



RP 系列 激光分析設計軟件 | 多模光纖( 第四部分) 
纖芯通常很大——不比整根光纖小多少(見圖 1)。 圖 1: 單模光纖(左)的纖芯與包層相比非常小,而多模光纖(右)的纖芯很大 同時,數值孔徑往往比較高——例如,0.3。這種組合導致很大的 V 數,進而導致大量的模式。
2127
墨光科技 ??? 3年前
Ansys Zemax | 多模光纖耦合 
由于我們假定軸上的點光源位于物方無窮遠處,所以視場大小(擴展光源的大小)為零,因此由“文件”選項控制的光源的形狀并不重要。“圖像大小”選項確定了像面上的你需要仿真的區域大小; 你也可以把它看作是探測器的大小。這里,我們將限制光線的數量為10000,以加快計算速度。 IMAE 操作數 耦合效率僅2%左右,這一結果顯示在幾何圖像分析窗口下方的文本中。
2336
宇熠科技 ??? 3年前
RP 系列 激光分析設計軟件 | 無源光纖( 第三部分) 
然而不幸的是,這帶來了一些麻煩:由于折射率對比度現在非常弱 (0.0002),因此光纖對因制造條件不完全控制而導致的微小隨機折射率變化極為敏感。對于當前可用的技術,0.024 的 NA 被認為是不切實際的小。即使基于該設計制造出完美的光纖,它也會對彎曲非常敏感。圖 2 顯示了一個數值模擬,其中反向彎曲半徑沿光纖線性增長。在右側,彎曲半徑達到 1 m。
2124
墨光科技 ??? 3年前
Ansys Zemax|多模光纖耦合 
由于我們假定軸上的點光源位于物方無窮遠處,所以視場大小(擴展光源的大小)為零,因此由“文件”選項控制的光源的形狀并不重要。“圖像大小”選項確定了像面上的你需要仿真的區域大小; 你也可以把它看作是探測器的大小。這里,我們將限制光線的數量為10000,以加快計算速度。IMAE 操作數耦合效率僅2%左右,這一結果顯示在幾何圖像分析窗口下方的文本中。
2360
宇熠科技 ??? 10月前
RP 系列 激光分析設計軟件 | 無源光纖( 第十二部分) 
模間色散多模光纖還有另一種色散:模間色散。這意味著不同的模式(見第 2 部分)具有不同的群速度;我們已經在第 4 部分討論了模間色散。如果將超短脈沖入射到光纖中,會使多個模式被激發,并且相應的模式到達輸出端的時間是不相同的。圖 3 顯示了輸出功率與時間的關系,其中 200-fs 脈沖穿過 50 cm 的階躍折射率光纖。輸入脈沖的空間輪廓為高斯分布,但他并不是與光纖軸完全對齊。
1908
墨光科技 ??? 3年前
Moldex3D模流分析之金屬工業中心以Moldex3D光學模塊優化雷射投影機數組鏡片 
如何優化成型參數是控制光學鏡片質量高低的關鍵。本案例產品為雷射投影機的數組鏡片,目標為藉由仿真分析找出最佳制程參數,以降低雙折射現象、改善產品翹曲和光折射均勻,并希望能將殘留應力降低。圖一 本案例產品為雷射投影機的數組鏡片金屬工業中心利用Moldex3D光學模塊仿真原始設計和設計變更。設計變更的部分包括模溫、射速、保壓壓力和保壓時間等。
2160
Moldex3D 中國 ??? 3年前
CATIA DMU數字樣機如何應對數模設計審核流程 
這種DMU也是實時在線的,通常與項目任務的發放、數模設計問題的管理、跟蹤、更新和反饋有關。通過這樣的階段性的DMU檢查,會得到一版能夠相對成熟的設計數據。 無論我們所說的非正式DMU檢查還是正式的DMU檢查,還是不同層次的DMDR過程。針對每一次的DMU活動,都是可以分為數據組織、審核和執行的。
2142
迅利科技 ??? 2年前
RP 系列 激光分析設計軟件 | 多模光纖( 第六部分) 
不完美光纖接頭的耦合損耗一個常見問題是耦合損耗有多大,例如在機械接頭處,當存在某種缺陷時,例如:纖芯的平行偏移,纖維軸方向之間的偏差,核心尺寸不匹配,或光纖末端之間的氣隙。事實證明,對于單模和多模光纖,有些答案是完全不同的。單模光纖計算單模光纖的耦合損耗相對容易。
2092
墨光科技 ??? 3年前
Moldex3D模流分析之共射成型模組 
當 f = 0為未填滿,當 f = 1為完全填滿,接口波前在流動末端 f 在0與1之間的元素上。波前發展依據以下質傳方程式: 在熔膠充填階段,速度與溫度由熔膠入口處決定。于射出過程,流率由熔膠入口處決定。在模壁上,熔膠邊界層不滑動,模溫預設為定值。
2183
Moldex3D 中國 ??? 2年前
RP 系列 激光分析設計軟件 | 多模光纖( 第七部分) 
圖 4 顯示了所有模式的數值模擬彎曲損耗如何取決于彎曲半徑:圖 4: 彎曲損耗與光纖不同導模的彎曲半徑的函數關系。下一期將介紹第七部分:傳播損耗敬請關注!
2105
墨光科技 ??? 3年前
邁向智慧制造之路CAE工程師試模認證課程 

想知道如何在瞬息萬變的全球市場中保持增長并為您的業務提供新的競爭優勢,那您絕對不能錯過!
1483
Moldex3D 中國 ??? 3年前
如何應用數位轉型對應人力缺口問題 
數位轉型的效益過去,工廠機臺管理多以人工為主,當問題發生時辦公室人員也不會馬上知道,信息傳遞不實時。現在,透過IoM將射出機完成系統可視化整合,辦公室也可以透過遠端實時廣告牌發現異常閑置,實時做提醒。從原先需靠人員抄寫現場訂單狀況,每日需花120分鐘作業。如今完成數位升級后,系統實時輸入和顯示狀態,無須人工抄寫作業,提升工作效率75%。
2163
ACMT協會 ??? 2年前
Moldex3D模流分析之共射成型模塊提供強力的建模解決方案 
從皮層比結果來看,吹穿的核芯層材料完全充填剩余的模穴,并顯示0%皮層比。當吹穿現象發生時,使用者應減少核芯層材料注入時間的體積充填比。使用流動波前時間(皮層)結果來觀看更動態的核芯層材料吹穿顯示,用戶可清楚看見芯層材料露出的位置。如果流動波前發展過程的顯示被默認的顏色所干擾,用戶可點擊動畫選項并勾選單色,以關掉流動波前的顏色顯示。
3160
Moldex3D 中國 ??? 6月前
Moldex3D模流分析之充填保壓標簽 
?模溫:模具溫度是定義模座和塑件間的溫度邊界條件,程序會假設邊界溫度分布一致。 ?沖膠時間:沖膠時間是定義以不可壓縮性材料完全充填模穴所需時間,考慮模穴體積(塑件體積+冷流道體積)以及充填時間,Moldex3D Flow solver會給定一個體積流率,進而定義出流率多段設定,然而在充填結束后的計算波前時間會與沖膠時間不同。 ?合模時間:材料熟化時間。
2596 2
Moldex3D 中國 ??? 2年前
Lumerical案例 | 垂直腔面發射激光器(VCSEL)結構導入、反射率和冷腔模擬 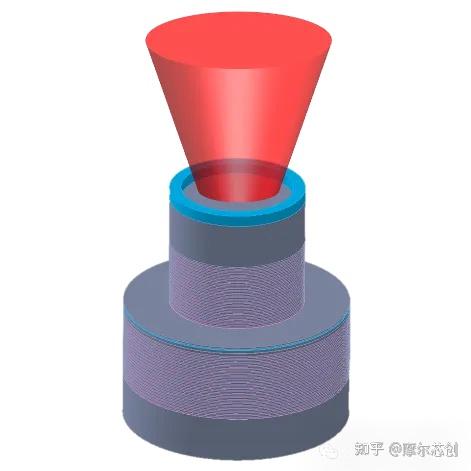
繪制了每種模式的頻率與模式數和傅里葉指數的關系圖。如下所示,對于傅里葉指數1,在指定頻率附近僅發現了四種模式。模式1和傅里葉指數1的電場和磁場分量如下所示。該模式主要為TE模式,但由于其Ez分量較大,因此并非完全為TE模式。注意:由于VCSEL設計工具采用圓柱對稱性,雖然結果查看器中顯示的是笛卡爾坐標軸名稱,但結果實際上是圓柱坐標系的。
2132
摩爾芯創 ??? 4月前
如何計算一個側面泵浦棒的簡單激光器諧振腔的熱透鏡效應 
光束傳播編碼(BPM)拋物線近似和ABCD矩陣碼不能應付某些情況。在這些情況下,FEA結果可以被選作光波光束傳播編碼的輸入。光束傳播編碼可以給出一個傳播中的波前與高溫熱變形晶體的相互作用的完全3D模擬,并且不使用拋物線近似。這里僅給出如何在默認設置下啟用BPM碼的簡短介紹。具體操作讀者請參考使用手冊。
2537
追光ing ??? 10月前
LASCAD:如何計算一個簡單激光腔中端面泵浦棒的熱透鏡 
其中一個顯示反射鏡右端面的模分布,如圖18所示;另一個窗口顯示光束半徑的收斂性與腔迭代次數的增加的關系,如圖19所示。圖19所示的收斂性極限與圖12模式圖左邊放大所示的模光斑大小相當一致。 關于如何運行多模工作時的BPM代碼,請參閱指南2的詳細介紹。圖19 圖20
2499
追光ing ??? 1年前
Moldex3D模流分析之汽車電池制造商借助模流縮短70%模具開發時間 
然而,要如何消弭設計和生產之間的距離,仍存在許多不確定性,例如:試模上的限制、制程參數了解不足..等等。對于塑料件和模具設計團隊而言,要確保可制造性又是一大挑戰,因為塑料相當復雜,產品質量經常會因為不同的參數結合或是不同條件下而產生變異。經過長時間的耕耘,累積近二十年的產業經驗,電池知名制造商Ramcar Technology Incorporated(RTI)致力于設計各式塑料射出件。
2088
Moldex3D 中國 ??? 3年前
ZEMAX | 如何使用ZOS-API創建自定義操作數 
這些模式通常可以分為兩個類別:1) 完全控制(獨立模式和自定義擴展模式),這種情況下,用戶通常完全控制鏡頭設計和用戶界面;2) 有限訪問(自定義操作數模式和自定義分析模式),這種情況下,用戶使用現有鏡頭文件的副本進行處理和分析。本文的主要目標是討論自定義操作數模式。此模式幾乎與自定義分析 (User Analysis) 模式相同,只是它常創建用戶自定義操作數來進行自定義數據計算。
2439
宇熠科技 ??? 4年前
錯誤的注塑模具溫度(注塑技術大神絕對不說的秘密) 
現在我們用通俗的語言來解釋一下這個現象,解釋一下如何合理的選擇模具溫度,文筆有限,說得不對還請多多指教!
2642
Im智能注塑 ??? 4年前
20條/頁 
 24
24 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
