



ZEMAX軟件技術應用專題:利用Kogelnik方法模擬體積全像光柵的繞射效率 
多重光柵 (multiplex): 全像中只能同時存在一組光柵。Kogelnik的方法不允許多於一個光柵重疊在一個區域。 雙折射材料: 全像的材料被認為是均向性的。不允許使用雙折射材料。膨脹 / 收縮在本節中,我們將介紹如何考慮全像的膨脹和收縮。在加工時,全像材料可能會改變其厚度。
2123
w**elab86_Swsp ??? 3年前
決定多模穴射出件的流動平衡性 
換言之射出件的最終尺寸和質量是和塑料在模穴射出充填時的溫度、壓力和射速等條件息息相關的。考慮單模穴產品熔融膠料在充填結束時的料溫顯示為230 度C( 約450 度F), 塑料壓力為8000psi( 約55.2MPa),而塑料進入模穴的速度為4.5in/min( 約為1.9mm/sec),以上述成形條件進行充填,將會產生某一特定質量以及表面外觀的射出件成品。
2614 2
型創科技2023 ??? 2年前
精度較高的五金沖壓件所用復合模正倒裝的比較 
在五金沖壓件加工廠,用于沖壓加工的模具類型有單工序模、級進模、復合模三類。其中復合模加工出的五金沖壓件比單工序模和級進模加工出的沖壓件精度要高。所以精度較高的五金沖壓件所選用的模具類型通常都是選用復合模。今天就為大家了解下復合模。 復合模在沖壓的一次行程中,能在同一工位上完成兩道或兩道以上的沖壓工序。正因為復合模是在沖模的同一位置一次沖出工件,不存在定位誤差,所以其沖裁精度才高。
2677
東一金屬 ??? 2年前
塑膠件的結構設計:拔模斜度篇(下) 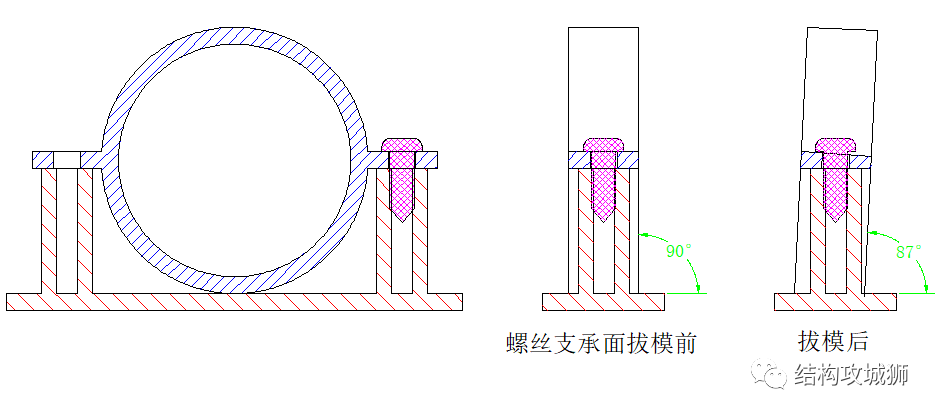
接上篇:塑膠件的結構設計:拔模斜度篇(上)05 拔模斜度設計的原則保證出模要求保證結構功能保證外觀要求二、保證結構功能一個完整的產品本質上是不同的零件有序的構成,不同零件之間通過連接關系連接成一個整體,一個零件的拔模不僅僅對自身的結構產生影響,同時也會影響到與之配合的另一零件。1、零件拔模后,對螺絲支承面的影響。
5969 5 1
結構攻城獅 ??? 3年前
塑膠件的結構設計:拔模斜度篇(上) 
05 拔模斜度設計的原則保證出模要求保證結構功能保證外觀要求一、保證出模要求1、模具打開后,塑膠件需留在后模一側,利于最后頂出塑膠件從模具中取出來,需要分兩個步驟:1)首先,塑膠件外表面與前模型腔壁分離,此步驟一般模具無額外的輔助分離結構,因此塑膠件外側表面與型腔壁之間的摩擦力盡量小。
8352 6 2
結構攻城獅 ??? 3年前
注塑模調機工藝.
這樣,在注塑件表面上產生了凹痕。凹痕的存在說明此處的模塑收縮率高于其周邊部位的收縮。如果模塑件在一處的收縮高于另一處,那么模塑件產生翹曲的原因。模內殘余應力會降低模塑件的沖擊強度和耐溫性能。 有些情況下,調整工藝條件可以避免凹痕的產生。例如,在模塑件的保壓過程中,向模腔額外注入塑料材料,以補償模塑收縮。
2275 1
模具論壇 ??? 4年前
掌握拉伸系數、吃透參數,學會選材,拉伸模成功了一大半 
如果是形狀非常復雜的拉伸件,有時可能材料會出現嚴重的流動而變薄,一般無法精確計算其開料尺寸,都是事先用3D展開預估,也就是所謂的試料。拉伸計算系數拉伸系數非常重要,一個拉伸件需要分幾步拉伸才能保證不出現開裂、起皺等問題都需要用拉伸系數公式進行計算。是拉伸工藝核算中的首要工藝參數之一,一般用它來決議拉伸的次序和次數。但是,拉伸系數也不是固定不變的。
2047
模具設計UG編程教學 ??? 3年前
車身覆蓋件修邊模正側交刀結構研究 
正側交刀結構分析車身覆蓋件是復雜的三維曲面結構,許多產品修邊時不可能四周全部一次正修。為規避鈍口和銳口,就需要采用側修,圖2 為某發罩外板正側交刀下模結構。如果維持現狀,則模具不可順利交付。如果交付,一定是讓步接收。最痛苦的將是沖壓件永遠帶毛刺。因為,此缺陷不屬于長周期質量培育能夠解決的范疇,與鉗工水平高低無關。如果在模具實體基礎上改造,成本很高。
2771
FMMM ??? 4年前
UG模具結構資料 前模強脫機構的設計 
常見的產品倒扣有三種脫模方式,一種是做斜頂機構,另一種是做滑塊機構,還有一種就是強脫,下面給大家分享一種前模強脫機構:1、圖2的紅色框有整圈倒扣,由于空間不夠,沒辦法做內抽機構,只能做強脫。
2605 2 1
UG模具設計材料 ??? 3年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
產品中前后模無法直接脫模的部分成為倒扣。23. 什么叫防呆?防呆是一種習慣用語,就是防止出現一種非常簡單的錯誤,防止發呆!例如:一鑲件在天地側都做有相同大小的掛臺,現場裝配的時候很可能會把天地側裝反,但是他在鑲件的一側做掛臺,這時,如果天地側反著裝就裝不進去了,想裝錯都不可能,這種防止出現發呆而產生錯誤的動作成為發呆。24. 什么叫啤機?
3457
UG模具設計材料 ??? 4年前
Moldex3D模流分析之模擬模面加熱溫度預測更真實 
如此一來,所設定的溫度才會是每一射出循環之初始溫度,而非第一射之初始溫度。設定完成后點擊確定。 步驟5:在分析順序設定中,務必選擇瞬時分析(Ct);若選擇周期平均冷卻分析(C),則設定之嵌件初始溫度將不會有作用。完成后,點擊開始分析。 分析完成后,在冷卻結果中可觀察到靠近公模側在開始充填時有較高的溫度。
2361 1
Moldex3D 中國 ??? 2年前
知識篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
下面我們先來一張具有炭黑和皺皮特征的消失模鑄件照片一、炭黑缺陷產生的原因及解決方法消失模鑄件缺陷中炭黑是一類常見的缺陷,該類缺陷在鑄鐵件上尤其是球墨鑄鐵件生產中很容易產生。由于造成鑄件炭黑缺陷的因素是多方面的,在生產中企業應該盡可能得控制好所有影響鑄件產生炭黑缺陷的條件,謹防炭黑缺陷影響鑄件整體質量。
4894 4 1
鑄造工程師 ??? 2年前
塑膠件的結構設計:分型面(線)篇 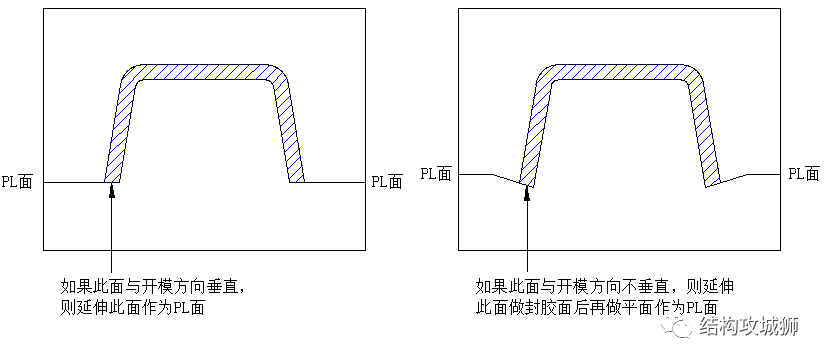
分型面與塑膠件表面相交的分界線,叫做分型線,英文為:Parting Line,因此分型面在業內一般簡稱PL面。由于成型模塊之間接觸不可能做到毫無間隙,塑膠件成型后,這條間隙復制到塑膠件上便形成一條類似批鋒的殘膠痕跡,因看起來像一條線,所以稱為分型線,也叫夾線。如果說,分型面主要是針對模具而談,那么分型線就是分型面在塑膠件上的體現,分型線的粗細會影響塑膠件的外觀、功能。
11175 1
結構攻城獅 ??? 3年前
硅膠復模:小批量件生產的省時省力之道 
也被稱為真空注型或真空復模,是一種在真空環境下進行的工藝過程。
3338
ACMT協會 ??? 2年前
為什么越來越多的鑄造廠選擇消失模鑄造工藝? 
消失模鑄件后期主要只是去掉澆冒口即可,并不存在飛邊毛刺,從而減少了打磨的工作量,節約了成本。綜上所述,消失模鑄造工藝是一種高產出低能耗的鑄造工藝。消失模鑄造工藝中,沒有粘結劑帶來的缺陷,長期的可重復性,沒有砂型缺陷,沒有錯箱的風險,鑄件尺寸公差較小,極佳的鑄件表面,提高了打壓件的合格率,等等,這些都提高了鑄件的質量。
2966
鑄造工程師 ??? 3年前
平面注塑件變形問題的解決技巧 
要徹底解決大平面注塑件變形的問題確實是個難題,在生產中我們總結了一些較為有效的措施來改善變形的問題:一.將模具改成多點式入水(通常都是三板模),24安機以上的大平面注塑件最好達到4點以上。這樣可以減輕分子定向排列的程度,減小各向收縮不一致的差距。
2492
高分 ??? 4年前
Moldex3D模流分析之Tokyo Seiki公司使用模流大幅減少試模次數 
挑戰 VD 光驅的內部機構件產品對平整度有高要求,流動平衡成為一大難題。摩托車的喇叭按鍵孔在設計上需要增加強度,因為需要承受多次受力,必須克服會減低強度的結合線問題。解決方案 以分析數據中的流動平衡指數來作為比較數據,經過設計變更,讓流道與成品體積比從 20g:16g 降為 10g:16g,修正流道重于成品的問題。
2210
Moldex3D 中國 ??? 3年前
生產制造 | VISI沖壓模具標準件使用案例 
一導正銷?在沖壓連續模中導正銷,其核心作用是對條料進行精確定位,以確保沖壓件在各個工步上的尺寸精度和孔位精度。軟件可以直接調用導正銷標準件,可以根據實際情況修改,直徑、穿透量、間隙等參數。依次來滿足不太模具,對應導正銷的需求。可以一鍵生成導正銷在模具零部件中的孔位。 二脫料銷? 在沖壓連續模中,脫料銷是一個至關重要的功能部件。
3138
海克斯康設計與仿真 ??? 6月前
消失模高品質鑄件決定因素,從泡沫珠粒選擇等五個方面一一解析 
三、模樣的制作工藝:無論采用哪一種珠粒制模,其制模工藝流程都是相同的。其工藝過程如下:原始珠粒的選擇 → 預發泡 → 珠粒的干燥、熟化處理 → 發泡成型 → 模樣的熟化→模樣組合。 根據試驗可知,用EPS模樣主要缺點是容易引起鑄鐵件表面產生光亮碳缺陷和使鑄鋼件表面增碳,而采用EPMMA模樣對解決增碳、皺皮、黑渣等缺陷非常有效。但是,EPMMA的發氣量大,約是EPS的1.5倍。
3123
鑄造工程師 ??? 4年前
五金沖壓件所用各類模具制造難易程度及價格比較 
對于簡單形狀的沖壓件,通常采用級進模而不采用復合模,因為這類級進模的制造比起復合模的制造難度要低,價格也較低; 復合模,在沖壓的一次行程中能在同一工位上完成兩道或兩道以上的沖壓工序。這類模具通常用于形狀復雜且精度要求較高的沖壓件,這類沖壓件所用的復合模比級進模制造難度低,,價格也相對較低。文章來源:http://www.hangzhouaoda.com/
2653 1
東一金屬 ??? 2年前
20條/頁 
 30
30 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
