



Moldex3D模流分析之冷卻階段模溫的低溫切換 
挑戰? 冷卻與加熱切換時間點的優化? 決定變模溫制程中,對模具加熱需要多少能量,以及對模具的冷卻需要多大的冷卻液流量? 在劇烈的溫度變化制程下,如何將模具的壽命優化Moldex3D 解決方案為了滿足變模溫制程對CAE分析的需求,Moldex3D提供完整的分析工具,可模擬各種模具快速加熱和冷卻情形,完整整合充填、保壓及冷卻階段的真實三維數據。
1819
Moldex3D 中國 ??? 12月前
如何優化注塑工藝,提高PC/ABS電鍍性能? 
模具溫度 高模溫有利于提高材料的電鍍性能。 在低模溫狀態下,材料流動性差,產品在充填過程中由于分子之間的擠壓及拉伸,導致產品在冷卻下來后材料的分子鏈取向嚴重,產品成型內應力較大,電鍍性能差;反之在高模溫狀態下,材料流動性好,有利于充填,分子鏈處于自然卷曲狀態,產品內應力小,電鍍性能得到很大提升。
2117
Im智能注塑 ??? 3年前
Moldex3D模流分析之充填保壓的進階設定程序 
注:默認值會參考網格模型的種類來調整 選取決定熱傳導系數的方式 可變模溫設定頁簽 可變模溫設定只有在設定溫度邊界條件的系統內才可設置。為了可在「進階設定」(Advanced Setting) 使用「可變模溫設定」(Mold Temperature B.C.) 標簽,您必須在前處理時,在 Rhino. 5.0 的 Moldex3D-Mesh 定義邊界條件。
2561 4 3
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之晶片封裝準備分析(三) 
在模穴充飽前,沖膠時間若超過此數值,其結果將判斷為短射。 ?估計熟化時間 (Estimate Curing Time)這個分頁能根據給定的模溫、料溫及目標分化率,提供熟成時間的建議值,進而協助使用者設定合適的加工條件。
2449
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之利用Studio項目及組別總覽提升產品開發效率 
追加:組別文件夾功能,將分析組別分群整理參數測試過程,使用者依照可以測試的需求設定不同材料、不同模溫、不同料溫、不同射壓相關參數進行分析,再將設定好的分析組別分群,不僅Project Summary可以分群顯示,此設定也會套用到Model tree可以顯示。范例是比較不同模溫PP與ABS差異影響的項目。
1833
Moldex3D 中國 ??? 1年前
新模具試模需要注意的問題,你都知道嗎? 
7.目前工廠試模時往往忽略模具溫度,而在短時試模及將來量產時模具溫度最不易掌握,而不正確的模溫足以影響樣品之尺寸、光度、縮水、流紋及欠料等現象,若不用模溫控制器予以當握將來量產時就可能出現困難。
2475
Im智能注塑 ??? 3年前
Moldex3D模流分析之iSLM試模檢視 
2.冷卻機臺:此顯示關于冷卻系統的設置,及模溫機圖片。?如何上傳冷卻機臺:-Step 1: 點擊上傳按鈕以開啟上傳窗口。-Step 2:輸入標題、在下拉選單中選擇模側,及填入設定配置。設定項目包含 設定值、進水口溫度、出水口溫度、流率。-Step 3: 點擊‘請選擇檔案(限定圖片檔案)’并選擇圖片文件。-Step 4:點擊按鈕提交以送出數據。
2777
Moldex3D 中國 ??? 1年前
節能新方案!橡塑膠產業必看! 
綜觀現今的加熱方式,感應加熱具有升溫迅速、熱量集中于模具、能源消耗少、能源使用效率高……等優點,但冷卻方面卻受限于熱交換器性能需額外設置冷水機進而增加設備成本與維護成本,因此財團法人精密機械研究發展中心(PMC)投入能耗占比最高的冷熱制程技術項目進行開發,聚焦變模溫制程,投入變模溫調控技術,產出變模溫設備,整合改良型殼板式熱交換器與感應加熱器,并將冷卻機構、加熱機構、流體切換機構整合至動態模溫機內部
2771 7 4
ACMT協會 ??? 2年前
注塑成品尺寸不準?可能是這些參數和周邊因素在作祟! 
而在區域(4) 成型品之重量在此范圍又發生下降趨勢,這是因為此區域之模具溫度上升,模具溫度主要會影響模溫分布與塑料熱傳行為,若模具溫度過低,則塑料較易提早冷卻凝結,進而引起成品短射;而模具溫度高時,則壓力對塑料動力的傳達變好,使充填時間延長。模具溫度提高對于成型品之重量應該是要增加的,但為何重量發生下降呢?
4569 3 1
ACMT協會 ??? 2年前
常用塑料物性和成型工藝、應用匯總 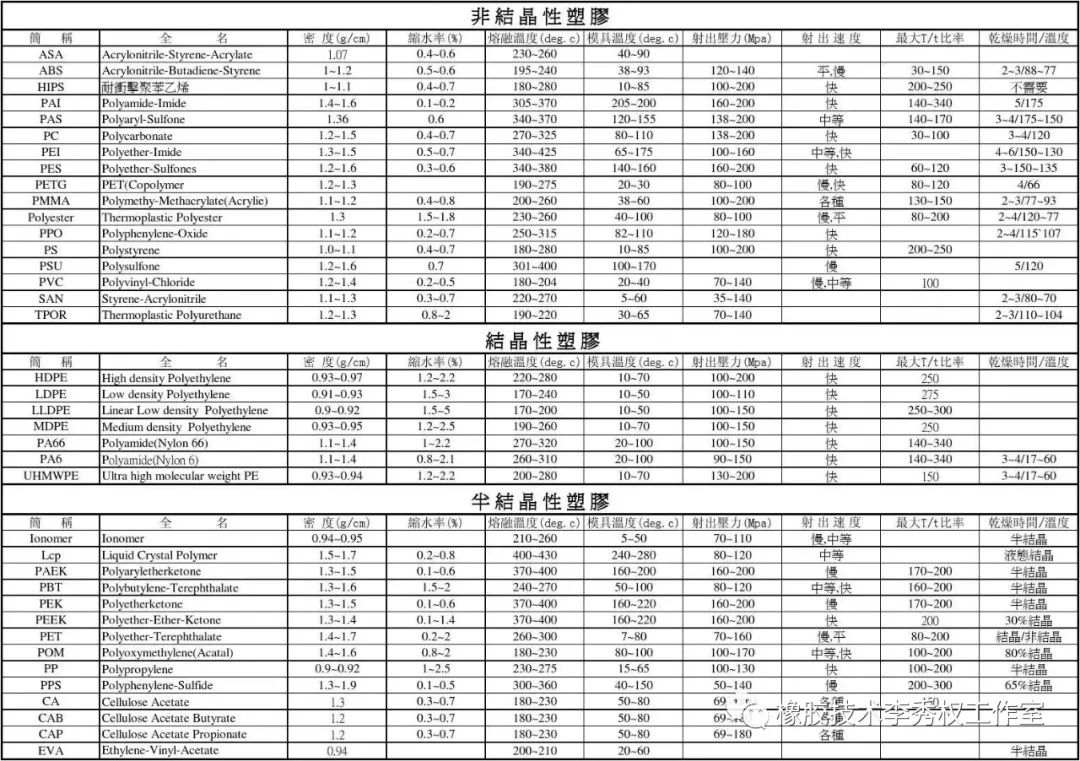
:80℃烘料時間:≥3H模溫:50℃-60℃成型壓力:中壓速度:中速ABS+玻纖熔膠溫度:220℃-250℃烘料溫度:90℃烘料時間:≥3H模溫:50℃-80℃成型壓力:中高壓速度:中高速ABS+AS熔膠溫度:220℃-240℃烘料溫度
4095
高分 ??? 3年前
注塑成型工藝對產品性能有何影響? 
04 模具溫度 模具溫度是指在成型過程中的模腔表面的溫度,模具溫度影響熔體的充模流動行為、制品的冷卻速度和成型后的制品性能等。模溫的設定主要取決于熔料的粘度。熔料粘度較低的可以采取低模溫注射以縮短冷卻時間,提高生產效率。熔料粘度較高的應采用高模溫注射成型。 一般說來提高模溫可以使制件的冷卻速率均勻一致,防止凹痕和裂紋等成型缺陷產生。
3242
Im智能注塑 ??? 3年前
塑膠產品外觀白痕解決方向 
塑膠產品外觀白痕解決方向■型創科技 / 羅偉航 應用工程師前言塑膠外觀問題有很多類型,最常見的就是縫合線問題,這也是最容易找出原因的外觀問題,一般通過提高模溫、改變澆口位置或者通過引流到非外觀面的方法都能有效解決。但有時候產品外觀會出現一些令人感到頭痛困惑的問題,無論怎么調參數,改了多少次模具,都還是會出現。這就是我們今天要講的白痕/發白/“氣紋”問題。
4026 2
型創科技2023 ??? 2年前
注塑機技術員十個想不通故障!解決處理技巧方法
4.模具澆口套看若有無磨缺.最好是將射嘴的因角加工一下以便與模具的匹配 5.大都因為射臺動過致使射嘴與模嘴未對正或者上模時未裝正模具或不用定位園造成漏膠. 6.射嘴和模具球面R角匹配嗎,射嘴口檢查. 7.注射或保壓儲料轉換時座臺回后退嗎射臺油缸油封檢查. 8、從新設置注射開始時間. 9.從新設置背壓參數檢查背壓系統 10、要是射嘴破裂就直接換掉
2665
Im智能注塑 ??? 4年前
科學試模對于射出成型工藝的優化 
圖4:澆口封口保壓有效時間確認實驗結語科學化試模與射出成型加工參數的優化設定除了上述 常見的科學化實驗外,也需要在實驗或試模過程中記 錄相關的加工參數與數據,包含塑料除濕干燥后的含水率、熔膠實際的料溫、實際的射出充填時間、模具 表面溫度分布、模溫機冷卻介質的流量、成型加工周 期時間、機臺響應數據(如圖5)與速度、壓力、行 程響應曲線(如圖6)等。
3142 7 3
型創科技2023 ??? 2年前
Moldex3D模流分析之高分子射出成型 
挑戰? 冷卻與加熱切換時間點的優化? 決定變模溫制程中,對模具加熱需要多少能量,以及對模具的冷卻需要多大的冷卻液流量? 在劇烈的溫度變化制程下,如何將模具的壽命優化Moldex3D 解決方案為了滿足變模溫制程對CAE分析的需求,Moldex3D提供完整的分析工具,可模擬各種模具快速加熱和冷卻情形,完整整合充填、保壓及冷卻階段的真實三維數據。
2601
Moldex3D 中國 ??? 1年前
如何利用CAE檢測產品外觀問題 
比如剪切率數值在多少以內才不會有外觀問題,波前溫度在多少以內才不會有問題。像網上有流傳不同塑膠的最大剪切率數值,是不是只要CAE結果低于那個值,就不會有外觀問題呢?答案很顯然是否定的,以上所講的剪切率、速度矢量、波前溫度這些CAE結果,都是通過間接方式,綜合來判斷,而不像縫合線結果可直接判斷。以應力痕為例:成型品的厚薄、射出速度的快慢,以及模溫、料溫的高低都會影響剪切層。
2355
ACMT協會 ??? 2年前
Moldex3D模流分析金屬脫蠟精密鑄造之快速模具溫度加熱冷卻成型技術 
挑戰 ? 冷卻與加熱切換時間點的優化 ? 決定變模溫制程中,對模具加熱需要多少能量,以及對模具的冷卻需要多大的冷卻液流量 ? 在劇烈的溫度變化制程下,如何將模具的壽命優化 Moldex3D 解決方案 為了滿足變模溫制程對CAE分析的需求,Moldex3D提供完整的分析工具,可模擬各種模具快速加熱和冷卻情形,完整整合充填、保壓及冷卻階段的真實三維數據。
2001
Moldex3D 中國 ??? 3年前
科學試模對于射出成型工藝的優化 
結語科學化試模與射出成型加工參數的優化設定除了上述常見的科學化實驗外,也需要在實驗或試模過程中記錄相關的加工參數與數據,包含塑料除濕干燥后的含水率、熔膠實際的料溫、實際的射出充填時間、模具表面溫度分布、模溫機冷卻介質的流量、成型加工周期時間、機臺響應數據(如圖5)與速度、壓力、行程響應曲線(如圖6)等。
2183 1
ACMT協會 ??? 2年前
塑料窗體填充Moldflow分析及應用 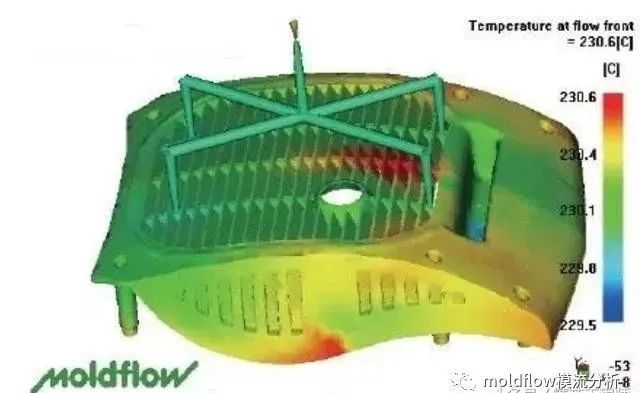
注塑成型的溫度條件主要是指熔體溫度(料溫)和模具溫度(模溫)兩方面的內容,其中料溫影響熔體塑化和注射充模過程,而模溫則同時影響充模和冷卻定型。注塑成型過程需要選擇和控制的壓力包括注射壓力、保壓壓力和塑化壓力。
2670
鑄造工程師 ??? 2年前
臺積電、榮億精密針對封裝和均溫板取得高效散熱解決方案專利 
專利摘要顯示,本實用新型提供一種集成電路封裝,包括:封裝襯底;中介層,具有鍵合至封裝襯底的第一側;第一管芯,鍵合至中介層的第二側,所述第二側與所述第一側相對;環,位于封裝襯底上,其中所述環環繞第一管芯及中介層;模制化合物,設置于所述環與第一管芯之間,其中模制化合物與所述環實體接觸;以及多個導熱層,位于模制化合物及第一管芯之上且與模制化合物及第一管芯實體接觸,其中模制化合物設置于所述多個導熱層與所述環之間
2144
熱管理博覽會 ??? 2年前
20條/頁 
 12
12 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
