



基于壓鑄車門的設計與仿真 
(2)為了提高壓鑄件的強度和壓鑄件的流道數量,可以 考慮用粗糙度要求相對較低的地方作為加強筋,同時提高零 件的壓鑄參數。 此處根據模流分析結果對車門增設加強筋, 一方面提升車門的機械性能,另一方面可以降低壓鑄的缺 陷。 經過綜合考慮,此處選用“#”字型加強筋設于車門外板 內部與車門內板下半部分。 具體示意圖如圖1所示。(3) 每一處都要注意給零件留有一定的拔模角度。
4069 3 1
清風徐來asd ??? 2年前
利用CFD方法進行多模腔的流道設計 | FLOW-3D案例 
一、緒論在高壓鑄造中模具常會以一模多腔的方式來生產鑄件,可以讓整體的產能提高,所以流道的設計一直是壓鑄的關鍵因素,需根據模腔的體積來調整每個分流道的截面面積,確保每個模腔能夠同時填充并且具有相同的填充時間,用戶可通過計算機輔助仿真進行模具設計的評估,讓設計者能夠依據分析結果進行修改設計來提高鑄件的質量。
2701
FLOW3D 流體仿真 ??? 1年前
應用 FLOW-3D(x) 鋁壓鑄件的流道設計優化 
流道設計 FLOW-3D (x) 能夠直接讀取 NX 的prt圖文件,直接抓取特征參數并且進行計算,因此在流道設計時我們做了一些修改,改以拉伸+左右偏置尺寸建立流道的基本厚度 (后面再加上拔模以及圓角特征),這樣是為了減少圖面建立時可能發生的錯誤。
2625
FLOW3D 流體仿真 ??? 1年前
應用 FLOW-3D(x) 鋁壓鑄件的流道設計優化
流道設計 FLOW-3D (x) 能夠直接讀取 NX 的prt圖文件,直接抓取特征參數并且進行計算,因此在流道設計時我們做了一些修改,改以拉伸+左右偏置尺寸建立流道的基本厚度 (后面再加上拔模以及圓角特征),這樣是為了減少圖面建立時可能發生的錯誤。
2493
FLOW3D 流體仿真 ??? 1年前
Moldex3D模流分析之建準電機應用Moldex3D優化熱流道設計 
挑戰1、系統壓力損失過大問題2、提升生產效益解決方案原設計在充填初期時,料溫在熱澆道內已經呈現偏低趨勢。料溫較低的塑料經過閥澆口時,會影響射出甚至有阻塞風險。優化設計后的熱流道,改變流道尺寸及線圈設計,經實際驗證,射出穩定性高且損失壓力低,證明經設計變更后能有效改善熱流道溫度下降問題,并使穩定性提升,整體的成型效益提高。
2302
Moldex3D 中國 ??? 3年前
ANSYS-Fluent在兩級永磁螺桿空壓機內部流道設計中的應用 
既然兩級空壓機的性能更加突出,那么對兩級之間的流道設計也是整個兩級空壓機設計的重要一環,如何設計出更加優秀的內部流道呢?我們可以從理論分析與有限元仿真相結合的方法對其進行設計優化。圖1 流道截面圖 首先利用流體力學相關知識對其流道初步設計,圖1是公司的某款兩級壓縮的內部流道的截面三維圖。
2354
雙螺桿泵 ??? 2年前
變速箱外殼壓鑄工藝的內澆口設計 
案例1 完整填充動畫 案例2 完整填充動畫依據最佳模具設計的步驟,此初步分析進料方向,所以會忽略流道、模腔中的真空度、壓室模擬或渣包,這些設計通常在之后合并到更完整的模型中。
2422
FLOW3D 流體仿真 ??? 1年前
【工藝知識】壓鑄件的表面處理,產品結構設計你真的需要看看! 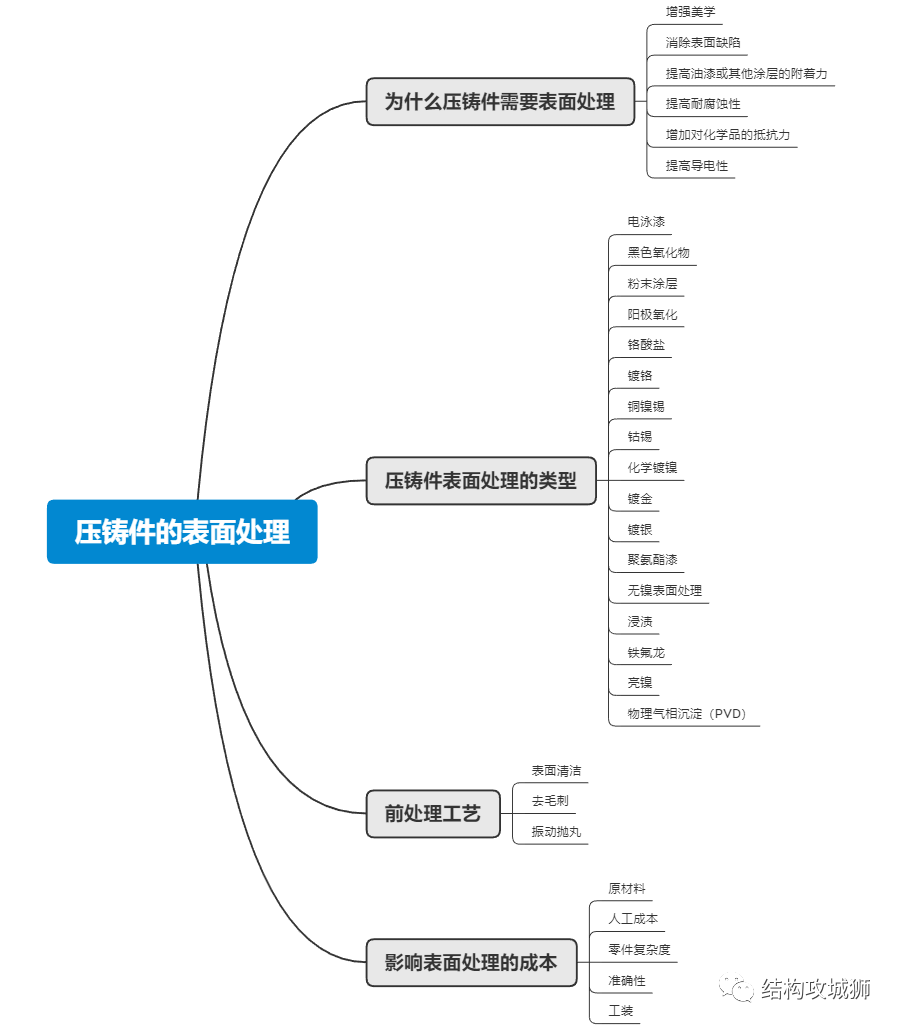
表面處理是壓鑄行業不可或缺的一部分。如果您正在尋找有關壓鑄零件表面處理的簡單信息,通過閱讀本文,你會了解壓鑄件的表面處理、其類型和重要性。 一、為什么壓鑄產品需要表面處理?表面處理對于壓鑄表面很重要,因為它使最終產品看起來更精細,美觀、使用壽命更長。
3293
機械工程師 ??? 3年前
塑膠模具與壓鑄模具在設計中的8大區別以及注意事項 
二、進膠的設計區域1.壓注模流道設計的越大越好,盡量避免壓力損失。2.流道設計過程中一定要順暢,盡量要圓弧過渡,不能的臺階產生。3.進膠點厚度一定要薄,但一定要寬,進膠厚度控制在0.3~0.8MM以內。4.流道可以二次回收,對產品強度不存影響。三、排氣的設計區域1.為了確保產品的質密度以及強度,排氣盡量多。
3935 2
張偉一 ??? 2年前
Moldex3D模流分析之使用設計微流道特征 
圖三 原始設計的模擬和實驗結果比較接下來進行第二個案例中控制變因的優化,可觀察到短射現象的模擬結果與實驗相符(圖四)。圖四 優化設計之后的模擬和實驗結果比較結果透過Moldex3D的分析,都柏林大學研究團隊得以探查出微流道芯片中微特征之充填行為和計算參數之間的關聯,并重現微結構的充填不完全行為。如此一來可確保微特征充填的真正問題能被預測出來,及時做出調整。
1893
Moldex3D 中國 ??? 3年前
UG丨這些壓鑄模設計的原則,你知道嗎? 
03左中括號流道及排渣系統設計左中括號1.分流錐上面料餅的主流道要做到圓表面積的1/3以內。這樣防止冷料快速進入型腔前就封閉了分型面。2.分流錐上面主流道要做成“W”形狀,料餅厚度做到15-20mm.3.一般主流道的長度做到30-35mm,且單邊做5-10°的出模。4.一般橫流道最好是拐彎,且做成2個臺階以上,防止冷料通過橫流道進入型腔,導致產品表面冷隔紋。
2532 1
模具社 ??? 3年前
Moldex3D模流分析之金屬成型解決方案 
鑄造工藝過程復雜,影響鑄件質量的因素很多,往往由于流道設計、工藝方案不合理,生產操作不當、材料問題等原因,會使鑄件產生各種鑄造缺陷,如:氣孔、縮孔、砂眼、氣泡、冷隔、澆不足、裂紋等問題。大多數的企業往往通過經驗設計流道和模具結構,再通過反復試模和修模解決問題。這樣帶來的結果:設計周期長、廢品率高、人工和生產成本高、交貨周期長。
2205 1 1
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之金屬成型解決方案 
鑄造工藝過程復雜,影響鑄件質量的因素很多,往往由于流道設計、工藝方案不合理,生產操作不當、材料問題等原因,會使鑄件產生各種鑄造缺陷,如:氣孔、縮孔、砂眼、氣泡、冷隔、澆不足、裂紋等問題。大多數的企業往往通過經驗設計流道和模具結構,再通過反復試模和修模解決問題。這樣帶來的結果:設計周期長、廢品率高、人工和生產成本高、交貨周期長。
2121
Moldex3D 中國 ??? 3年前
CREO flow analysis流體仿真CFD實戰課:某電器水冷流道多方案對比優化設計 

根據某機柜內電器“液(水)冷板”的多個流道設計方案,以仿真的手段進行優劣對比。本視頻主要內容如下:一、水冷板工作環境分析,水冷板設計方案介紹;(5分鐘)二、梳理仿真思路,對原始模型的簡化思路以及簡化操作;(5分鐘)三、對原設計的A流道方案和B流道方案,作仿真前對比和分析。
1213
王鑫敏 ??? 3年前
壓鑄模擬-梁形鋁合金壓鑄件變形研究 
該現象是由于鑄件與流道之間的冷卻速率造成的。在59s前后,鑄件P1點和流道P2點的溫度差達到最大值。C家精講,初衷是用最短的時間,分享一些鑄造工藝設計與分析的經驗。雖然是點點滴滴,愿能匯流成河,如果鑄友們喜歡,請點“在看”或分享,也歡迎留言。
1946
C3PChina ??? 4年前
V7.4 高壓鑄造工藝設計向導提供更多細節參數 
高壓鑄造工藝參數設計向導頁面更新V7.4 高壓鑄造工藝參數設計向導頁面提供更多細節參數和功能,其中包括: 得料率 投影面積(產品+流道+溢流槽) 鑄造壓力和速度 流量 流道寬度、厚度 壓鑄機機臺數據庫擴充 壓鑄機橫向對比和智能選擇 柱塞直徑選擇 第三階段啟動和停止的時間和位置
1923
C3PChina ??? 4年前
?球場燈壓鑄模PQ實戰案例 3/3 
“中鑄微課”,5月28日,壓鑄件PQ實戰分享敖鴻鵠:06年入行,08年開始模擬分析,壓鑄設計與評估,現場改善,擅長北美壓鑄標準與數據分析。 壓鑄機的實時數據,實際速度與設計速度的差異這個差異,可以說是肯定的,就算有實時反饋,在設計初期,也不具備實時速度數據。
2086
C3PChina ??? 4年前
北美壓鑄協會推薦的填充時間 
北美壓鑄協會推薦的填充時間 什么是填充時間? 金屬液從開始進入模具型腔到充滿型腔所需要的時間。(注意,這個時間不能從流道開始計算,應該從進入內澆口開始計算時間) 填充時間對壓鑄件質量的影響是很明顯的,填充時間長,慢速填充,金屬液內卷入氣體少,但鑄件表面粗糙度高。填充時間短,快速填充,則情況相反。
2542
C3PChina ??? 3年前
鑄造模擬分析:指紋鎖外觀缺陷改善方案 
流道的進澆方式不對,中間直充圓孔特征,容易導致包卷,右側光潔表面也形成了多股熔液交接的流痕。在交流過程中,得到的回復是,別人基本上都是這樣設計的。所以,形式上照抄,但卻不知道為什么要這樣設計? 流道的橫截面積控制不好。明顯導致了流道內部氣體卷入型腔。
1903
C3PChina ??? 4年前
AnyCasting壓鑄局部擠壓功能 附anycasting國標數據庫下載 
關于局部擠壓工藝 普通的壓鑄方法對于形狀復雜、壁厚不均勻的壓鑄件,出于結構原因,在成型過程中無法對最終凝固的區域及時補縮,易出現縮孔缺陷。這是因為液態金屬在較長的流道里凝固速度很快,沖頭傳遞的壓力無法維持到鑄件凝固的終了。
2213
懵懂心 ??? 4年前
20條/頁 
 32
32 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
