



激光深熔焊接的原理及主要工藝參數(shù)
3 激光深熔焊特征及優(yōu)、缺點 激光深熔焊的特征 1) 高的深寬比。因為熔融金屬圍著圓柱形高溫蒸氣腔體形成并延伸向工件,焊縫就變成深而窄。2) 最小熱輸入。
3588 3
化工設(shè)備人 ??? 4年前
同熔指不同剛韌性?用TREF技術(shù)深挖茂金屬PE晶間纏結(jié)網(wǎng)絡(luò),精準(zhǔn)指導(dǎo)高端柔性包裝選材! 
而在樣品B的圖譜中,同等結(jié)晶能力的窄級分內(nèi)部仍呈現(xiàn)較寬的彌散熔融峰,表明其級分內(nèi)的短鏈支化分布存在多樣性。▲ 圖13:TREF-SSA交叉分級的3D直方圖。(a)樣品A;(b)樣品B結(jié)合三維拓?fù)渲狈綀D可以看出,在85 ℃洗脫級分處樣品A呈現(xiàn)顯著主峰。而隨洗脫溫度上升,樣品B的晶片厚度從2.60 nm演化至高溫區(qū)的5.59 nm。
768
國高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 11天前
新能源汽車用聚丙烯基微發(fā)泡材料應(yīng)該更關(guān)注熔體粘度還是熔體強(qiáng)度? 
圖 化學(xué)微發(fā)泡成型過程微觀示意在發(fā)泡過程中,熔體強(qiáng)度決定了氣泡能否被穩(wěn)定地捕獲和擴(kuò)張而不破裂。如果熔體強(qiáng)度不足,氣泡會合并或塌陷,導(dǎo)致泡孔結(jié)構(gòu)不均甚至整個發(fā)泡過程的失敗。在熱成型中,熔體強(qiáng)度影響著片材在加熱下的抗下垂能力(sag resistance)以及在模具中的拉伸均勻性。高的熔體強(qiáng)度允許使用更深的拉伸比和更復(fù)雜的模具設(shè)計。
2332 1 1
國高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 8月前
新能源汽車用聚丙烯基微發(fā)泡材料應(yīng)該更關(guān)注熔體粘度還是熔體強(qiáng)度? 
圖 化學(xué)微發(fā)泡成型過程微觀示意在發(fā)泡過程中,熔體強(qiáng)度決定了氣泡能否被穩(wěn)定地捕獲和擴(kuò)張而不破裂。如果熔體強(qiáng)度不足,氣泡會合并或塌陷,導(dǎo)致泡孔結(jié)構(gòu)不均甚至整個發(fā)泡過程的失敗。在熱成型中,熔體強(qiáng)度影響著片材在加熱下的抗下垂能力(sag resistance)以及在模具中的拉伸均勻性。高的熔體強(qiáng)度允許使用更深的拉伸比和更復(fù)雜的模具設(shè)計。
2358 1 1
國高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 8月前
同軸送粉TIG熔覆過程數(shù)值模擬與試驗研究 
TIG熔覆的工藝參數(shù)有焊接電流、送粉量和SiC濃度。其中送粉量是單位長度熔覆層接受的粉體顆粒質(zhì)量,在數(shù)值上等于單位時間送粉量與焊接速度的比值。SiC濃度是復(fù)合粉體顆粒中SiC的質(zhì)量分?jǐn)?shù)。用焊接電流分別為100、130、160 A,送粉量為6 g/mm,SiC濃度為1.5%的工藝參數(shù)進(jìn)行熔覆試驗,獲得的單層單道熔覆層如圖8所示。可見,焊縫平直,熄弧位置無凹坑且焊縫熔寬一致。
2744 2
學(xué)時習(xí) ??? 2年前
注塑成型過程中如何防止塑料熔體破裂? 
(4)在原料中添加低分子物,因為熔料分子量越低,分布越寬,越有利于減輕彈性效應(yīng)。
2979
Im智能注塑 ??? 4年前
汽車進(jìn)氣管用TPEE改性材料的流變性能和熔體強(qiáng)度研究 
此外,隨著擴(kuò)鏈劑增加,樣品復(fù)數(shù)粘度剪切變稀程度增加,這一現(xiàn)象說明樣品具有較長的熔體松弛時間,TPEE分子內(nèi)形成支化結(jié)構(gòu),在對樣品施加應(yīng)變時,由于支化結(jié)構(gòu)的存在,主鏈變形收縮受到限制,從而使得松弛時間范圍變寬,松弛時間延長。 圖1 復(fù)數(shù)粘度隨角頻率變化儲能模量是表征彈性體彈性的一個重要參數(shù),對分子鏈結(jié)構(gòu)中支化程度非常敏感。圖2是系列樣品的儲能模量隨角頻率變化圖。
2176
國高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 1年前
Moldex3D模流分析之流動熔膠區(qū)、包封、縫合線 
流動熔膠區(qū) (Melt Zone) 流動熔膠區(qū)為一指針來顯示熔膠在局部位置的填充率,通常會提供在轉(zhuǎn)注式與壓縮式制程的模擬。1跟0分別代表此區(qū)域已充填及未充填,而中間的值則是波前的位置所在。
2217
Moldex3D 中國 ??? 2年前
技術(shù)研究|利用高壓毛細(xì)管流變儀研究熔體的穩(wěn)定流動 
PART04經(jīng)驗建議通過了解高壓毛細(xì)管流變儀的各項設(shè)置的原理,可以針對不同的測試需求去設(shè)置對應(yīng)的參數(shù)來達(dá)到我們的測試目的,開發(fā)不同的方法,以進(jìn)行更深層次的技術(shù)研究,拓展儀器檢測能力。本案例分享了熔體穩(wěn)定性的測試設(shè)置,未來將會繼續(xù)針對恒壓力測試、恒載荷測試、擠出脹大測試等不同的技術(shù)需求進(jìn)行方法開發(fā)。
2305
國高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 3年前
6種先進(jìn)的焊接工藝技術(shù)!你了解幾種? 
▲對焊接件進(jìn)行點焊固定▲進(jìn)行連續(xù)激光焊接激光焊接可以采用連續(xù)或脈沖激光束加以實現(xiàn),激光焊接的原理可分為熱傳導(dǎo)型焊接和激光深熔焊接。功率密度小于10~10 W/cm為熱傳導(dǎo)焊,此時熔深淺、焊接速度慢;功率密度大于10~10 W/cm時,金屬表面受熱作用下凹成"孔穴",形成深熔焊,具有焊接速度快、深寬比大的特點。
2830
金屬加工前沿 ??? 3年前
注塑制品燒焦的四點注意事項 
由上可知,要克服困熔體破裂,避免產(chǎn)生糊斑: A、注意消除流道中的死角,使流道盡量流線化;B、適當(dāng)提高料溫,減少熔料松馳時間,使其形變?nèi)菀谆謴?fù)和彌合;C、在原料中添加低分子物,因為熔料分子量越低,分布越寬,越有利于減輕彈性效應(yīng);D、適當(dāng)控制注射速度和螺桿轉(zhuǎn)速;E、是合理設(shè)置澆口位置及選擇正確的澆口形式,這點相當(dāng)重要,實踐表明,
2203
高分 ??? 4年前
【專業(yè)知識】一張圖讓你看清注塑模具的結(jié)構(gòu)組成! 
熔料注入型腔時,原存于型腔內(nèi)的空氣以及由熔體帶入的氣體必須在料流的盡頭通過排氣口向模外排出,否則將會使制品帶有氣孔、接不良、充模不滿,甚至積存空氣因受壓縮產(chǎn)生高溫而將制品燒傷。一般情況下,排氣孔既可設(shè)在型腔內(nèi)熔料流動的盡頭,也可設(shè)在塑模的分型面上。 后者是在凹模一側(cè)開設(shè)深0.03-0.2mm,寬1.5-6mm的淺槽。注射中,排氣孔不會有很多熔料滲出,因為熔料會在該處冷卻固化將通道堵死。
2970
機(jī)械工程師 ??? 4年前
考電工證:必須要弄懂的3大電路故障,很多電工都在這里栽了跟頭! 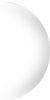
觸點壓力的經(jīng)驗測量方法如下:初壓力的測量,在支架和動觸點之間放置一張紙條約0.1mm其寬度比觸頭寬些,紙條在彈簧作用下被壓緊,這時用一手拉紙條.當(dāng)紙條可拉出而且有力感時,可認(rèn)為初壓力比較合適.終壓力的測量,將紙條夾在動、靜觸點之間,當(dāng)觸點在電器通電吸合后,用同樣方法拉紙條。當(dāng)紙條可拉出的,可認(rèn)為終壓力比較合適。
3850
電工電氣一網(wǎng)通 ??? 3年前
談?wù)勡囉帽kU絲的系統(tǒng)選型方法 
安全件既包含國標(biāo)定義的,也包括主機(jī)廠自行定義的,如位置燈、示寬燈、近光燈等,需要為這樣的零件單獨配置熔斷絲。
2788 1 1
芝能汽車 ??? 3年前
Moldex3D模流分析之塑化模擬 
此XY曲線表示了在特定螺桿位置兩齒之間性質(zhì)的平均值沿溝槽深(高)度方向分布。X軸為結(jié)果數(shù)值的變化而Y軸為溝槽從螺桿至料管側(cè)的位置。-溫度(Temperature):塑料主要是被料管上的加熱片加熱但因為螺桿轉(zhuǎn)動時流動的剪切生熱又會更進(jìn)一步升溫。 足夠的溫度能夠幫助材料塑化,但溫度太高則會導(dǎo)致塑料降解。
2288
Moldex3D 中國 ??? 10月前
塑料結(jié)構(gòu)形態(tài)對制品質(zhì)量有怎樣的影響? 
(2)取向?qū)χ破沸阅艿挠绊? 由于非結(jié)晶型聚合物的取向是大分子鏈在應(yīng)力作用方向上的取向,所以在取向方向的力學(xué)性質(zhì)明顯增加,而垂直于取向方向的力學(xué)性質(zhì)卻又明顯地降低;在取向方向的拉伸強(qiáng)度(σu)、斷裂伸長率(εu)隨取向度增加而提高,例如對厚3mm,寬39.6mm的高密度聚乙烯試樣加熱到93℃進(jìn)行拉伸取向,則極限拉伸強(qiáng)度由原來的16.3MPa增至75.9Mpa,提高了4倍。
2349
Im智能注塑 ??? 3年前
焊接人必懂的6種先進(jìn)焊接工藝!漲知識了… 
功率密度小于10~10 W/cm為熱傳導(dǎo)焊,此時熔深淺、焊接速度慢; 功率密度大于10~10 W/cm時,金屬表面受熱作用下凹成"孔穴",形成深熔焊,具有焊接速度快、深寬比大的特點。 激光焊接技術(shù)廣泛被應(yīng)運(yùn)在汽車、輪船、飛機(jī)、高鐵等高精制造領(lǐng)域,給人們的生活質(zhì)量帶來了重大提升,更是引領(lǐng)家電行業(yè)進(jìn)入了精工時代。
2867 1
化工交流 ??? 3年前
Moldex3D模流分析之Plasticizing 
此XY曲線表示了在特定螺桿位置兩齒之間性質(zhì)的平均值沿溝槽深(高)度方向分布。X軸為結(jié)果數(shù)值的變化而Y軸為溝槽從螺桿至料管側(cè)的位置。-溫度(Temperature):塑料主要是被料管上的加熱片加熱但因為螺桿轉(zhuǎn)動時流動的剪切生熱又會更進(jìn)一步升溫。 足夠的溫度能夠幫助材料塑化,但溫度太高則會導(dǎo)致塑料降解。
2363
Moldex3D 中國 ??? 1年前
Moldex3D模流分析之塑化、纖維 
沿溝槽深度方向 (Profile Across Channel) 此XY曲線表示了在特定螺桿位置兩齒之間性質(zhì)的平均值沿溝槽深(高)度方向分布。X軸為結(jié)果數(shù)值的變化而Y軸為溝槽從螺桿至料管側(cè)的位置。 -溫度(Temperature):塑料主要是被料管上的加熱片加熱但因為螺桿轉(zhuǎn)動時流動的剪切生熱又會更進(jìn)一步升溫。 足夠的溫度能夠幫助材料塑化,但溫度太高則會導(dǎo)致塑料降解。
2190
Moldex3D 中國 ??? 2年前
管道對接2層焊,層間冷卻熔覆溫度場、應(yīng)力場模擬分析 
熔覆層共有兩層,每層30個熔覆單元,每個熔覆單元弧度為360/30=12°。
3713 22 10
mangugu ??? 4年前
20條/頁 
 7
7 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
