



模具設計“脫料結構”如何選取?使用范圍揭秘,你學習了嗎? 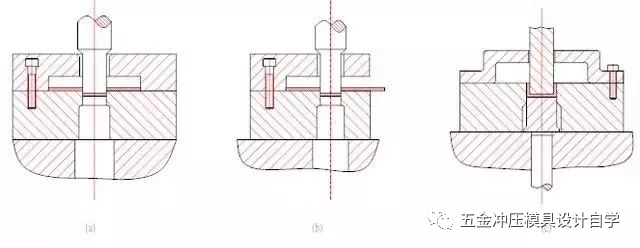
彈性脫料結構,根據工件的形狀、精度及材料不同,又可以設計成不同的結構。脫料板根據需要可以裝在上模中,也可以裝在下模。可以采用無導向結構,也可以采用有導向結構。如果脫料板裝在下模,其所用彈簧或橡皮可安裝在壓力機工作臺的下面。脫料力的大小可調。如果沖裁小件或工件精度要求較高時,一般脫料板本身需要有導向結構。而卸料板與沖頭需要采用H8/h7的配合,而且脫料板對沖頭兼起導向及保護作用。
3779
張偉一 ??? 3年前
基于自動化生產的卡車縱梁落料沖孔模設計 
二是卡車縱梁孔多,沖孔對沖裁力有很大的影響,需對沖頭吃入量進行分級以降低沖裁力,共分為6 級,3mm 分1 級,具體分級見表1,同時在分級設計時考慮盡量不要出現偏載。通過上述設計,沖裁力可由平刃沖裁力39512kN 降至20245kN,實現沖裁力的下降,降低生產過程中振動對沖頭造成的影響。
2129
金屬加工前沿 ??? 3年前
基于有限元分析改善落料沖孔模具上墊板零件的應力與應變 
圖2 模具結構 1—擋料釘2—上模板3—導套4—導柱5—打料桿6—模柄7—上推料板8、9—上墊板10—凸模固定板11—退料桿12—凹模13—推料板14—凸模二15—凸模一16—橡膠17—凸凹模18—凸凹模固定板19—墊板20—下模板21—卸料板3.2 受力分析零件沖裁中心位于圓周的中心處,根據模具結構及工作原理可知,上墊板9主要受凸模一15和凸模二14沖孔時垂直向上的沖裁力作用,推料板
4148
Whitney ??? 2年前
abaqus座椅滾輪拉脫力強度分析 

本視頻介紹abaqus座椅滾輪拉脫力強度分析,本教程詳細介紹了abaqus的基本作,更側重實用技巧,內容包括:材料參數及屬性的設置、約束、螺栓、焊接等設置參數和技巧、分析步、邊界條件和載荷設置、計算錯誤調試、后處理,各種曲線輸出、濾波等操作進行匯總講解,適用于結構分析工程師。通過本視頻學習可以迅速掌握abaqus精要
600 25
任總 ??? 7年前
這兩種脫料板吊裝方式哪種更好?(實戰經驗詳細交流) 
丨話題(fdszlf):這兩種脫料板吊裝方式哪種更好?第一種吊裝方式,有一次因為脫料板有一個牙不好,師傅少裝了一個吊裝螺絲,結果脫料板的小導套把下模板的小導柱刮傷了。脫料板有點傾斜,后來把那個螺絲裝上,就沒事了。(下面模具結構圖的脫料板上的白色導套,下模板上的白色小導柱。)
2066
模具論壇 ??? 4年前
【專業知識】最全的沖壓工藝與產品設計知識大匯總 
缺點:不能承受很大的拔脫力或剪切力。抽孔沖鉚:起固定連接作用。抽孔翻鉚:起旋轉軸的作用。b)作為連接螺母使用抽孔設計的注意點及沖頭尺寸:原則:a)必須保證有足夠的材料流動(即,必須計算抽孔可行性)。b)作為翻鉚使用時,必須控制抽孔的外徑(尺寸標外徑)。注意:模具對抽孔的內、外徑都可以控制 ,沖頭控制內徑;凹模控制外徑,但不能同時控制。
3104 1
機械工程師 ??? 3年前
沖壓拉伸件的缺陷及其預防措施 
◆ 如是由于沖裁件形狀復雜且內孔較多時剪切力不均勻增大壓料力,沖裁前就壓緊條料或者采用高精度的壓力機沖裁。◆ 板材在沖裁前應進行校平,如仍無法消除翹曲變形時可將沖裁后工件通過校平模再次校平。◆ 定時清除模具腔內的贓物,薄板料表面進行潤滑,并在模具結構上設有通油氣孔。 5沖裁時,沖裁件的外緣和內孔精度降低尺寸發生變化。
1931
模具設計UG編程教學 ??? 4年前
老師傅總結:沖壓件常見不良及對策,有你想要的么? 
對策沖裁間隙要選擇合理;在模具結構上應增加壓料板(或托料板)板材與壓料板平面接觸并有一定的壓力;檢查凹模刃口如發現有反錐度則必須將沖模刃口修整合適;如是由于沖裁件形狀復雜且內孔較多時剪切力不均勻增大壓料力,沖裁前就壓緊條料或者采用高精度的壓力機沖裁;板材在沖裁前應進行校平,如仍無法消除翹曲變形時可將沖裁后工件通過校平模再次校平;定時清除模具腔內的贓物,薄板料表面進行潤滑
1969
模具設計UG編程教學 ??? 4年前
沖裁加工怎么做到雙面無毛刺?本文給你揭曉! 
下圖3是平壓后的狀態要達到想要的的平壓工序,適合的半量沖裁工序壓入量是必須的,太淺是不能形成虛擬凸模、虛擬凹模的,而且一旦太深的話,平壓前就被沖裁掉了,所以我們要避免材料咬合就要選用負間隙下圖4是分離后的形狀,這時候我們來與圖1進行比對,在加工最終完成尺寸這一塊,沖切過后的外形尺寸和半量沖裁的凸模尺寸是基本一致的,但是跟普通的落料沖裁還是有區別的此外,我們要在負間隙沖裁的刀口下模中設計脫料塊
2638
模具社 ??? 3年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
沖壓件設計注意事項沖裁沖壓件的沖壓工藝性1).沖裁件的形狀和角度:沖裁件的形狀設計應盡可能簡單、對稱,使排樣時廢料最少。沖裁件拐角應避免銳角,宜有適當的圓角2).沖孔最小孔徑 (沖孔時孔徑不宜太小)最小尺寸如下表沖裁件的結構尺寸(如孔徑、孔距等)必須考慮材料的厚度。3). 最小孔間距 和孔邊距沖裁件的孔與孔之間、孔與邊緣之間的距離不應過小。4).
5978 2
金屬加工前沿 ??? 3年前
【產品設計】鈑金件常用的結構設計形式,鉤,橋,彈片。。。你都聽說過嗎? 
圖中鉤的兩個平面之間的距離為1.2mm,另一鈑金件的料厚為0.8mm,兩者之間的間隙為0.4mm。鉤的中部有一向上的斜角,待固定的鈑金零件開口中部也有一倒角,能起到很好的導向的作用,可以很輕松的裝配。這種機構前面還有一連接小條,并且兩個零件能使其兩個面緊緊裝配在一起,還能很有效的防止兩零件因作用力過大而使彎鉤變形脫開的情況發生。
4197
機械工程師 ??? 4年前
減少沖裁間隙效果最差,試試這三種工藝 
以上為基本工藝類型,對于精沖現出現了一個新工藝,就是在上下模靠近刀口位置加突刺,合模壓料時刺入材料中以達到防止應力變形,然后減少沖裁間隙以達到效果。突刺的原理是在沖孔前將材料壓死,刺入材料中形成橫向的側向力,以防止在沖裁過程中材料被拉入刀口內部形成塌角。
2039
UG編程模具設計實戰 ??? 4年前
減少沖裁間隙效果最差,試試這三種工藝 
以上為基本工藝類型,對于精沖現出現了一個新工藝,就是在上下模靠近刀口位置加突刺,合模壓料時刺入材料中以達到防止應力變形,然后減少沖裁間隙以達到效果。突刺的原理是在沖孔前將材料壓死,刺入材料中形成橫向的側向力,以防止在沖裁過程中材料被拉入刀口內部形成塌角。
1849
模具設計UG編程教學 ??? 4年前
五金沖壓模具沖裁間隙與公差,對照 
脫料墊板 沖子及導柱銷孔 +1 +0.10 內脫料板外形 +1 +0.10 下墊板 落料孔 +1 +0.10 下模座 落料孔 +1.5 ±0.01
3037 1
模具設計UG編程教學 ??? 4年前
精度較高的五金沖壓件所用復合模正倒裝的比較 
3、生產操作: 倒裝復合模廢料自漏料孔中排出,有利于清理模具工作面,生產操作安全; 正裝復合模廢料自上而下擊落,和工件一起匯集于模具工作面上,對生產操作不利。4、適應性,倒裝復合模具沖裁件的平整度較差,所以對于沖裁件平整度要求不高,凸凹模強度足夠時采用; 正裝復合模適用于薄料沖裁,平一整度要求較高及壁厚較小、強度較差的凸凹模。
2677
東一金屬 ??? 2年前
“精算”那些事 第五篇: 沖壓有限元仿真知多少 
送料方向位移模擬不合理夾持位置的抬起姿態模擬合理夾持位置的抬起姿態模擬空拋產品與模具定位情況的模擬產品跌落至傳送帶及傳輸的模擬仿真3:沖裁模擬 對于薄板來說其意義不大、最多也就是識別下立切位置毛刺情況,或者是刃口較弱區域模具的受力狀態。
5568 3
金屬加工前沿 ??? 2年前
級進模中卸料裝置和限位裝置如何設計 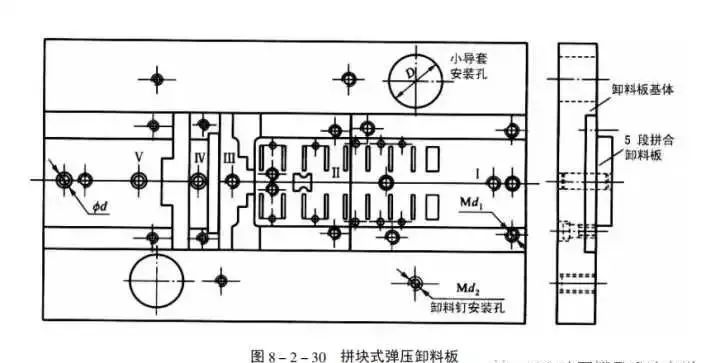
它的作用除沖壓開始前壓緊帶料,以防止各凸模沖壓時由于先后次序的不同或受力不均勻而引起帶料竄動,并保證沖壓結束后及時平穩的卸料外,更重要的是對各工位上的凸模(特別是細小凸模)在受測向作用力時,起到精確導向和有效的保護作用。卸料裝置主要由卸料板、彈性元件、卸料螺釘和輔助導向零件所組成。
4468
金屬加工前沿 ??? 2年前
生產制造 | VISI沖壓模具標準件使用案例 
二脫料銷? 在沖壓連續模中,脫料銷是一個至關重要的功能部件。將材料或制件從模具的特定部位(主要是凹模或凸模)上可靠地分離出來,確保生產的連續性和穩定性。軟件提供了脫料銷組件,包含此結構的全部零件,如頂出裝置(脫料銷)、驅動力(彈簧)、固定裝置(無頭螺絲)。可以直接調用一個標準件組件就有脫料銷中的所有零件。并且脫料銷的直接、間隙、行程等參數都是可以根據需要進行修改的。
3137
海克斯康設計與仿真 ??? 6月前
延長沖壓模具使用壽命的幾點措施 
另外對模具的磨損影響較大的是凹凸模的形狀和圓角半徑大小,例如在拉深模比較小的圓角半徑中,會增大胚料流動阻力,不斷的增大摩擦力進而使模具磨損或者使沖件斷裂。
2761 6 3
金屬加工前沿 ??? 3年前
40個機械模具行業,鉗工類面試、筆試及現場問題解釋全在這
斜刃口沖裁是降低沖裁力的一種方法。就是將模刃口制成相對坯料成一定角度的傾斜,這樣沖裁時模具刃口與坯料的接觸是漸進的,使得載荷均勻且平穩。18、什么是階梯式凸模沖裁?階梯式凸模沖裁是降低沖裁力的一種方法。在多孔同時沖裁時,將沖頭制成相對坯料高低不一的階梯形式,沖裁時可有效的分散沖裁力。19、開式曲柄壓力機和閉式曲軸壓力機有何不同?
1897
UG模具設計材料 ??? 4年前
20條/頁 
 33
33 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
