決定多模穴射出件的流動(dòng)平衡性

決定多模穴射出件的流動(dòng)平衡性
■劉文斌/型創(chuàng)科技 技術(shù)總監(jiān)
多模穴平衡性的重要性
當(dāng)多模穴模具進(jìn)行射出加工時(shí),塑料熔膠藉由流道系統(tǒng)進(jìn)入各模穴中,塑料是以其所具有的溫度、壓力以及射速等條件來進(jìn)行充填動(dòng)作,然而塑料的這些成型條件參數(shù)是會(huì)隨著時(shí)間而變化的,也就是說在非常短的充填時(shí)間間隔中,塑料的溫度、壓力、射速等條件參數(shù)是會(huì)一直在變動(dòng)的直到充填結(jié)束。
例如塑料的熔膠溫度會(huì)隨時(shí)間增加而降低,如果射出充填開始時(shí)的熔膠溫度是T 度C,在經(jīng)過射出時(shí)間一秒鐘后,熔膠溫度將會(huì)低于T 度C。所以射出產(chǎn)品的最終產(chǎn)品質(zhì)量將會(huì)是被這些加工參數(shù)所影響且決定。換言之射出件的最終尺寸和質(zhì)量是和塑料在模穴射出充填時(shí)的溫度、壓力和射速等條件息息相關(guān)的。
考慮單模穴產(chǎn)品熔融膠料在充填結(jié)束時(shí)的料溫顯示為230 度C( 約450 度F), 塑料壓力為8000psi( 約55.2MPa),而塑料進(jìn)入模穴的速度為4.5in/min( 約為1.9mm/sec),以上述成形條件進(jìn)行充填,將會(huì)產(chǎn)生某一特定質(zhì)量以及表面外觀的射出件成品。現(xiàn)在如果將熔膠料溫降到200 度C( 約400 度F) 進(jìn)行射出,所生產(chǎn)的射出件產(chǎn)品將會(huì)有比較小的收縮,所以將發(fā)現(xiàn)降低料溫后生產(chǎn)的射出件成品將會(huì)比以之前條件射出的成品有較大的外觀尺寸。同樣的如果在充填結(jié)束瞬間的壓力和速度條件改變,所生產(chǎn)的射出件也將會(huì)有不同的尺寸與表面外觀。現(xiàn)在如果考慮一模兩穴模具,生產(chǎn)相同產(chǎn)品的射出制程,如果兩穴成品的射出時(shí)射出狀況不是相同的,例如同一時(shí)間點(diǎn)進(jìn)入澆口的熔膠條件或是在模穴同一位置的瞬間條件均不同,基于上述的理論敘述,此兩穴產(chǎn)品所得到的成品質(zhì)量也會(huì)不一樣。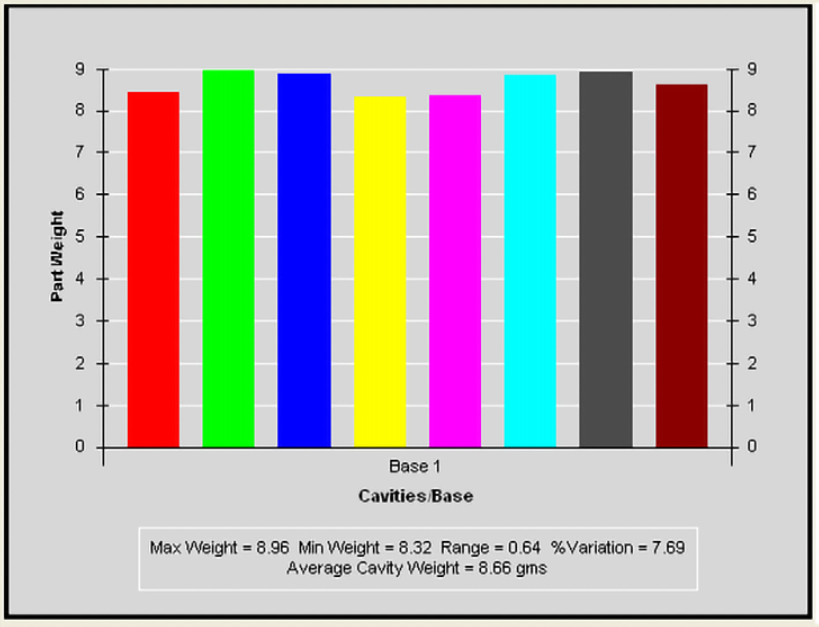
一模八穴短射樣品的重量平均數(shù)據(jù)作圖
多模穴模具在設(shè)計(jì)上的先決條件是需要設(shè)計(jì)成幾何平衡,也是在流道的lay-out 設(shè)計(jì)上,由豎澆道(sprue)到達(dá)各模穴的澆口距離,需要設(shè)計(jì)成流動(dòng)長(zhǎng)度是一樣的,所以幾何平衡在理論上如果各分流的熔膠質(zhì)量相同,那在射出過程中到達(dá)各模穴,甚至到達(dá)射出充填結(jié)束時(shí),各模穴的射出狀況與條件都應(yīng)該是相同的。所以流道的幾何平衡設(shè)計(jì)對(duì)于多模穴模具是首要的設(shè)計(jì)準(zhǔn)則。
決定多模穴平衡性的實(shí)驗(yàn)程序
將飽壓壓力條件設(shè)定為0
將飽壓作用時(shí)間條件設(shè)定為0
將螺桿塑化后退延遲時(shí)間設(shè)定成預(yù)估的保壓時(shí)間近似值
設(shè)定冷卻時(shí)間約為此產(chǎn)品足夠冷卻可頂出的時(shí)間
將射出速度條件設(shè)成由塑料黏度曲線研究上所得到的射出速度值
其余的射出條件設(shè)定與另一文件- 黏度研究所使用條件相同,開始進(jìn)行射出實(shí)驗(yàn)
調(diào)整切換VP位置,以得到射出短射樣品,若有不平衡現(xiàn)象則以最大量模穴樣品產(chǎn)生短射件的條件進(jìn)行樣品射出 取樣
以所決定的條件進(jìn)行樣品射出 ,取得三模樣品將各模穴樣品重量平均后作成數(shù)據(jù)表格。
如何使用實(shí)驗(yàn)信息
檢查多模穴充填實(shí)驗(yàn)各模穴樣品的重量偏差值的最大值與最小值,在大部分多模穴模具案例中一般偏差值不會(huì)超過5%。對(duì)于精度要求較嚴(yán)格的產(chǎn)品一般偏差值會(huì)要求在3% 以內(nèi),但如果成品沒有精度要求那偏差值超過5% 有時(shí)也是可以接受的。
下列事項(xiàng)需要加以考慮
非結(jié)晶性塑料比結(jié)晶性塑料較能忍受流動(dòng)不平衡性
模具精度越高多模穴的流動(dòng)不平衡性會(huì)越小模穴的排氣溝設(shè)計(jì)與精度,對(duì)塑料充填影響很大,由其對(duì)于多模穴充填的平衡性也有很大影響。雖然流道尺寸與澆口大小尺寸精度已達(dá)要求,但是若排氣機(jī)構(gòu)的精度有誤差,也會(huì)影響到各模穴的流動(dòng)平衡性,所以也須嚴(yán)格檢查各模穴的排氣溝尺寸精確性。
資料來源
www.fimmtech.com
http://www.injectionmoldingonline.com/
使用范圍:限制在公司內(nèi)部使用( 技術(shù)參考數(shù)據(jù)) ■
未經(jīng)授權(quán),請(qǐng)勿轉(zhuǎn)載





















工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP




