



塑膠件的結(jié)構(gòu)設(shè)計:拔模斜度篇(上) 
拔模斜度大小的決定因素:1)成型材料的特性(硬質(zhì)塑料比軟質(zhì)塑料拔模斜度大,軟膠甚至可以存在倒扣強脫)2)收縮率(因收縮率大的塑膠對型芯的包緊力越大,收縮率大的塑膠應(yīng)比收縮率小的塑膠拔模斜度大)3)摩擦系數(shù)(對于某些摩擦系數(shù)低的材料,如PA、POM,拔模斜度的取值可以比其他普通塑膠小,制品表面摩擦系數(shù)越大拔模斜度大,如曬紋面需拔模斜度大)4)壁厚(壁厚增加時塑膠包緊型芯的力大,拔模斜度也應(yīng)取大些
8345 6 2
結(jié)構(gòu)攻城獅 ??? 3年前
塑膠件的結(jié)構(gòu)設(shè)計:拔模斜度篇(下) 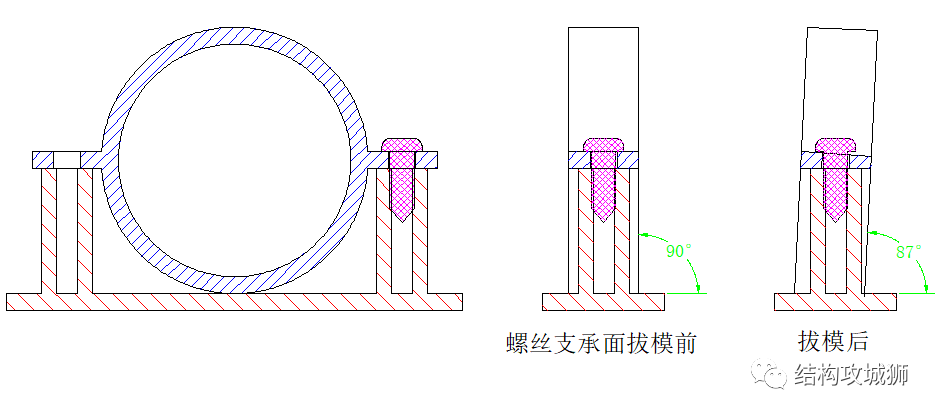
更多有關(guān)塑膠件一體成型內(nèi)容請點擊以下文章鏈接查看:Unibody一體成型工藝(塑膠篇)0度拔模斜度的出模具方式:對于某些直筒型外觀的產(chǎn)品,為了避免拔模后外觀變得難看,常常設(shè)計0度拔模斜度,如下圖產(chǎn)品。
5962 5 1
結(jié)構(gòu)攻城獅 ??? 3年前
塑膠模具「雙色模」前模頂出設(shè)計方案以及注意事項 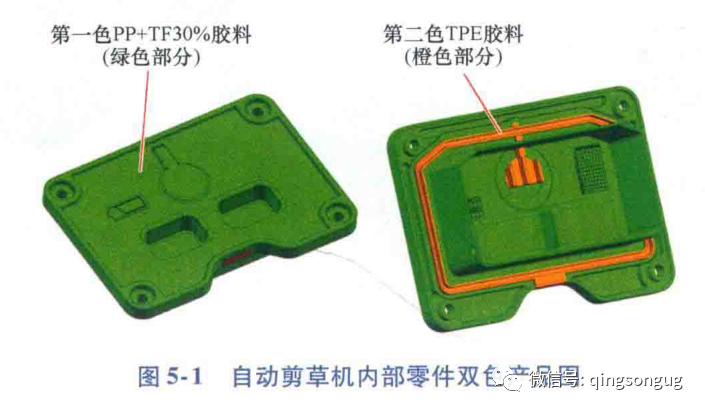
如圖所示:前模頂出,目的是防止產(chǎn)品粘前模,因為產(chǎn)品70%以上的膠位在前模,如果不追加前模頂出的話,粘模是必須,為了解決粘前模的問題,所以第一色追加前模頂出,當產(chǎn)品旋轉(zhuǎn)180度時,在成型第二色時,只有軟膠,而且是平面,不存在粘前模風(fēng)險。注意:為了防止產(chǎn)品旋轉(zhuǎn)180度后在空氣中存在收縮,沒有封膠面有硬膠做避空0.1~0.2mm,封膠面做預(yù)壓0.05~0.1mm。
3637
UG模具設(shè)計材料 ??? 3年前
塑膠模具「雙色模設(shè)計」共用一個模架2個炮筒產(chǎn)生90度樣式 
如圖所示,還在采用后模旋轉(zhuǎn)樣式。如圖所示:雙色模定模側(cè)平面圖。如圖所示:動模側(cè)平面圖樣式。如圖所示:當?shù)谝簧D(zhuǎn)180度時,進行第二色成型時,第一色產(chǎn)品進膠點需要設(shè)計避空。
2878
UG模具設(shè)計材料 ??? 3年前
干貨分享|透明塑膠光學(xué)產(chǎn)品的殘留應(yīng)力定性分析 
圖2:射出成品厚度方向分子排向(定向)程度除了在成品厚度方向上下表面有一薄層固化層外,大部分區(qū)域是屬于熔膠流動層,而這區(qū)域主要的內(nèi)部應(yīng)力形成是由于不均勻的冷卻造成,塑膠件厚度方向的冷卻作用是由與模壁接觸之成品表面開始向成品內(nèi)部延伸,所以中心層是最慢冷卻的區(qū)域。
2491 3
ACMT協(xié)會 ??? 2年前
塑膠產(chǎn)品外觀白痕解決方向 
(圖2)這是熔膠在模穴內(nèi)的流動,我們稱為噴泉流場。熔膠在模穴內(nèi)分為三層:固化層、剪切層、中心流動層。由于塑膠加工溫度一般在230~320℃之間,而模溫在40~80℃之間,所以熔膠在接觸到模壁的時候會迅速冷卻,形成一層固化層。模溫越低,固化層越厚,那么熔膠的流動通道則越小,所需的射壓越大。
4025 2
型創(chuàng)科技2023 ??? 2年前
塑膠件的結(jié)構(gòu)設(shè)計:分型面(線)篇 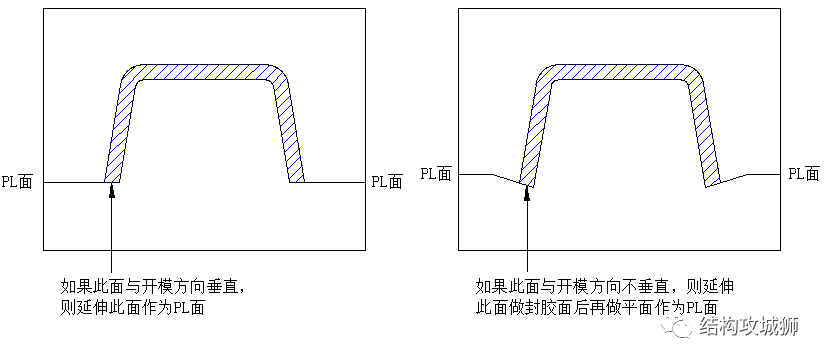
分型面與塑膠件表面相交的分界線,叫做分型線,英文為:Parting Line,因此分型面在業(yè)內(nèi)一般簡稱PL面。由于成型模塊之間接觸不可能做到毫無間隙,塑膠件成型后,這條間隙復(fù)制到塑膠件上便形成一條類似批鋒的殘膠痕跡,因看起來像一條線,所以稱為分型線,也叫夾線。如果說,分型面主要是針對模具而談,那么分型線就是分型面在塑膠件上的體現(xiàn),分型線的粗細會影響塑膠件的外觀、功能。
11166 1
結(jié)構(gòu)攻城獅 ??? 3年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
塑膠產(chǎn)品的避厚,也稱肉厚。18. 原身留是什么?原身留是相對與割鑲件而言,原身留是指一整塊鋼材為加工胚料,加工的時候一起加工出來。19. 熔接痕是什么?兩股塑膠相遇所形成的線稱為熔接痕。20. 噴流是什么?塑膠從進膠口進入型腔后形成彎曲折疊似蛇的流痕稱為噴流。21. DME是指什么,HASCO是指什么?
3452
UG模具設(shè)計材料 ??? 4年前
橡塑膠產(chǎn)業(yè)必看! 
圖5:制作新式熱交換器所需配件動態(tài)模溫設(shè)備測試完成多區(qū)模溫設(shè)備單機測試,主要測試目標為模溫機加熱溫度達150℃,流量達60LPM,其目標設(shè)定主要目的系為提供各種塑膠粒子于模具內(nèi)的溫度及冷卻效率,確保模具產(chǎn)品質(zhì)量。實驗架設(shè)如下所述:1.
2770 7 4
ACMT協(xié)會 ??? 2年前
塑膠成型產(chǎn)業(yè)產(chǎn)銷模型與產(chǎn)能提升方案 
,現(xiàn)場換模試模都要花上數(shù)小時以上的時間,整體而論,訂單達交率、庫存周轉(zhuǎn)率及提升有效產(chǎn)能是塑膠業(yè)的三大重要關(guān)鍵,也是非常艱巨的挑戰(zhàn)。
2208
Im智能注塑 ??? 4年前
CAE模流分析101招 -第28招、塑膠制品開發(fā)流程模流分析切入最佳時機篇~【智能制造篇】 
圖2:CAE運作流程圖2:CAE運作流程,一般在設(shè)計時間即可以使用CAE 來驗證設(shè)計的重點就是協(xié)同設(shè)計以決定合適的肉厚跟機 構(gòu)特征;再來就是模具開發(fā)的重點討論因為跟加工成本 有相關(guān)所以這部分必須考慮如何加工并且確認所采用的 加工方式,這部分可以進行幾組分析與比較例如冷流道 與熱流道或者二板模與三板模對于廢料、壓力、鎖模力 等等不同的加工選擇,那些對于射出塑件的差異會有哪 些的影響。
2288 1
型創(chuàng)科技2023 ??? 2年前
新能源領(lǐng)域連接器及塑膠件模流分析避坑指南 
這幾年隨著新能源汽車、電池、儲能、充電樁等領(lǐng)域的快速發(fā)展,一大批用于強電、弱電連接領(lǐng)域的新型塑膠零件開始逐漸增多;區(qū)別于傳統(tǒng)的純塑膠件、一般此類結(jié)構(gòu)件是塑膠包裹銅板、銅片、襯套等,從結(jié)構(gòu)上也不符合傳統(tǒng)塑膠領(lǐng)域的設(shè)計規(guī)范,具有壁厚不均勻、局部薄壁、局部厚壁、結(jié)構(gòu)復(fù)雜的特點;產(chǎn)品一般使用的塑膠材料為含玻纖(>20%)的PBT\PPB\PA6\PA66等;此類零件給模具設(shè)計、CAE模流仿真分析
3337 2 1
王毅 ??? 2年前
【專業(yè)知識】一張圖讓你看清注塑模具的結(jié)構(gòu)組成! 
具體原理指:將受熱融化的塑膠原材料由注塑機螺桿推進高壓射入塑膠模具的模腔,經(jīng)冷卻固化后,得到塑膠成形產(chǎn)品。 塑膠模具由動模和定模兩部分組成,動模安裝在注射成型機的移動模板上,定模安裝在注射成型機的固定模板上。在注射成型時動模與定模閉合構(gòu)成澆注系統(tǒng)和型腔,開模時動模和定模分離以便取出塑料制品。
2970
機械工程師 ??? 4年前
基于SimSolid的塑膠模具溫度場瞬態(tài)分析 
大部分塑膠材料的注塑前需要模具先預(yù)熱,大部分時間從10-180分鐘左右,一般情況下需要實際試模后,才能準確的知道需要基礎(chǔ)預(yù)熱的時間,DFM\報價階段很難預(yù)測,對后期注塑工藝的的影響也比較大,需要先發(fā)布再修訂,影響實際的生產(chǎn)過程,也造成了浪費,如何能夠準確的預(yù)測預(yù)熱時間是行業(yè)內(nèi)的一個難點和痛點。
2810 2 1
王毅 ??? 7月前
“不容忽視的表面現(xiàn)象:塑膠射出后的浮纖問題詳解! 
一般纖維補強塑膠射出件要解決產(chǎn)品表面浮纖現(xiàn)象 時,可以藉由幾項方式來進行調(diào)整:1.
4748 1
型創(chuàng)科技2023 ??? 2年前
技術(shù)干貨丨基于SimSolid的塑膠模具溫度場瞬態(tài)分析 
*本文內(nèi)容來自機械零部件制造業(yè)用戶投稿大部分塑膠材料的注塑前需要模具先預(yù)熱,大部分時間從10-180分鐘左右,一般情況下需要實際試模后,才能準確的知道需要基礎(chǔ)預(yù)熱的時間,DFM\報價階段很難預(yù)測,對后期注塑工藝的的影響也比較大,需要先發(fā)布再修訂,影響實際的生產(chǎn)過程,也造成了浪費,如何能夠準確的預(yù)測預(yù)熱時間是行業(yè)內(nèi)的一個難點和痛點。
2404 1
ALTAIR ??? 9月前
塑膠模具與壓鑄模具在設(shè)計中的8大區(qū)別以及注意事項 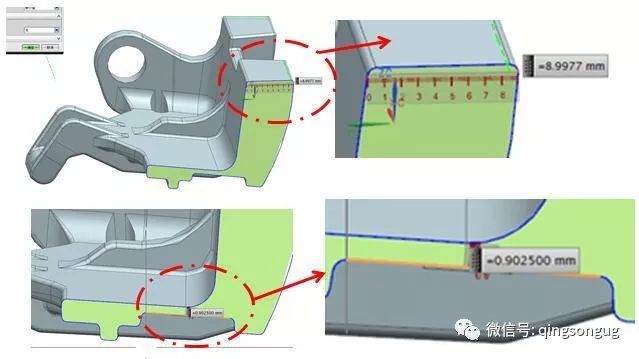
3.排氣的厚度與塑膠模相反,壓注模排氣厚度由厚變薄。四、水路的設(shè)計區(qū)域1.水路防水圈需要用耐高溫有O型圈。2.水路水嘴不需要沉入模架內(nèi),方面生產(chǎn)拆裝。五、模架的設(shè)計區(qū)域1.A/B板模架需要使用P20材質(zhì)。2.前后模仁到模板底面均要比塑膠模的基礎(chǔ)上加厚20MM以上,因為壓注模的注射壓力要比注塑模大。
3933 2
張偉一 ??? 2年前
從此告別單一注塑,多模腔技術(shù)引領(lǐng)未來! 
實驗驗證以富強鑫HE300 全電機執(zhí)行系統(tǒng)驗證,測試載具為1模4 腔,產(chǎn)品尺寸98×180×0.7mm,產(chǎn)品重量14 g的拋棄式食品包裝容器方型盒蓋,塑膠材料為臺塑PP1600D,成型周期8 sec,實驗結(jié)果顯示,多模腔熔體流動平衡智慧控制模組在熔體流動波前( 時間差) 收斂曲線圖( 如圖5 所示),采用各腔流動時間平均值為目標,第10 模次后啟動法則,運行數(shù)個模次后各腔時間差達到最佳收斂效果
2818 3 1
ACMT協(xié)會 ??? 2年前
塑膠件實現(xiàn)類似金屬拉絲效果的工藝方法 
目前比較常見的有 如下三種方法:1、注塑成型法簡單的說,就是直接在塑膠模具上(一般在母模模仁)直接做成拉絲效果,通過生產(chǎn)注塑,成型出來的塑膠制品表面就會出現(xiàn)類似拉絲效果,其大致工藝 流程如下:1)用青銅做芯模材料加工出模胚,在芯模胚上用鉆石刀車出拉絲效果,常見的有長絲、短絲、太陽紋等,此時芯模胚與生產(chǎn)塑膠產(chǎn)品用的模仁形狀相反;2)將芯銅模胚放入電鑄液中進行沉鍍,電鍍液一
3229 3 2
結(jié)構(gòu)攻城獅 ??? 3年前
模流分析應(yīng)用射出壓縮成型提高車燈透鏡品質(zhì)案例 
案例成型問題本次案例的產(chǎn)品為車燈透鏡,過去是使用玻璃材質(zhì),由于節(jié)能減碳、車輛輕量化趨勢,以及產(chǎn)能等因素,近來開始使用塑膠材質(zhì)。車燈透鏡的肉厚,通常較一般塑膠產(chǎn)品厚,此案例最厚區(qū)域約20mm,塑膠材料為熱漲冷縮性質(zhì),在傳統(tǒng)射出成型過程當中,高溫熔融塑膠射入模穴內(nèi),經(jīng)過冷卻收縮后,較厚區(qū)域會收縮較大。靠近澆口與遠離澆口區(qū)域,因壓力分布差異,而產(chǎn)生收縮差異,進而導(dǎo)致形變問題。
2310 1
ACMT協(xié)會 ??? 2年前
20條/頁 
 7
7 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
