(gè)老問題。 凹痕一般是由于塑料制品壁厚增加引起制品收縮率局部增加而產(chǎn)生的,它可能出現(xiàn)在外部尖角附近或者壁厚突變處,如凸起、加強(qiáng)筋或者支座的背后,有時(shí)也會(huì)出現(xiàn)在一些不常見的部位。產(chǎn)生凹痕的根本原因是材料的熱脹冷縮,因?yàn)闊崴苄运芰系臒崤蛎浵禂?shù)相當(dāng)高。
2275 1
模具論壇 ??? 4年前
CAE模流分析101招-第 37招、產(chǎn)品設(shè)計(jì)之厚度篇~【肉厚影響篇】 
產(chǎn)品設(shè)計(jì)時(shí)須注意的重點(diǎn)如下:? 產(chǎn)品厚度設(shè)計(jì)局部增加肉厚(加厚可以改變流動(dòng) 波前)? 產(chǎn)品厚度設(shè)計(jì)局部淘除肉厚(淘料可以改變流動(dòng) 波前)? 纖維配向性(影響變形趨勢與結(jié)合線強(qiáng)度),以 減少翹曲變形? 多模穴的流動(dòng)不一致,造成每穴重量不同,使產(chǎn) 品的尺寸與質(zhì)量出現(xiàn)差異,導(dǎo)致需要稱重并檢驗(yàn) 每個(gè)產(chǎn)品。
2958 2
型創(chuàng)科技2023 ??? 2年前
沖壓模具常見工藝問題解決方法 
,做單工序; (3)將產(chǎn)品分步成型,如將行程90MM的產(chǎn)品分3次30MM或第一次只包30MM,包不到的地方自由成型,后面再加滑塊整型; (4)扭料帶; 產(chǎn)品太高,向上或向下成型影響到時(shí)模具強(qiáng)度、上下行程太高: 通過扭料帶方法
3244 3 1
金屬加工前沿 ??? 3年前
模具設(shè)計(jì)“脫料結(jié)構(gòu)”如何選取?使用范圍揭秘,你學(xué)習(xí)了嗎? 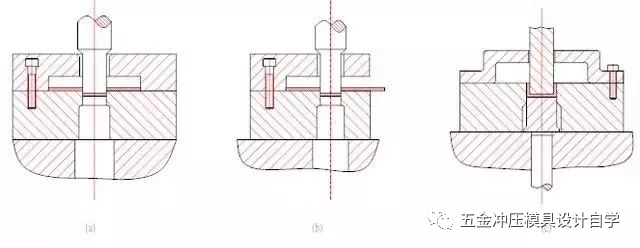
圖(c)為鉤形剛性脫料結(jié)構(gòu)、適用于空心工件在底部沖孔時(shí)的卸料。剛性脫料結(jié)構(gòu)的特點(diǎn)是脫料效果好,使用安全可靠。但因?yàn)槠涔潭ㄓ谙履#圆槐阌^察沖裁情況,操作也是很不方便。另外,沖壓材料是在沒有壓料情況下沖制,沖出的工件會(huì)出現(xiàn)明顯的翹曲現(xiàn)象。特別是薄料、軟料,現(xiàn)象更為明顯。因此,剛性脫料結(jié)構(gòu)基本都是使用于硬料、厚料(t>0.8mm)、工件精度要求不高的情況,而且在連續(xù)沖模中非常常見。
3781
張偉一 ??? 3年前
高性能熱塑性復(fù)合材料在航空發(fā)動(dòng)機(jī)短艙上的應(yīng)用 
與熱固性樹脂基復(fù)合材料相比,熱塑性樹脂基復(fù)合材料具有下列優(yōu)勢: (1)經(jīng)合理優(yōu)化凝聚態(tài)結(jié)構(gòu)的熱塑性基體具有較高的基體韌性,熱塑性樹脂基復(fù)合材料耐疲勞性能好,沖擊損傷阻抗和損傷容限都比熱固性樹脂基復(fù)合材料高。 (2)孔隙率低,吸濕率低,耐環(huán)境性能好。
4943 1
aero-engine ??? 2年前
模具工藝編排在提升材料利用率方面的運(yùn)用 
圖2 方案1需求的毛坯規(guī)格及應(yīng)用結(jié)合上述鋼板的最大外部輪廓尺寸和已知的產(chǎn)品料厚,計(jì)算出此工藝料片消耗的原毛坯重量為25.86kg。根據(jù)產(chǎn)品零件重量6.14kg計(jì)算,此方案的材料利用率為23.74%。假設(shè)1.5mm料厚的HC180Y無間隙原子高強(qiáng)度冷軋鋼每千克為5元,單件消耗材料25.86×5=129.3元。⑵方案2,落料片+模具拉延+廢料再利用。
2490
FMMM ??? 3年前
脈沖袋式除塵器的清灰機(jī)理 
再者粉塵層越厚濾袋阻力越高,形成系統(tǒng)阻力過高,導(dǎo)致除塵系統(tǒng)無法正常運(yùn)行。除塵器自身的壓損主要取決于濾料,而濾料的壓損80%是粉塵層引起的為除塵系統(tǒng)正常、有效運(yùn)行,必須進(jìn)行清灰,減少粉塵層的厚度。這是一個(gè)矛盾體,清灰的目的是既要去除粉塵層降低阻力,又要濾袋表面約0.3~0.5mm厚的粉塵層,除塵效率不會(huì)下降。粉塵在濾料上的附著力是非常強(qiáng),只要合理調(diào)整噴吹系統(tǒng)濾袋清灰之后,粉塵層會(huì)繼續(xù)存在。
2005
A氣旋塔催化燃燒除塵設(shè)備廠家. ??? 3年前
干熄焦預(yù)存室、一次除塵高溫料位檢測裝置的研究與改進(jìn) 
由于此處的高限位開關(guān)是最后一道全保障,平時(shí)基本上不會(huì)觸發(fā) 動(dòng)作狀態(tài),料位計(jì)傳感器常年處于高溫工況下,即便是燒壞的情況下 也不能保證開關(guān)一定發(fā)生動(dòng)作,甚至傳感器與二次表之間通訊中斷, 信號(hào)也不會(huì)發(fā)生變化,所以中控室人員基本上很難發(fā)現(xiàn)。 然而通過添加焦炭來校準(zhǔn)料位開關(guān)又存在一定的操作危險(xiǎn)性,所 以維護(hù)人員很難及時(shí)校驗(yàn)現(xiàn)場高溫限位開關(guān)的好壞。
4255
冶金焦化 ??? 4年前
運(yùn)用CAE 模流分析解決網(wǎng)孔毛邊之模具設(shè)計(jì) 
而在模具設(shè)計(jì)時(shí),網(wǎng)孔區(qū)域應(yīng)特別引起重視,因?yàn)槠淞鲃?dòng)阻力大,壓力損失高,極容易形成充填短射,需要較高的充填壓力;但過高的充填壓力,也容易使其產(chǎn)生毛邊溢料,在模具加工時(shí),此區(qū)域就要做相應(yīng)的預(yù)留,使其能夠配合更緊密。無論是出現(xiàn)短射還是毛邊,模具的維修成本都比較高,所以在設(shè)計(jì)時(shí),澆口位置和流道大小的選擇就相當(dāng)重要。那么,怎樣在多種方案中挑選最佳設(shè)計(jì),使出現(xiàn)上述不良的幾率降至最低呢?
2584 8 4
ACMT協(xié)會(huì) ??? 2年前
ug怎么裝配?UG NX畫圖的具體步驟以及裝配方式說明 ! 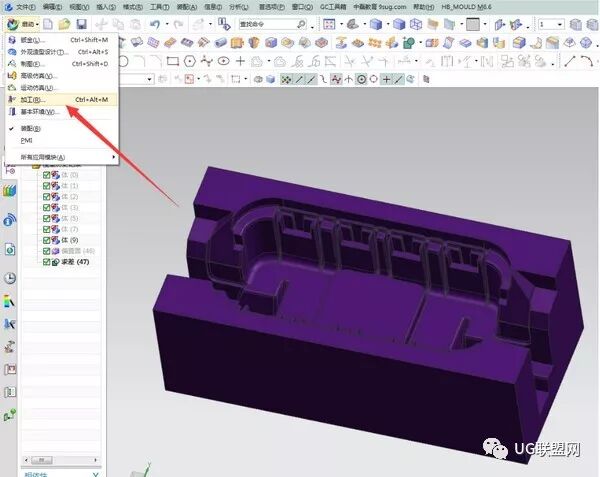
2)卡數(shù)測量產(chǎn)品的基本尺寸(長,寬,高),按照卡的基本尺寸數(shù)據(jù),用草圖的偏置曲線左右對(duì)稱偏置畫好產(chǎn)品的輪廓。3)定產(chǎn)品的出模基準(zhǔn)(產(chǎn)品的出模方向),完成產(chǎn)品的外形后,再加產(chǎn)品的特征花紋上去。(如果是復(fù)雜曲面的外形實(shí)體,復(fù)制一個(gè)外形實(shí)體出來方便后續(xù)掏廖厚)。
2997
張偉一 ??? 3年前
解決射出過程中的氣泡缺陷(下篇) 
這種情況常見于壁厚不均或過于厚重的塑件,其中心部分冷卻較慢,而表面快速冷卻和收縮,導(dǎo)致內(nèi)部形成空洞。 圖1:縮痕真空型氣泡形成原因這種空洞并非由空氣膨脹形成,而是由于產(chǎn)品內(nèi)部收縮造成。此缺陷跟凹痕的成因是相同的,當(dāng)表面固化強(qiáng)度相對(duì)較高,收縮往往出現(xiàn)在厚壁區(qū)域的內(nèi)部。
2999
ACMT協(xié)會(huì) ??? 1年前
注塑加工產(chǎn)品出現(xiàn)黑點(diǎn)、雜質(zhì)的原因及解決辦法! 
料不純、低熔點(diǎn)料中混入高熔點(diǎn)料 包裝、運(yùn)輸、貯藏過程中可能出現(xiàn)雜質(zhì)混入,明顯特征是原料開包后,仔細(xì)觀察,可以看到在顆粒料表面有異物和雜質(zhì) 加料過程中的雜質(zhì)和異物 原料碳化,這種黑點(diǎn)一般體積較大,大的黑點(diǎn)外觀直徑可達(dá)1~2mm,多數(shù)黑點(diǎn)較厚 1.1.1.原料長期積料或局部受高溫,分解,焦化,碳化成塊,在螺桿或噴嘴等處流動(dòng)受剪切破碎后形成 原料碳化原因
3428
Im智能注塑 ??? 3年前
塑料連接器產(chǎn)品翹曲常見原因分析及改善方案 
逃料設(shè)計(jì)的優(yōu)化方法逃料是指在產(chǎn)品中去除多余材料,使產(chǎn)品壁厚均勻,從而在成型過程中實(shí)現(xiàn)材料流動(dòng)平衡,減少應(yīng)力、縮水和翹曲等不良現(xiàn)象。從逃料形狀來看,主要分為三類基本形式。城堡型逃料因其形狀類似城堡而得名,在實(shí)際應(yīng)用中表現(xiàn)出良好的效果。通過采用城堡型逃料設(shè)計(jì),兩只腳的翹曲從0.15mm顯著降低到0.08mm。
2496
國高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 3月前
常用塑料物性和成型工藝、應(yīng)用匯總 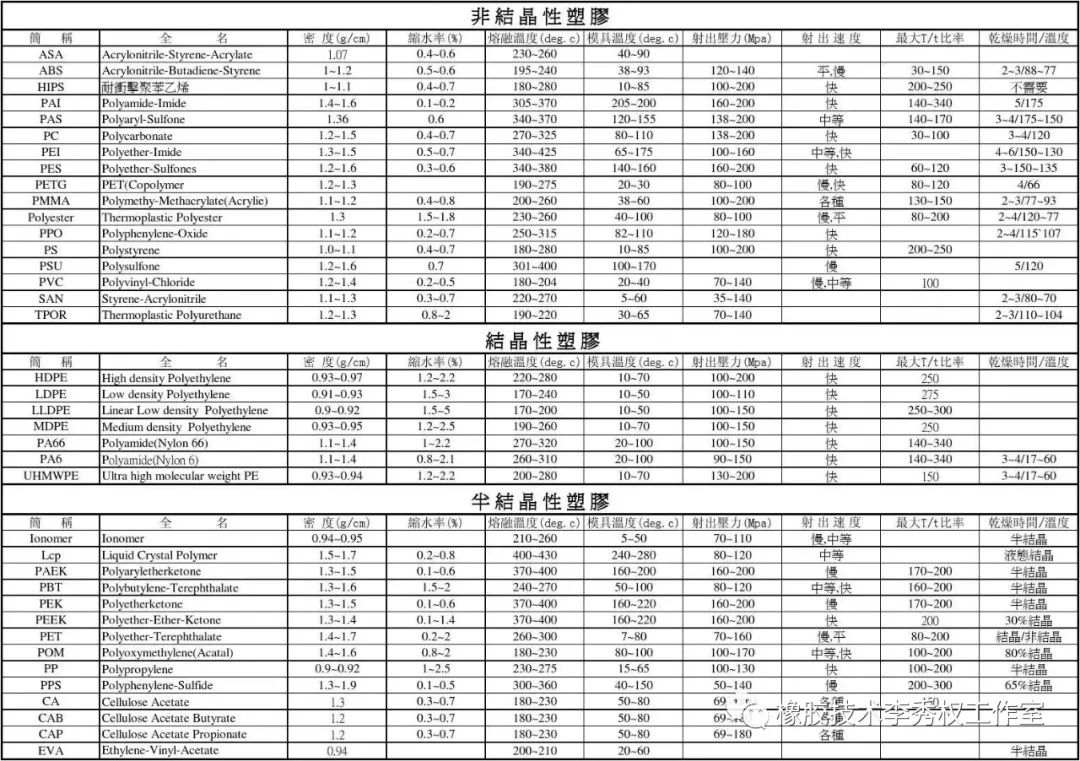
如果制品表面出現(xiàn)了缺陷,那么應(yīng)使用較高溫度下的低速注塑。流道和澆口:對(duì)于冷流道,典型的流道直徑范圍是4~7mm。建議使用通體為圓形的注入口和流道。所有類型的澆口都可以使用。典型的澆口直徑范圍是1~1.5mm,但也可以使用小到0.7mm的澆口。對(duì)于邊緣澆口,最小的澆口深度應(yīng)為壁厚的一半;最小的澆口寬度應(yīng)至少為壁厚的兩倍。PP材料完全可以使用熱流道系統(tǒng)。
4099
高分 ??? 3年前
【塑料界黑科技】LCP塑料:高耐溫、高剛性,一次了解這種神奇材料! 
LCP 塑料的產(chǎn)品應(yīng)用考量大都是看上了LCP 高性能工程塑料具有出色的薄肉厚高流動(dòng)性、流動(dòng)性極佳又不產(chǎn)生毛邊、低熱膨脹系數(shù)(CTE)、低吸濕性、高度尺寸穩(wěn)定性、高強(qiáng)度和高剛度,以及較短的成型循環(huán)時(shí)間。
8300 4 1
ACMT協(xié)會(huì) ??? 2年前
精度較高的五金沖壓件所用復(fù)合模正倒裝的比較 
3、生產(chǎn)操作: 倒裝復(fù)合模廢料自漏料孔中排出,有利于清理模具工作面,生產(chǎn)操作安全; 正裝復(fù)合模廢料自上而下?lián)袈洌凸ぜ黄饏R集于模具工作面上,對(duì)生產(chǎn)操作不利。4、適應(yīng)性,倒裝復(fù)合模具沖裁件的平整度較差,所以對(duì)于沖裁件平整度要求不高,凸凹模強(qiáng)度足夠時(shí)采用; 正裝復(fù)合模適用于薄料沖裁,平一整度要求較高及壁厚較小、強(qiáng)度較差的凸凹模。
2677
東一金屬 ??? 2年前
基于自動(dòng)化生產(chǎn)的卡車縱梁落料沖孔模設(shè)計(jì) 
由于重載汽車縱梁料厚板重,傳統(tǒng)手動(dòng)落料生產(chǎn)模式不僅生產(chǎn)效率低,而且人工搬料存在一定的安全隱患,無法滿足增產(chǎn)需要。因此,創(chuàng)新設(shè)計(jì),實(shí)現(xiàn)縱梁落料自動(dòng)化是目前的發(fā)展方向。
2129
金屬加工前沿 ??? 3年前
【建議收藏】改性尼龍生產(chǎn)過程中的15大要點(diǎn) 
選擇低模溫 結(jié)晶度低、韌性好、伸長率較高、收縮率下降,適合透明性好或?qū)θ犴g性要求較高的制品。 如果壁厚大于3mm,建議使用20-40℃ 的低溫模具。對(duì)于玻璃纖維增強(qiáng)尼龍材料,模具溫度應(yīng)大于80℃。
4928 1
化工活動(dòng)家 ??? 3年前
干貨收藏!四大考量、五大訣竅 助力提升模具設(shè)計(jì) 
4、在澆口附近施加高注射壓力澆口是代表高初始注射壓力的區(qū)域,而窄的壁厚也意味著增加注射壓力會(huì)受到限制。如果不平衡,這兩種力會(huì)對(duì)模具造成剪切,多余料甚至損壞效果。因此,增加澆口附近的壁厚,降低注射壓力或同時(shí)實(shí)施兩個(gè)動(dòng)作都是良好的設(shè)計(jì)實(shí)踐。其次,出現(xiàn)多余料的可能性也會(huì)增加,因?yàn)閴毫?huì)精確地施加在分割線上。如果出現(xiàn)多余料,則需要花費(fèi)大量時(shí)間和精力來移除,還會(huì)在成品上留下相應(yīng)的標(biāo)記。
2121
UG模具設(shè)計(jì)材料 ??? 4年前
解決射出過程中的弱熔接線缺陷 
常用解決措施零件設(shè)計(jì)零件的厚壁與結(jié)構(gòu)是最直接影響熔膠流動(dòng)行為的。? 優(yōu)化肉厚,在塑件設(shè)計(jì)中增加壁厚,有助于壓力的傳遞,保持較高的熔膠壓力,從而減少縫合線的形成。均勻壁厚可以減少流動(dòng)競爭現(xiàn)象。局部的增膠與減膠能夠改變流動(dòng)行為,引導(dǎo)熔膠在非外觀面上會(huì)合。模具設(shè)計(jì)模具的設(shè)計(jì)是決定熔融塑料如何流入模腔并形成產(chǎn)品的關(guān)鍵因素。
2598
ACMT協(xié)會(huì) ??? 1年前
20條/頁 
 13
13 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
