



UG關于草圖拉深和旋轉命令,草圖的默認設置,UG拔模等筆記 
在畫草圖時,標注好尺寸,然后完成草圖,在三維界面中,拉深草圖,在拉深草圖的窗口沒有確認之前,這時會顯示尺寸標注的,這時可以修改這個標注的數值來修改要拉深的幾何體的大小.選擇反向拉深和拉深方向類型.選擇沿哪個軸向拉深.拉深好的圖形,修改它的高度,可雙擊圖形打開拉深菜單,或右鍵,選擇可回滾編輯,或者選擇雙擊如下圖的拉深打開菜單,修改它的高度.
3100 8 1
張偉一 ??? 3年前
為什么板材拉深沒有流入,而是網格的拉長?
為什么板材拉深沒有流入,而是網格的拉長
1798 2
用戶_95641 ??? 9月前
拉深管金屬卡箍沖壓成形仿真:操作細致,提供附件(需購買),視頻沒有聲音 

拉深管金屬卡箍沖壓成形仿真,操作細致,提供附件,視頻沒有聲音,不影響學習。(文件有問題請聯系我)
210
兵荒馬亂 ??? 7年前
請問dynaform中拉深用拉深油,摩擦系數應該設置多少?
材料是SPC
2001 1
??_2754 ??? 4年前
沖壓拉伸件的缺陷及其預防措施 
潤滑劑質量差,也會使拉深工件表面粗糙度加大,這時應使用適合于拉深工藝使用的潤滑劑,必要時應將潤滑劑過濾后再使用。以防止雜質混入而損傷工件表面。 18拉深件拉深直壁部分不平整是什么原因造成的?原因:A. 凸模上沒有設計和制造出通氣孔,使其表面因壓縮空氣而變形,出現不平整現象,此時必須增加通氣孔。B.
1931
模具設計UG編程教學 ??? 4年前
液壓成形,一種新的先進制造技術 
根據液體介質取代凹模或凸模可將之進一步分為充液拉深(用液體介質代替凹模)和液體凸模拉深(以液體介質作為凸模)。充液拉深:熱態充液拉深,將材料的溫熱性能與充液拉深的技術優勢結合起來,可使鋁合金及鎂合金等成形性能差的輕體材料成形能力得到提高,促進其在航空航天領域的應用。
3804 10 4
鑄造工程師 ??? 3年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
六、材料的性質、拉深的高度、拉深的階梯數以及拉深的直徑、料厚等條件決定了拉深件的工序數,不過還得進行拉深工藝計算才能確定。如果拉深件的圓角半徑比較小或尺寸精度要求較高時,就要在拉深完再加一道整形工序。七、我們要提高沖壓工藝的穩定性就需要增加工序數目,來確保沖壓件的質量。比如彎曲件附加定位工藝孔沖制、成形工藝中增加變形減輕孔沖裁以轉移變形區等。
2176
UG編程模具設計實戰 ??? 3年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
六、材料的性質、拉深的高度、拉深的階梯數以及拉深的直徑、料厚等條件決定了拉深件的工序數,不過還得進行拉深工藝計算才能確定。如果拉深件的圓角半徑比較小或尺寸精度要求較高時,就要在拉深完再加一道整形工序。七、我們要提高沖壓工藝的穩定性就需要增加工序數目,來確保沖壓件的質量。比如彎曲件附加定位工藝孔沖制、成形工藝中增加變形減輕孔沖裁以轉移變形區等。
1901
模具設計UG編程教學 ??? 3年前
沖壓模具常見工藝問題解決方法 
哈嘍,大家好 今天給大家分享一個 沖壓模具常見工藝問題解決思路 常用解決成型、拉深起皺方法: 加筋、加大壓料力、調坯料、分步成型、改變成型接觸方式、做余肉改造型、拉伸時凹模做浮動壓塊;常用解決成型、拉深開裂方法: 降低拉延深度、
3244 3 1
金屬加工前沿 ??? 3年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
拉深工藝分類1)按壁厚變化情況分:① 一般拉深(工件壁厚不變)② 變薄拉深(工件壁厚變薄)2)按使用的毛坯的形狀分:① 第一次拉深(使用平板毛坯)② 以后的各次拉深(以開口空心件為毛坯)3)拉深變形過程:4)拉深過程中毛坯各部分變化 :① 平面凸緣部分(主要變形區)② 凹模圓角部分(過渡區)③筒壁部分(變形區)④ 凸模圓角部分(過渡區)
5978 2
金屬加工前沿 ??? 3年前
基于AutoForm的汽車頂蓋沖壓回彈補償研究 附AutoForm鈑金沖壓成形分析從入門到精通下載 
拉深筋系數設置如圖3所示,尾部流水槽中部拉深筋系數為0.395,兩端為0.339,其他三邊為2.0。
2973 1
keyong2025 ??? 3年前
可制造性評估(DFM) 
找到零件可制造性的關鍵難點區域快速響應制造報價環節找出沖壓難點只需3分鐘3次點擊AI-FORM DFM 功能列表與應用■內置前端幾何分析的CAE技術■針對沖壓件幾何模型檢查成形性,包括基于零件幾何的成形難易云圖,針對特征位置的成形難易云圖和成形難易指數(FDI)云圖■成形難易指數可直接指導沖壓工序和模具設計,如對于復雜的拉深零件至少需要幾個拉深工序
2917
C3PChina ??? 3年前
40個機械模具行業,鉗工類面試、筆試及現場問題解釋全在這
9、在拉深,擠壓工序中,由于模具間隙的原因,對材料的什么要求較嚴?對材料的厚度公差要求較嚴。10、沖裁時板料的分離過程大致可分為幾個階段?分別是?彈性變形、塑性變形、開裂分離。11、拉深系數越怎樣,材料拉深變形程度越大?拉深系數越小,材料拉深變形程度越大。12、什么叫冷沖壓?在常溫下進行的沖壓稱為冷沖壓。
1897
UG模具設計材料 ??? 4年前
如何使用 COMSOL 模擬殘余應力 
據觀察,在拉深工藝中金屬板不再表現為各向同性。隨著厚度的增加塑性塑性變形趨于減少。因此,在板材的模具成型和拉深工藝中,我們需要一種各向異性,即板材在平面內是各向異性的,而在垂直方向的強度增加,也稱為橫向各向異性。 下圖是我們模擬的拉深工藝中使用的成型工具。成型工具:模具顯示為紅色,沖頭顯示為藍色,支架顯示為粉紅色,坯料顯示為灰色。
3295
仿真客 ??? 2年前
延長沖壓模具使用壽命的幾點措施 
在拉深模中,影響模具沖壓載荷的大小以及黏著傾向的程度最重要的是被拉深板料的成形能力、厚度、材料的表面質量等。在生產模具中,由于整體式模具會存在凹凸角進而會造成應力集中現象導致模具炸裂。
2761 6 3
金屬加工前沿 ??? 3年前
ABAQUS-拉深成型-方盒 
歡迎學習,交流,有什么問題私聊,謝謝
38 3
0suni0 ??? 7年前
老師傅總結:沖壓件常見不良及對策,有你想要的么? 
壁部被拉裂 原因材料在拉深時承受的徑向拉應力太大;凹模圓角半徑太小;拉深潤滑不良;原材料塑性較差。
1970
模具設計UG編程教學 ??? 4年前
UG修改幾何體顏色,基準平面,從坐標系進入草圖平面等筆記 
拉深:在特征工具條上,第二個按鈕,如下圖:或者在菜單,插入,設計特征,拉深.文章來源菜兔CG筆記
3121
張偉一 ??? 3年前
五金沖壓件加工廠經常用到的成形模 
五金沖壓件生產廠家在塑性成形工序常用到模具情況如下: 壓彎模、卷邊模、扭曲模常用于塑性成形工序的彎曲工序; 拉深模用于塑性成形工序的拉深工序; 起伏成形模、翻邊模、脹形模、縮口模、整形模、校平模用于塑性成形工序的成形工序; 用于五金沖壓生產的塑性成形工序的沖壓模具還有:壓印模、冷擠壓模、頂鐓模以及用于以后鉆孔定心的錐形凸模。
2115
東一金屬 ??? 2年前
二次拉延消除發蓋外板滑移線缺陷 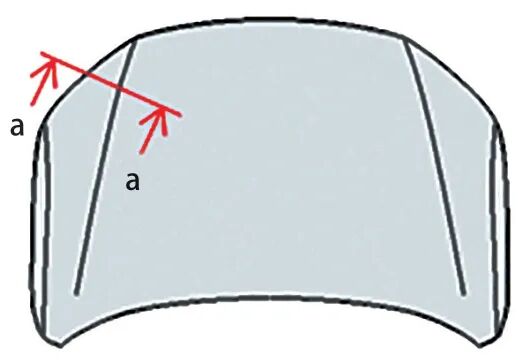
滑移線產生的機理滑移線是指在拉深過程中板料下表面與模具凸出的尖銳棱線造型接觸,在接觸壓力下材料在棱線處容易產生彎曲硬化,在板料下表面棱線R 角處產生印痕。隨著拉深的進行,棱線兩側的材料流動不均勻,這些印痕最終會滑出棱線R 角的一側,產生一條跟棱線差不多平行的帶狀印痕,稱為滑移線,在板件上打油石后更加明顯,可以直接目視發現。
2854 1 2
金屬加工前沿 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
