



abaqus 中的 Johnson-Cook 模型如何控制損傷起始位置? 
在運用JC本構模型的時候,不知如何控制損傷開始的位置,在學習總結之后分享出來,希望和大家一起進步。JC本構模型包括塑性硬化段和損傷演化段1 JC本構——塑性硬化段方程:式中:A,B,n,m 是控制塑性段硬化的材料參數,等號右側第二個括號與第三個括號分別是應變率和溫度對于塑性硬化段的影響。
5467 6 2
ⅠⅠⅠ ??? 2年前
巧用千尋位置GNSS軟件| 場地高程控制操作方法 
為了實現工程中的場地平整作業,場地高程控制經常會被使用到。場地高程控制是根據已知條件建立規則或不規則的設計面,將儀器手簿實時測量數據與設計面進行對比,實時顯示儀器所在點的填挖情況。本期將詳細說明在千尋位置GNSS軟件中操作場地高程控制的具體步驟。
2248
千尋位置行業應用 ??? 3年前
光纖激光尺實現納米級位置控制精度檢測 
光纖激光尺應用驗證 PLR3000 系列光纖激光尺已在多個客戶端進行精度驗證:用差分干涉(DI)探頭對高精度納米位移臺進行閉環控制,在10mm行程內任意位置實現納米級位置控制精度。
2250
深圳市中圖儀器股份有限公司 ??? 1年前
光纖激光尺實現納米級位置控制精度檢測
光纖激光尺應用驗證 PLR3000 系列光纖激光尺已在多個客戶端進行精度驗證:用差分干涉(DI)探頭對高精度納米位移臺進行閉環控制,在10mm行程內任意位置實現納米級位置控制精度。
2277
深圳市中圖儀器股份有限公司 ??? 1年前
253 基于matlab的液壓位置控制源代碼 
基于matlab的液壓位置控制源代碼,有摩擦補償,利用滑模控制器實現,神經網絡逼近。最后實現位置角度和速度的控制。輸出控制誤差。程序已調通,可直接運行。
2099
matlab應用與學習 ??? 2年前
ABAQUS二維裂紋擴展模擬詳解 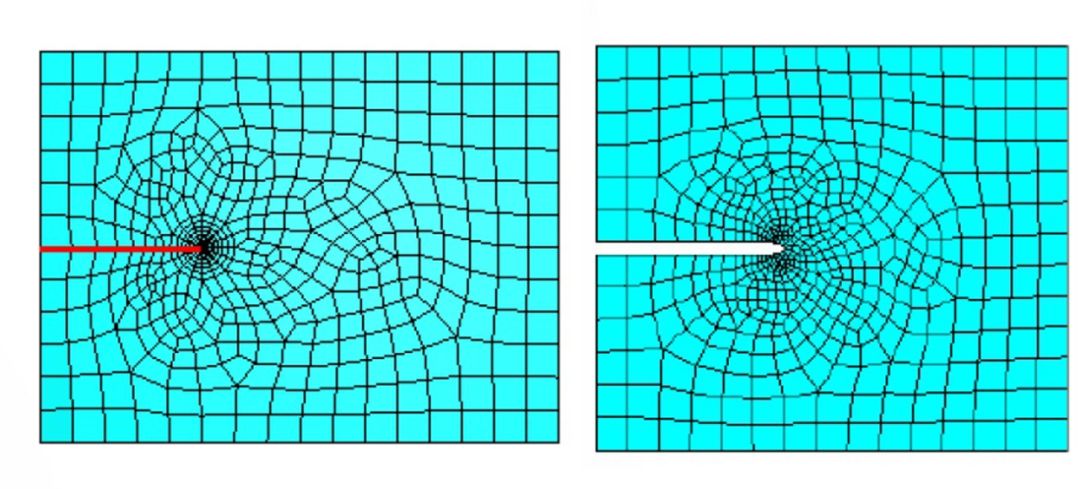
圖10 裂紋尖端的網格控制對于裂紋尖端區域外圍的環形區域,主要起到單元過渡的作用,因此劃分方式選擇結構化(Structured)的四邊形(Quad)單元。對于其他區域,可采用四邊形單元或以四邊形單元為主的自由劃分方式,最終得到裂紋區域的網格控制如圖11所示。
7052 26 8
仿真客 ??? 2年前
焊接熱裂紋、再熱裂紋、冷裂紋、層狀撕裂,這些你都了解嗎? 
根據層狀撕裂產生的位置大體可以分為三類:第一類是在焊接熱影響區焊趾或焊根冷裂紋誘發而形成的層狀撕裂。第二類是焊接熱影響區沿夾雜開裂,是工程上最常見的層狀撕裂。第三類遠離熱影響區母材中沿夾雜開裂,一般多出現在有較多MnS的片狀夾雜的厚板結構中。層狀撕裂的形態與夾雜的種類、形狀、分布,以及所處的位置有密切關系。
2772
機械學霸 ??? 4年前
案例36-基于VCCT的復合材料疊層T形接頭裂紋擴展模擬 
因此,基于對T形接頭失效的研究,將層間應力較高的兩個臨界位置視為初始失效點。對于模擬,在這些關鍵位置定義了兩個小裂紋,如圖所示: 斷裂能和層間材料強度基于參考結果。 基于VCCT的裂紋擴展模擬需要以下操作: • 指定二維界面元素(INTER202)。 • 計算能量釋放率(CINT)。
2914 2 1
龍飛宇 ??? 3年前
如何區分鍛造裂紋、熱處理裂紋、原材料裂紋? 
裂紋兩側有脫碳,肯定是鍛造過程中產生的,至于是原材料還是鍛造工藝造成的,這就需要根據金相和工藝過程去分析。 對同一批次同種型號的工件,鍛造裂紋基本都在一個位置,在顯微鏡下延伸比較淺,兩邊有脫碳。而材料裂紋不一定在同一位置重復出現,顯微鏡下深淺不一。多看多分析,還是有一定規律的。 材料裂紋多半是與材料縱向一致的。
4247 3
FMMM ??? 3年前
Comsol 鋼板lamb波發射與接收(有裂紋) 
回波返回所需的時間用于確定裂紋的位置和深度。 4. 飛行時間測量:通過測量超聲波的飛行時間,可以計算波的傳播距離,并推斷裂紋的位置。通常使用往返時間進行測量,考慮了出射波和返回波。 5. A-掃描和B-掃描成像:接收到的超聲信號可以以A-掃描或B-掃描圖像的形式顯示。A-掃描表示接收信號的幅度隨時間的變化,而B-掃描顯示了材料的二維橫截面視圖,可視化顯示裂紋。 6.
3287 1
SCI仿真工作室 ??? 2年前
不銹鋼壓力容器封頭研究
2.1裂紋缺陷的預防措施針對不銹鋼壓力容器封頭裂紋產生的不同情況采取不同的措施,直邊段裂紋主要通過旋邊速度和壓力、沖壓速度來控制;嚴格控制切割工藝,坯料邊緣打磨光滑防止端口裂紋產生;焊縫及熱影響區裂紋,要嚴格控制焊接工藝參數、減慢冷卻速度、適當提高焊縫形狀系數、盡可能采用小電流多層多道焊,以避免焊縫中心產生裂紋,防止咬邊,控制焊高,對焊縫區域進行合理的熱處理等。
2313 1
化工設備人 ??? 4年前
改變鑄件澆注入水位置,能解決哪些問題?
最初上層澆口入水位置選擇在大冒口下的補貼處。鑄件澆注后沒發現異常,吊耳座位MT、UT合格,但吊耳座位加工后采用斜探頭UT檢查,發現淺表較多的線性缺陷,長度5~50mm不等,連續生產的多件產品均有此問題。后來我們從溫度分布的平衡方面受到一點啟發,上層澆口的入水位置避開大冒口下熱集中區,吊耳座處皮下裂紋現象迎刃而解,該產品韶鑄后來生產了約150個,質量都很穩定。
2302 2 3
鑄造工程師 ??? 3年前
算例丨基于ABAQUS的滾子軸承保持架橫梁裂紋擴展仿真分析 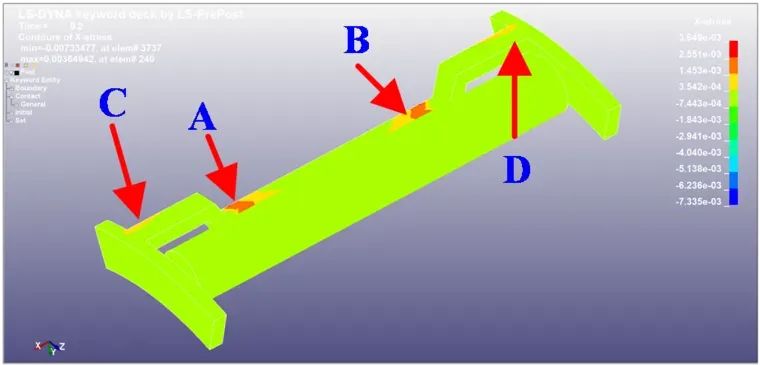
圖2 滾子軸承保持架XFEM模型關鍵步驟如下: 1)如圖3所示為材料定義和裂紋擴展屬性定義;圖3 材料定義和裂紋擴展屬性定義 2)如圖4所示為求解載荷步定義;圖4 載荷步定義 3)如圖5所示為裂紋區域及裂紋位置定義;如圖6為裂紋Interaction定義;圖5裂紋區域及裂紋位置定義圖6 裂紋Interaction定義
2824 3 1
CAEer吳皓 ??? 2年前
航空發動機葉片裂紋擴展規律數值模擬研究 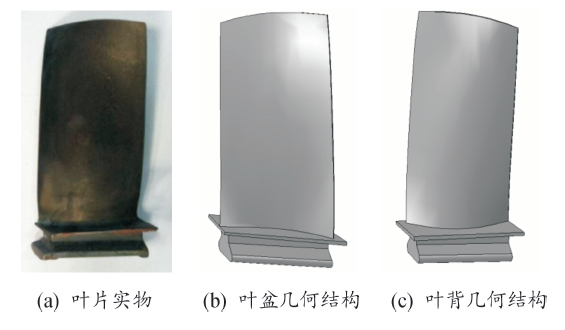
葉根前緣、葉背、后緣上初始裂紋位置如圖5 所示,網格劃分情況如圖6 所示。 圖5 不同初始裂紋位置葉片裂紋擴展模型L01 ~ L03 示意圖 圖6 葉片裂紋擴展模型L01 ~ L03 初始網格劃分情況示意圖 對葉片裂紋擴展模型L01 ~ L03 分別求解,得到不同裂紋位置的裂紋擴展情況如表2 所示。
3562 7 10
aero-engine ??? 2年前
【CAE案例】氣冷堆(AGR)堆芯中石墨磚的裂紋擴展分析 
在 2D模型中,若當應變能釋放率 G小于臨界應變能釋放率 Gc時,裂紋不擴展,當 G=Gc時,裂紋擴展;在 3D模型中,需要確定裂紋前沿擴展的位置( G> 0.75Gc)。如圖 6所示為裂紋擴展方向的確定,裂紋朝著最大切應力方向擴展。
2238 1
CAE璐姐 ??? 3年前
基于ABAQUS的滾子軸承保持架橫梁裂紋擴展仿真分析
圖2 滾子軸承保持架XFEM模型 關鍵步驟如下: 1)如圖3所示為材料定義和裂紋擴展屬性定義;圖3 材料定義和裂紋擴展屬性定義 2)如圖4所示為求解載荷步定義;圖4 載荷步定義 3)如圖5所示為裂紋區域及裂紋位置定義;如圖6為裂紋Interaction定義;圖5裂紋區域及裂紋位置定義圖6 裂紋Interaction
2413
CAEer吳皓 ??? 2年前
不銹鋼壓力容器封頭研究
2.1裂紋缺陷的預防措施針對不銹鋼壓力容器封頭裂紋產生的不同情況采取不同的措施,直邊段裂紋主要通過旋邊速度和壓力、沖壓速度來控制;嚴格控制切割工藝,坯料邊緣打磨光滑防止端口裂紋產生;焊縫及熱影響區裂紋,要嚴格控制焊接工藝參數、減慢冷卻速度、適當提高焊縫形狀系數、盡可能采用小電流多層多道焊,以避免焊縫中心產生裂紋,防止咬邊,控制焊高,對焊縫區域進行合理的熱處理等。
2619
化工設備人 ??? 4年前
熱裂紋的主要產生原因及預防措施 
3、焊接應力 焊件剛性大,裝配和焊接時產生較大的焊接應力,會促使形成熱裂紋。 三、預防熱裂紋的主要措施 1、冶金控制方面 ⑴控制焊縫中有害雜質含量 嚴格限制母材和焊接材料中的C、P、S等有害雜質含量。 ⑵改善焊縫結晶組織 碳鋼和低合金鋼主要通過向焊縫添加某些合金元素,如Mo、V、Ti等,以改變結晶組織形態,細化晶粒從而提高抗裂性。
2817 2
金屬加工前沿 ??? 3年前
不同流道布置的平板式固體氧化物燃料電池蠕變損傷研究 
上連接體經過 24 000 h 蠕變后最先達到損傷臨界值,裂紋萌生。圖10為逆流條件下平板式SOFC上連接體失效位置云圖,上連接體于 24 000 h 蠕變后,達到損傷臨界值 0.99,裂紋開始萌生,此時出現兩個起裂位置,分別位于兩側燃料流道入口 0.2 mm 處;蠕變48 700 h 后,出現新的起裂位置,位于流道出口0.2 mm 處。
5508 6 1
學時習 ??? 2年前
9Ni鋼焊接工藝 
5.3.2 在焊接收弧時一定要填滿弧坑,在收弧處多停留一會,避免產生弧坑裂紋。如出現弧坑裂紋,應立即打磨處理。 5.3.3 為了保證9Ni鋼的低溫韌性和SSC試驗結果,焊接熱輸入量的控制非常重要,焊接電流不宜過大,宜采用快速多道焊以減輕焊道過熱,并通過多道焊的重新加熱作用細化晶粒。
2854 1
化工設備人 ??? 3年前
20條/頁 
 190
190 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
