



沖壓模具常見工藝問題解決方法 
,我們目前有3種方法: (1)帶料處切產(chǎn)品,毛刺反向; (2)帶料處產(chǎn)品上壓寬臺階,再做彷形刀口,使毛刺高度不超產(chǎn)品面,但產(chǎn)品有凹臺要申請; (3)向上半剪(用脫料板,如用公是空剪,料帶易變形),再壓C角,
3241 3 1
金屬加工前沿 ??? 3年前
沖壓拉伸件的缺陷及其預(yù)防措施 
12拉深件凸緣在拉深過程中起皺的原因及預(yù)防原因:凸緣部位壓邊力太小,無法抵制過大的切向壓應(yīng)力;而引起切向變形,因而失去穩(wěn)定后形成皺紋。材料較薄也較易形成皺紋措施:◆ 加大壓邊圈的壓邊力和適當(dāng)?shù)募哟蟛牧系暮穸取?13拉深件壁部被拉裂的原因及預(yù)防原因:A. 材料在拉深時承受的徑向拉應(yīng)力太大;B.
1929
模具設(shè)計UG編程教學(xué) ??? 4年前
基于光電傳感器的模具廢料監(jiān)測系統(tǒng)設(shè)計 附基于ADMAS 動力總成28工況計算下載 
因為廢料滑落需要時間,上模完成修邊上升一段距離后,廢料才會掉入廢料坑,所以光電傳感器需設(shè)置延時功能,即上模完成修邊上升3~5 s以后,光電傳感器才將廢料狀態(tài)信號傳給設(shè)備。
2591
ouju7687 ??? 3年前
老師傅總結(jié):沖壓件常見不良及對策,有你想要的么? 
腰部起皺 原因在拉深開始時大部分材料處于懸空狀態(tài),加之壓邊力太小,凹模圓角半徑又太大或者使用的潤滑劑太多。使得徑向拉應(yīng)力變小使得材料在切向壓應(yīng)力的作用下失去穩(wěn)定而起皺。 對策增大壓邊力或采用壓延筋結(jié)構(gòu),減小凹模圓角半徑或使材料厚度稍微加大。
1969
模具設(shè)計UG編程教學(xué) ??? 4年前
【專業(yè)知識】最全的沖壓工藝與產(chǎn)品設(shè)計知識大匯總 
3、打扁模具結(jié)構(gòu)(外邊緣打扁)步驟:1、下料;2、上曲90度;3、下壓70度(沖頭R的大小為2倍的料厚減0.3) 4、壓平4.打扁模具結(jié)構(gòu)(內(nèi)孔打扁)步驟:1、下料;2、上曲90度;3、下壓70度(沖頭R的大小為2倍的料厚減0.3) 4、壓平5、拉深結(jié)構(gòu)免責(zé)聲明:本文系網(wǎng)絡(luò)轉(zhuǎn)載,版權(quán)歸原作者所有。如涉及版權(quán),請聯(lián)系刪除!
3104 1
機(jī)械工程師 ??? 3年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
拉深工藝分類1)按壁厚變化情況分:① 一般拉深(工件壁厚不變)② 變薄拉深(工件壁厚變薄)2)按使用的毛坯的形狀分:① 第一次拉深(使用平板毛坯)② 以后的各次拉深(以開口空心件為毛坯)3)拉深變形過程:4)拉深過程中毛坯各部分變化 :① 平面凸緣部分(主要變形區(qū))② 凹模圓角部分(過渡區(qū))③筒壁部分(變形區(qū))④ 凸模圓角部分(過渡區(qū))
5975 2
金屬加工前沿 ??? 3年前
基于Adams的汽車發(fā)動機(jī)蓋外板二次切斷廢料滑落研究 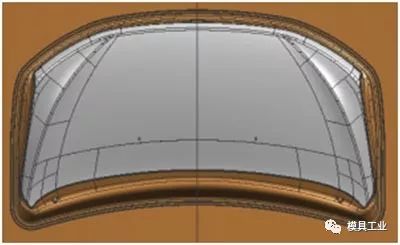
沖壓工序依次為:①拉深;②修邊、側(cè)修邊、沖孔;③側(cè)翻邊;④切角、翻邊、側(cè)翻邊。
2131
擺渡人張 ??? 2年前
防護(hù)屏外罩注射模具設(shè)計+3d 
順滑的分型面便于提高CNC刀具切削精度,利于飛模,因此能有效提升合模精度。前后模仁圖分別見圖4和圖5.
1947
模具論壇 ??? 4年前
數(shù)控編程計算公式,趕快收藏,保證會用得上!
rpm Vc=πds/1000 25=π*25*S/1000 S=1000*25/ π*25 S=320rpm 三、進(jìn)給量(F值)的計算 F=S*Z*Fz F:進(jìn)給量(mm/min) S:轉(zhuǎn)速(rpm) Z:刃數(shù) Fz:(實(shí)際每刃進(jìn)給) 例題.一標(biāo)準(zhǔn)2刃立銑刀以2000rpm)速度切削工件,求進(jìn)給量
2506
機(jī)械加工網(wǎng) ??? 4年前
濾筒除塵器的工作原理?
Ⅲ保護(hù)大氣用除塵器濾筒控制煙塵粉塵排放,保護(hù)地球切生靈健康長壽水泥廠、電廠、鋼廠等煙粉塵控制排放;垃圾焚燒、煉焦煉鐵、鍛鑄廠房及汽車等煙塵排放口濾筒成品體積與過濾器總成體積關(guān)系很大。
2321
A氣旋塔催化燃燒除塵設(shè)備廠家. ??? 3年前
掌握拉伸系數(shù)、吃透參數(shù),學(xué)會選材,拉伸模成功了一大半 
辦法有:調(diào)整壓邊圈的壓力、增加拉深筋、改變上下模鑲件的圓弧過度半徑、工件上切工藝口等。拉伸件總之是比較有技術(shù)含量的模具類型,不管是對設(shè)計、加工、組裝、還是調(diào)試都是一個挑戰(zhàn),需要十分謹(jǐn)慎。 學(xué)無止境,沒有最好,只有更好。
2047
模具設(shè)計UG編程教學(xué) ??? 3年前
某曲軸多楔輪旋壓成形工藝研究 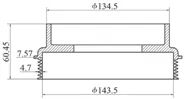
成形中期,工件外緣部分在旋輪徑向壓力下逐漸發(fā)生彎曲,金屬發(fā)生軸向和切向的流動,形成圓弧狀外緣。成形末期,等效應(yīng)力值逐漸增大,主要變形區(qū)擴(kuò)大,坯料在旋輪圓弧處聚集,達(dá)到了使輪緣在法蘭處聚料增厚的效果。圖3 第1 道次等效應(yīng)力分布圖第2 道次旋平工步中不同成形程度下的等效應(yīng)力分布如圖4 所示。
2261 5 3
仿真客 ??? 3年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
常用高硬熱處理鋼材,例如:SKD61、8407、S136
3454
UG模具設(shè)計材料 ??? 4年前
高分子材料的流變特性簡介 
轉(zhuǎn)子型流變儀測試的剪切速率范圍約為10 -3~10 -2 s -1之間,而毛細(xì)管流變儀可測試的剪切速率范圍一般在10 -1~10 4 s -1之間。非線性黏彈性研究的是 大變形、長時間的應(yīng)力作用下高分子液體的流變行為,如毛細(xì)管流變儀測試剪切黏度,研究的就是非線性黏彈性中的黏性行為,且屬于穩(wěn)態(tài)黏彈性。
2525 2
ACMT協(xié)會 ??? 2年前
汽車沖壓生產(chǎn)車間工藝概述 
沖壓工藝性,主要是看各工序,特別是拉深工序能否順利進(jìn)行、能否穩(wěn)定生產(chǎn)。六、一般模具的組成1. 工作零件包括凸模和凹模等零件。2. 定位零件主要包括擋料銷、定位銷、側(cè)刃等零件。3. 壓料、卸料、頂料零件主要包括卸料板、頂料器、氣動頂料裝置等零件。4. 導(dǎo)向零件包括導(dǎo)柱、導(dǎo)套、導(dǎo)板等零件。5.
2805 1
金屬加工前沿 ??? 3年前
基于有限元分析改善落料沖孔模具上墊板零件的應(yīng)力與應(yīng)變 
3.3 受力計算根據(jù)模具結(jié)構(gòu),凸模一和凸模二均采用平刃口結(jié)構(gòu),可計算出沖孔時沖裁力式中,F(xiàn)0是計算的理論沖裁力(N);A0是沖(剪)切面的面積(m m2);L0是沖裁件的沖裁線長度(mm);t是沖裁件料厚(mm);τ是材料的抗剪強(qiáng)度(MPa)。
4147
Whitney ??? 2年前
螺紋計算公式,直接套用! 
即d2×0.7854×L或R2×3.1416×L計算時將需要用料的體積X÷直徑÷直徑÷0.7854或X÷半徑÷半徑÷3.1416即為投料的長度。列式=X/(3.1416R2)或X/0.7854d2式中的X表示需要用料體積數(shù)值;L表示實(shí)際投料的長度數(shù)值;R/d表示實(shí)際投料的半徑或直徑。
2594
汽車零部件模具與注塑 ??? 3年前
設(shè)計88問,太全面了,果斷收藏!
45# S50c 718 738 718H738H P20 2316 8407 H13NAK80 NAK55 S136 S136H SKD616、高鏡面拋光用哪種綱材?常用高硬熱處理鋼材,例如:SKD61、8407、S1367、模架有那些結(jié)構(gòu)?面板→A板→B板→方鐵→導(dǎo)柱→頂針板→頂針固定板→底板8、分型面的基本形式有哪些?
2260 2
UG模具設(shè)計材料 ??? 3年前
【5/28更新】機(jī)翼更堅固的秘訣,居然是用金屬彈丸向它“開炮”? 
傳統(tǒng)加工機(jī)翼壁板,通常采用數(shù)控整體銑切的方式,并適當(dāng)配合機(jī)械壓彎方式。整體銑切壁板復(fù)雜外形會浪費(fèi)掉大量的材料,機(jī)械壓彎則容易影響壁板性能,質(zhì)量控制難度很大。而今,國內(nèi)外航空制造企業(yè)均采用噴丸成型技術(shù)進(jìn)行機(jī)翼壁板加工。
2269 1
技術(shù)鄰CAD學(xué)習(xí) ??? 3年前
干熄焦的原理及應(yīng)用 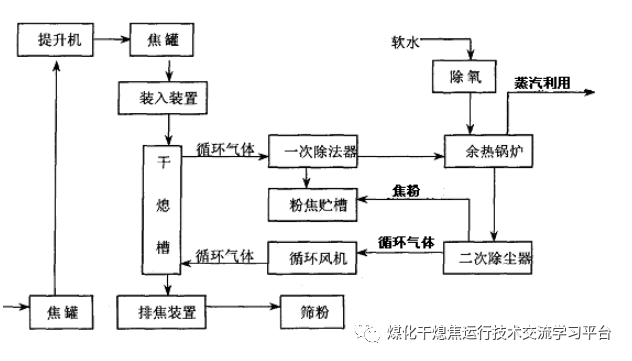
目前,排焦裝置一般采用連續(xù)排焦,由電磁振動給料機(jī)控制切出速度,采用旋轉(zhuǎn)密封閥將切出的焦炭在密閉狀態(tài)下連續(xù)排出,其耐溫、耐磨、氣密性好,排焦時粉塵不外溢。 e)循環(huán)風(fēng)機(jī) 循環(huán)風(fēng)機(jī)時干熄 焦裝置循環(huán)系統(tǒng)的心臟,要求耐溫、耐磨并且運(yùn)行絕對可靠。
6495 1
冶金焦化 ??? 3年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
