



利用CFD方法進行多模腔的流道設(shè)計 | FLOW-3D案例 
一、緒論在高壓鑄造中模具常會以一模多腔的方式來生產(chǎn)鑄件,可以讓整體的產(chǎn)能提高,所以流道的設(shè)計一直是壓鑄的關(guān)鍵因素,需根據(jù)模腔的體積來調(diào)整每個分流道的截面面積,確保每個模腔能夠同時填充并且具有相同的填充時間,用戶可通過計算機輔助仿真進行模具設(shè)計的評估,讓設(shè)計者能夠依據(jù)分析結(jié)果進行修改設(shè)計來提高鑄件的質(zhì)量。
2703
FLOW3D 流體仿真 ??? 1年前
日本精致模具設(shè)計:排氣頂針模具技術(shù)案例 
圖 5: 防止拉絲主流道澆套:防止拉絲射嘴 (圖6)進澆口突出防止 ,增加流量的設(shè)計: 進澆點的特殊設(shè)計澆套,運用在模具上,避免產(chǎn)品上有突點的問題。
3476 1
ACMT協(xié)會 ??? 2年前
射出模具數(shù)字化設(shè)計與智能制造技術(shù)分析 
此時,所有普通頂針在限位桿和射出機合模力的作用下,不會出現(xiàn)任何位移或運動情況,而兩個膠口頂針完成所有動作指令后,模具內(nèi)部的側(cè)澆口就會被切斷。等產(chǎn)品冷卻,過程結(jié)束后,技術(shù)操作人員就可依射出模具的三板模落實開模動作。此時,射出機受到的開模力會將束口流道處的流道凝料給拉斷,在拉料銷作用下,流道凝料會有部分留在脫料板上,另一部分則流進模具型腔內(nèi)。
3934 2 1
ACMT協(xié)會 ??? 2年前
Moldex3D模流分析之建準電機應用Moldex3D優(yōu)化熱流道設(shè)計 
結(jié)果顯示,優(yōu)化后熱澆道壓力下降達50%,且呈現(xiàn)穩(wěn)定趨勢,證明改善流道溫度分布后可有效的改善成型效益,Moldex3D的溫度分析與實際的內(nèi)部看不到情況是相符的。利用Moldex3D 可讓非熱流道設(shè)計廠商也能夠參與或擁有熱流道設(shè)計概念,提升模具與產(chǎn)品生產(chǎn)能力。
2304
Moldex3D 中國 ??? 3年前
游樂場滑梯大型注射模具設(shè)計+3d 
這些塑件的模具,澆注系統(tǒng)的設(shè)計不能全靠經(jīng)驗來設(shè)計。多數(shù)需要采用模流分析來確定優(yōu)秀的澆注系統(tǒng)設(shè)計方案。游樂場滑梯的澆口數(shù)量,經(jīng)過模流分析,采用YODU熱流道系統(tǒng),需要三點澆口。
2136
模具論壇 ??? 4年前
60歲老設(shè)計師總結(jié) 230條模具設(shè)計經(jīng)驗,珍貴的資料! 
16.大模具模仁的側(cè)面壓緊塊應該設(shè)計成鎖緊后底于分模面0.5-1.0mm,以防干涉。17. PC+GF20 收縮率3/100018.POM 收縮率正常為20/1000,但有時局部會達30/1000。19.為防止?jié)摲綕部谠诓科讽敵鰰r刮傷部品,在流道離潛伏式澆口2-4mm 處增加一鍥形塊,高約為流道一半,夾角為單邊10°,供頂出時折斷澆口。
3205 1
UG模具設(shè)計材料 ??? 3年前
應用 CAE 模流分析技術(shù)在閥式熱澆道系統(tǒng)之模具設(shè)計 
本文藉由一件保險桿分析,透過多項參數(shù)比較閥式澆口的設(shè)計優(yōu)勢。 何謂熱澆道系統(tǒng)熱澆道模具是將傳統(tǒng)式模具或三板式模具的澆道與流道經(jīng)加熱,于每一成形時即不需要取出流道和澆道的一種嶄新設(shè)計且在射出成形模具產(chǎn)業(yè)中扮演關(guān)鍵零件性角色,它提供著射出成形模具中從射出機的噴嘴處到模具的模穴之間塑料流動的控制。
2230 5
型創(chuàng)科技2023 ??? 3年前
Moldex3D模流分析之使用設(shè)計微流道特征 
圖三 原始設(shè)計的模擬和實驗結(jié)果比較接下來進行第二個案例中控制變因的優(yōu)化,可觀察到短射現(xiàn)象的模擬結(jié)果與實驗相符(圖四)。圖四 優(yōu)化設(shè)計之后的模擬和實驗結(jié)果比較結(jié)果透過Moldex3D的分析,都柏林大學研究團隊得以探查出微流道芯片中微特征之充填行為和計算參數(shù)之間的關(guān)聯(lián),并重現(xiàn)微結(jié)構(gòu)的充填不完全行為。如此一來可確保微特征充填的真正問題能被預測出來,及時做出調(diào)整。
1895
Moldex3D 中國 ??? 3年前
塑膠模具與壓鑄模具在設(shè)計中的8大區(qū)別以及注意事項 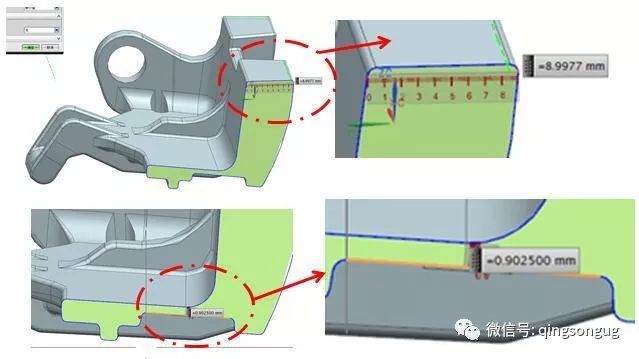
二、進膠的設(shè)計區(qū)域1.壓注模流道設(shè)計的越大越好,盡量避免壓力損失。2.流道設(shè)計過程中一定要順暢,盡量要圓弧過渡,不能的臺階產(chǎn)生。3.進膠點厚度一定要薄,但一定要寬,進膠厚度控制在0.3~0.8MM以內(nèi)。4.流道可以二次回收,對產(chǎn)品強度不存影響。三、排氣的設(shè)計區(qū)域1.為了確保產(chǎn)品的質(zhì)密度以及強度,排氣盡量多。
3938 2
張偉一 ??? 2年前
清潔機器人底殼注射模具設(shè)計+3d 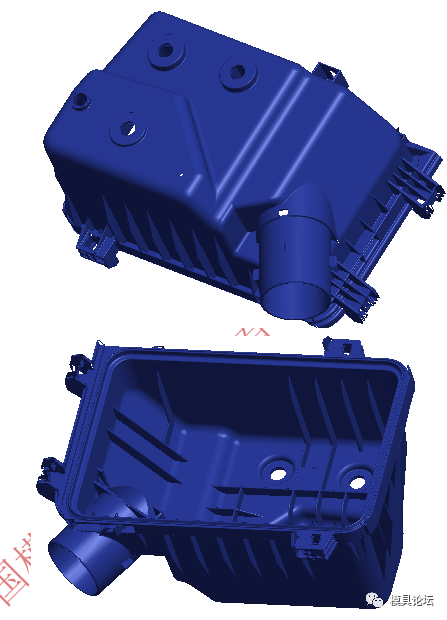
模胚為非標模胚6075,模胚邊緣設(shè)計了兩處斜度定位塊。圖2 模具設(shè)計排位圖圖3 滑塊及其分型面設(shè)計圖4 氣缸驅(qū)動針閥式熱嘴為了提升制品品質(zhì),縮短注塑周期,節(jié)約塑膠原料,采用了針閥式熱流道系統(tǒng),針閥式熱流道系統(tǒng)比開放式熱流道系統(tǒng)有更好的產(chǎn)品品質(zhì)。
2321
模具論壇 ??? 3年前
UG NX畫模具結(jié)構(gòu)設(shè)計要點大全,值得收藏! 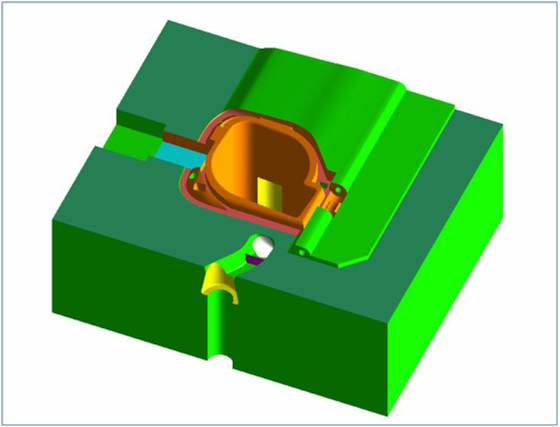
87.設(shè)計前,與客戶對圖面打合(分型面的確定、頂針位置的確定、倒溝的處置方式、澆口位置與形狀、肉厚與縮水的關(guān)系、公差大小等的進一步的確認)是非常必要的,這對進一了解客戶的設(shè)計意圖、增加設(shè)計命中率是非常必要的,這是設(shè)計者首先應該樹立的觀念,設(shè)計者不能自作主張。 88.熱流道一般適用于量產(chǎn)24 萬件以上的塑料模。
3819
張偉一 ??? 3年前
滴壺+三通+手柄注塑模具設(shè)計+3d 
滴壺的頂出為司筒頂出,由于塑件直徑較大,動模芯較長,熱量較多,需要在司筒針的中心設(shè)計冷卻回路,司筒針運水連接板見圖5和圖6所示。圖2 滴壺+三通+手柄模具圖圖3 分模面流道圖由于PVC為具有腐蝕性的塑料,其模具鋼材必須采用不銹鋼。因此,本套模具的前后模仁鋼材采用S136H.
2106
模具論壇 ??? 4年前
應用 FLOW-3D(x) 鋁壓鑄件的流道設(shè)計優(yōu)化 
產(chǎn)品說明 模腔配置: 一模四腔 產(chǎn)品尺寸: 57 X 25 X 27 mm 模具設(shè)計重點: 產(chǎn)品左右兩側(cè)以滑塊成型,滑塊行程及滑塊大小會限制模具尺寸,在成型考慮下,希望鋁液能夠同時進入四個模腔, 希望以 FLOW-3D (x) 對流道尺寸設(shè)計優(yōu)化。2.
2625
FLOW3D 流體仿真 ??? 1年前
UG NX熔噴模具衣架式進膠設(shè)計要點 
吹氣板間隙設(shè)計要點 噴絲板導向斜度設(shè)計:60度以上 流道充填時間控制在1~2S以內(nèi),才能確保在噴射的過程中長度的一致性。
2096
張偉一 ??? 3年前
ANSYS-Fluent在兩級永磁螺桿空壓機內(nèi)部流道設(shè)計中的應用 
既然兩級空壓機的性能更加突出,那么對兩級之間的流道設(shè)計也是整個兩級空壓機設(shè)計的重要一環(huán),如何設(shè)計出更加優(yōu)秀的內(nèi)部流道呢?我們可以從理論分析與有限元仿真相結(jié)合的方法對其進行設(shè)計優(yōu)化。圖1 流道截面圖 首先利用流體力學相關(guān)知識對其流道初步設(shè)計,圖1是公司的某款兩級壓縮的內(nèi)部流道的截面三維圖。
2354
雙螺桿泵 ??? 2年前
應用 FLOW-3D(x) 鋁壓鑄件的流道設(shè)計優(yōu)化
產(chǎn)品說明 模腔配置: 一模四腔 產(chǎn)品尺寸: 57 X 25 X 27 mm 模具設(shè)計重點: 產(chǎn)品左右兩側(cè)以滑塊成型,滑塊行程及滑塊大小會限制模具尺寸,在成型考慮下,希望鋁液能夠同時進入四個模腔, 希望以 FLOW-3D (x) 對流道尺寸設(shè)計優(yōu)化。2.
2494
FLOW3D 流體仿真 ??? 1年前
塑膠模具「雙色模」前模頂出設(shè)計方案以及注意事項 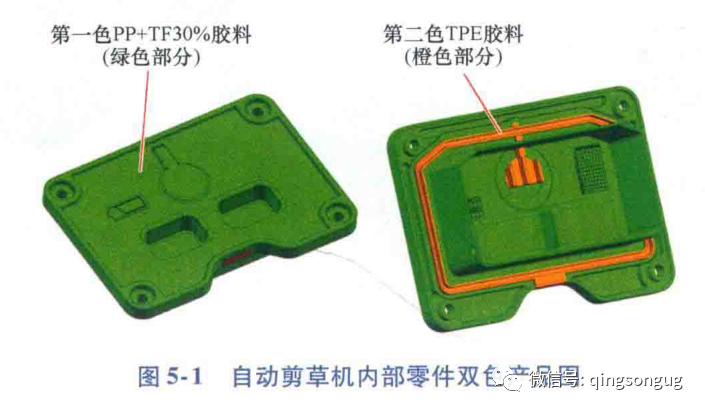
模具點評:1,前期與材料廠商評估兩種材料的黏合性是否可以滿足。2,硬膠成型后前模追加頂針,確保開合模頂針板能順暢開合的機構(gòu)可靠性。3,硬膠避空位與封膠位的間隙合理設(shè)計。4,模具注嘴位置要與注塑機炮筒位置一致性。5,模具上的頂針板孔位與樣式要與注塑機進行匹配。6,硬膠熱流道轉(zhuǎn)分流道時,在模具旋轉(zhuǎn)180度時,需要做避空處理。
3639
UG模具設(shè)計材料 ??? 3年前
【機械設(shè)計】模具滑塊(行位)結(jié)構(gòu),搞懂了輕松做設(shè)計 
為了防止產(chǎn)品粘前模所以設(shè)計行位延時開模,前后模已打開一部分但是行位還沒有滑動,通過行位把產(chǎn)品夾住(有扣位)保證產(chǎn)品在后模。產(chǎn)品柱子大部分在行位上,所以行位要設(shè)計運水冷卻! 案例4: 案例5: 頂針不可以在兩個工件一邊一半鉆孔頂出運動!!,在它外面加流道頂針套子或流道鑲件。否則由于兩工件可能錯位夾住頂針易插燒。
5770 1 1
機械工程師 ??? 4年前
運用CAE 模流分析解決網(wǎng)孔毛邊之模具設(shè)計 
而在模具設(shè)計時,網(wǎng)孔區(qū)域應特別引起重視,因為其流動阻力大,壓力損失高,極容易形成充填短射,需要較高的充填壓力;但過高的充填壓力,也容易使其產(chǎn)生毛邊溢料,在模具加工時,此區(qū)域就要做相應的預留,使其能夠配合更緊密。無論是出現(xiàn)短射還是毛邊,模具的維修成本都比較高,所以在設(shè)計時,澆口位置和流道大小的選擇就相當重要。那么,怎樣在多種方案中挑選最佳設(shè)計,使出現(xiàn)上述不良的幾率降至最低呢?
2584 8 4
ACMT協(xié)會 ??? 2年前
防護屏外罩注射模具設(shè)計+3d 
針對塑件形狀,模具設(shè)計排位采取1出2,模胚為標準模胚CT 4050 A130 B100 C120,澆口為側(cè)澆口,從塑件側(cè)面一點進膠。為了避免塑件在注塑時產(chǎn)生批鋒,最有效的措施是設(shè)計成硬模,即對前后模仁進行熱處理。模具材料為1.2344,熱處理48~52HRC,模具設(shè)計圖見圖2. 3D分模時,需要將流道部分做成平位,便于塑膠流動,分型面要作順滑。
1947
模具論壇 ??? 4年前
20條/頁 
 85
85 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
