



Moldex3D模流分析之翹曲變形標簽 
這些結果顯示垂直厚度方向的位移情形,如xy-平面位移主要是塑件平面的體積收縮分布造成。差異效應分析可幫助厘清厚度方向的溫度差對翹曲趨勢的影響。 總位移和垂直厚度方向的位移情況(上視)
2626 3 2
Moldex3D 中國 ??? 2年前
硬核文章 & 收縮與翹曲的形成機理與改善 
塑件因收縮不均而產生翹曲,收縮率變化的原因包括: ?塑件內部溫度不均勻。 ?塑件凝固時,沿著肉厚方向的壓力差異和冷卻速率差異。 ?塑件尚未完全冷卻就頂出,或是頂出銷變形,倒勾太深,頂出方式不 當,脫模斜度不當等因素都可能造成塑件翹曲。 ?塑件肉厚變化導致冷卻速率的差異。 ?塑件具有彎曲或不對稱的幾何形狀。
2630
汽車零部件模具與注塑 ??? 4年前
CAE模流分析101招 -第 43 招、模具水路設計對產品翹曲變形的影響【水路設計篇】 
CAE模流分析101招 -第 43 招、模具水路設計對產品翹曲變形的影響【水路設計篇】■ Moldex3D/ 林秀春 協理【內容說明】在射出成型模具中,冷卻系統的設計甚為重要。因為唯有將成型塑件冷卻固化至具備相當剛性,脫模后才可避免塑件因脫模外力產生變形。由于冷卻時間占整個成型周期約70-80%,因此設計良好之冷卻系統可以大幅縮短成型時間,提高產率,縮短成本。
2394 2
型創科技2023 ??? 3年前
Moldex3D模流分析之翹曲分析考慮溫度差異和收縮差異效應 
度差異效應 (Differential Temperature Effect) 注1 與收縮差異效應 (Differential Shrinkage Effect) 注2 為影響塑件變形的兩個主要原因。若能分析這兩種因子對塑件產品的影響,對于解決翹曲問題將會有很大的幫助。
2344 1
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之DURA找到解決車窗玻璃滑道變形的好方法 
圖十 修改設計后,X軸方向翹曲由5 mm縮減為1 mm圖十一 實際組裝圖也顯現加入ABS嵌件后,X軸方向翹曲縮減為1 mm圖十二 塑件熔融區域等位圖顯示,加入ABS嵌件后,核心熔融的問題已改善很多圖十三 加入ABS嵌件后,所需的冷卻時間縮短了,到達頂出溫度時,只需35至40秒便足夠圖十四 凹痕由0.1 mm改善為0 mm結果DURA使用Moldex3D驗證產品設計變更方案
1927
Moldex3D 中國 ??? 3年前
Moldex3D模流分析Warp參考資料之數學模型及其假設 
? 分析理論 在Shell的翹曲分析中,有幾項假設:(1) 塑件事2D的薄殼或置1D束狀結構;(2) 材料性質為線彈性;(3) 小量的應變;(4) 行為近似穩態。 假設制程中的塑件為彈性變形,其控制方程式為: σij 為應力分量 fi則是體積力。
3726
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之翹曲分析 Warp 
特色塑件翹曲分析? 計算從加工條件到環境條件的溫度或壓力改變時,導致材料收縮之最終塑件形狀殘留應力分析? 塑件頂出后即收縮變形至一均衡形狀;此時,塑件內部殘存的壓力稱為制程殘留應力? 計算成型周期時產生之殘留應力,包含溫度效應、壓力分布、纖維配向及幾何特征模具干涉? 在產品彈出之前,模具內部已經產生了翹曲變形。
2468
Moldex3D 中國 ??? 1年前
塑料連接器產品翹曲常見原因分析及改善方案 
未增強材料在流動方向的收縮大于垂直方向,這是由定向分子鏈收縮導致的;而玻纖增強材料則相反,流動方向的收縮小于垂直方向,這是受定向玻纖影響的結果。因此,在原料選用方面,應優先考慮低翹曲的原材料,特別要關注原材料的收縮率、流動性、玻纖含量及耐溫性能對產品翹曲的影響。這些特性對薄壁低翹曲產品的性能表現至關重要。3.
2495
國高材高分子材料產業創新中心 ??? 3月前
Moldex3D仿真分析之非均勻材質塑料 
位移在x, y, z 的各方向,u表示沿 x 軸的變形量。線性體縮率是以當方向的最大位移除以塑建在此方向的尺寸,而最大變形量定義為:Moldex3D提供各種結果來幫助使用者了解翹曲的產生及其原因,例如總位移量、熱位移和纖維配向影響位移。(X, Y, Z) 總位移總位移表示由開始至當時點,在頂出后并冷卻到室溫,所有因素導致的位移量迭加。
2316
Moldex3D 中國 ??? 4月前
Moldex3D模流分析之FEA 介面模組 (FEA Interface) 
初始應力 (Initial Stress) 初始應力的輸出是將由于PvT行為導致的塑件收縮轉換為施加在翹曲變形前原始模型的預應力(Pre-Stress)。此數據可用以在其他FEA求解器上接續應力分析。
2339 1
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之應力分析模組 
Moldex3D應力分析模塊能執行線性與黏彈性分析,預測一般案例經退火過程后的翹曲行為與應力松弛現象。對于芯片封裝成型,后熟化分析(Post Mold Cure (PMC))也能適用退火分析,考慮硬化程度與熱的影響并分析翹曲行為。注意:Moldex3D應力分析模塊支持solid與eDesign網格模型。此外,支持塑件、塑件嵌件及模具嵌件的分析。
2356 1 1
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之非等向性收縮 
特色塑件翹曲分析? 計算從加工條件到環境條件的溫度或壓力改變時,導致材料收縮之最終塑件形狀殘留應力分析? 塑件頂出后即收縮變形至一均衡形狀;此時,塑件內部殘存的壓力稱為制程殘留應力? 計算成型周期時產生之殘留應力,包含溫度效應、壓力分布、纖維配向及幾何特征模具干涉? 在產品彈出之前,模具內部已經產生了翹曲變形。
2578
Moldex3D 中國 ??? 10月前
Moldex3D模流分析之Definitions of Shell 
位移在x, y, z 的各方向,u表示沿 x 軸的變形量。 線性體縮率是以當方向的最大位移除以塑建在此方向的尺寸,而最大變形量定義為: Moldex3D提供各種結果來幫助使用者了解翹曲的產生及其原因,例如總位移量、熱位移和纖維配向影響位移。
2404
Moldex3D 中國 ??? 1年前
Moldex3D模流分析之光學分析模組 
選擇結果判讀員,顯示折射率的定義及提供折射率分布百分比的信息備注:因為折射率是以翹曲后的最終塑件進行計算,所以在執行光學分析前需先執行翹曲分析。4. 輸出成型結果至光學軟件 (Pass Molding Results to Optical Software)導覽此功能只適用有光學邊界條件的實體模型。因此,需設定對應光學軟件中表面定義的光學面邊界條件。
2357
Moldex3D 中國 ??? 2年前
Moldex3D模流分析SYNC for PTC Creo之快速范例教學 
進入 SYNC (Go to SYNC )在 Creo 中點擊 主頁簽 上的 Moldex3D ,點擊左方的Moldex3D SYNC后,可以看到屬于SYNC的樹形圖被啟動。 此時塑件的幾何模型將被導入并顯示在顯示主要窗口窗口中。 3.
2799 1
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之如何克服家電外觀翹曲變形、成型周期過長難題 
效益 • X軸方向的變形量降低近40%、Y軸方向變形量降低45%、Z軸方向變形量降低了3%,成功達到產品尺寸穩定度的要求。 • 成型周期從35.2秒縮短為29.5秒,減少了5.7秒的成型周期,有效提升效率。節省50%修模成本,提升經濟效益。
2106
Moldex3D 中國 ??? 3年前
Moldex3D模流分析Warp參考資料之數值方法、模擬結果及其定義 
? 模擬結果及其定義 (Definitions of Simulation Outputs) 位移 在x, y, z 的各方向,u表示沿 x 軸的變形量。 線性體縮率是以當方向的最大位移除以塑建在此方向的尺寸,而最大變形量定義為: Moldex3D提供各種結果來幫助使用者了解翹曲的產生及其原因,例如總位移量、熱位移和纖維配向影響位移。
2241 1
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之纖維的快速范例教學 
纖維配向位移代表非等向性的纖維排向影響,凌亂纖維配向效應位移則假設模穴內纖維配向為完全凌亂狀態下,塑件變形在該方向的位移。可用來比對真實纖維配向的變形值以及檢驗纖維配向導致的材料非等向性對變形的效應;由下圖來看,凌亂纖維及纖維配向兩者趨勢相同(頭尾皆是最嚴重,中間最弱),但凌亂纖維因為假設纖維完全凌亂的狀態下,所以在最終結果來看,整體位移提升,從而使翹曲結果變嚴重。
2207
Moldex3D 中國 ??? 2年前
定位齒條注塑模具設計要點+3d 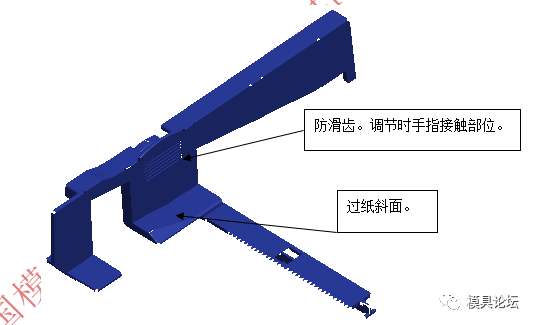
定位齒條產品見圖1,產品最大外形尺寸為204.60 mm x 136.70 mm x50.00mm, 塑件平均膠位厚度2.00 mm,塑件材料為ABS,縮水率為1.005,塑件質量為30.70克。塑件技術要求為不得存在披峰、注塑不滿、流紋、氣孔、翹曲變形、銀紋、冷料、噴射紋等各種缺陷。
2689
模具論壇 ??? 3年前
Moldex3D模流分析之應力頁簽 
退火分析需要考慮充填、冷卻與翹曲階段造成的應力與應變,所以對應的分析序列在進行退火分析前是需要的 (其微觀力學性質會參照在翹曲中的設定)。 退火分析: 參數設定 ?退火計算設定 初始溫度:翹曲分析后,塑件與嵌件的初始溫度 (默認為25度室溫)。 退火時間:退火制程的期間長度。 熱傳系數:塑件與環境間的熱傳系數,代表加熱控制的效率。 環境溫度 vs.
2307 4 2
Moldex3D 中國 ??? 2年前
20條/頁 
 14
14 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
