



模具設計之分型面的選擇,實用的資料! 
2:方位的確定 在決定產品在模具里面的方位時,分型面的選擇應該盡量防止產品形成側孔或者側扣位,應避免采用復雜的模具結構。3:分型面的形狀 一般的產品,常常采用一個與注塑機開模運動方向垂直的分型面,特殊情況下才采用其它形狀的分型面。分型面的形狀以方便加工和脫模為原則。像某此彎曲的產品,分型時就得根椐它彎曲的曲率來。
4398 2
UG模具設計-UG數控編程徐老師 ??? 3年前
塑膠件的結構設計:分型面(線)篇 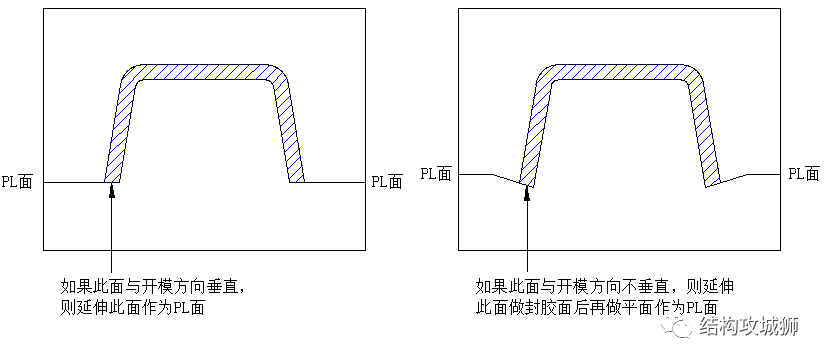
6、分型面的選擇應考慮模具的大小分型面的選擇對模具的大小是有影響的,如下圖,原始的設計模具高度較高,相對應的型腔和型芯都較深,模具加工的時長就越長,同時可能會遇到小零件需要用到大注塑機的情況,同時,由于型腔和型芯都較深,導致拔模對零件的尺寸影響較大。
11174 1
結構攻城獅 ??? 3年前
汽車保險杠曲面分型面的創建技巧 
汽車產品的分型面大多都是曲面類的,有些模具設計師沒有接觸過汽車模,就覺得曲面分型面不好創建,其實掌握好方法創建起來也是非常簡單,下面我來給大家分享:1、一般情況下,產品有原始的分型面時,在沒有尖角、薄鋼的情況下,我們都是直接延伸或者擴大分型面,保持與產品相切,如下圖所示:2、有一處R角面無法延伸,則先將兩個面做拐角,拐角要求兩個面必須相交,所以先將分型面延伸,在倒角
1957
UG模具設計材料 ??? 4年前
汽車零件分型面的構建思路之補孔技巧 
我們來看看這兩個孔位的堵孔方式,同樣一樣堵孔前需要先分析孔位周邊產品面的趨勢首先來看1號孔位,這個孔周邊有斜角、圓角,去除這些細節特征的話,這個孔直接就是在一個大平面上的,那么我們補孔分型面的同樣也是做成一個面的分型面不在同一平面上,直接用N邊曲面做出分型面'2號孔通過分析,去除斜角及圓角,該孔位在3個面上,所以我們做出來的分型面也應該是3個面,面的形狀接近孔周邊面
2566 1 2
UG模具設計材料 ??? 4年前
定位齒條注塑模具設計要點+3d 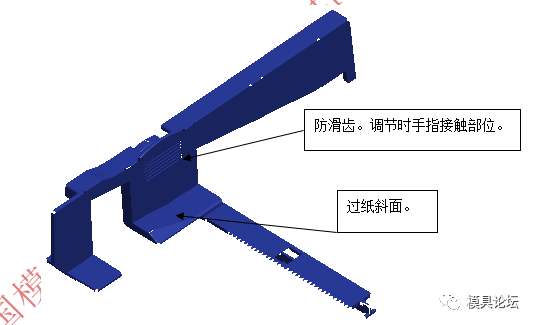
AB板之間設計有樹脂開閉器,使前模斜彈滑塊首先打開再打開分型面。齒條部位必須設計成鑲件,是這種模具設計的關鍵,這樣便于齒形部位利用慢走絲加工。塑件利用頂針頂出。由于頂針處于滑塊底部,模具設計了回位行程開關,監測頂出系統及時回位。模具前后模仁的冷卻運水全部采用了直通運水,有效保證注塑的正常進行。
2692
模具論壇 ??? 3年前
【干貨】雙色模具的設計及注塑成型
13、分型面的注意事項:后模分型面要將兩個產品合并后取得的分型面為后模的;前模分型面要取單個產品的即可,不可取合并后的產品分型面。14、前后法蘭的公差為負0.05mm,兩法蘭間距公差為正負0.02mm,頂棍與頂棍孔的間隙單邊為 0.1mm,前后模導套導柱的中心距公差為正負0.01mm,模框四邊和深度都要加公差,否則當后模旋轉180度后,因高低不一致而產生批鋒。
3558
張偉一 ??? 3年前
干貨收藏!四大考量、五大訣竅 助力提升模具設計 
在某一點上,更多紋理(咬花)的注塑部件需要更大的拔模角度。3、移動分型線需要拔模角度產品設計師在兩個垂直面的直角交叉處確定分型線是很普遍的。但如果其中一個面是外觀面,而模具中出現任何多余料,則可能會損壞外觀表面。為了避免出現這種損壞情況,最好將分型線移到相鄰的非外觀面上。該分型線應沿拔模角稍微傾斜移動,而不是剛好90度。
2121
UG模具設計材料 ??? 4年前
保險杠內分型模具開合模過程注意事項 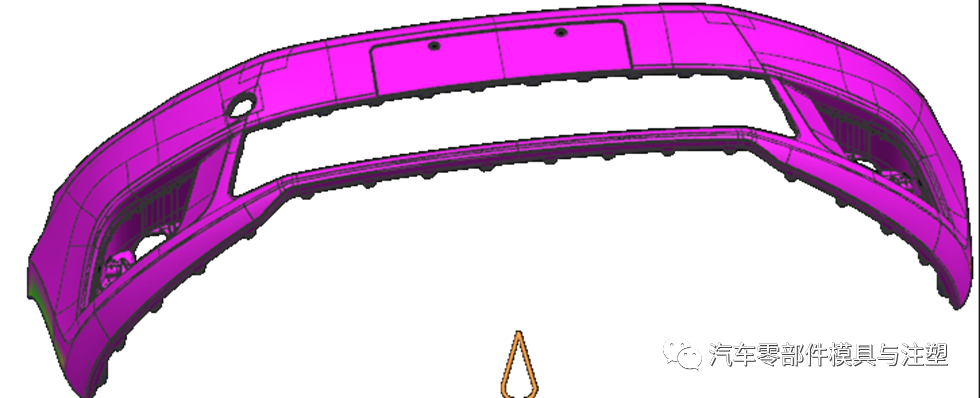
(以防止產品被小斜頂拉回位,導致無法取下產品)文章來源:汽車零部件模具與注塑
2260
芝能汽車 ??? 3年前
防護屏外罩注射模具設計+3d 
另一方面,由于分型面扭曲傾斜,塑件材料為PP,模具設計和制造必須考慮塑件不能產生批鋒。針對塑件形狀,模具設計排位采取1出2,模胚為標準模胚CT 4050 A130 B100 C120,澆口為側澆口,從塑件側面一點進膠。為了避免塑件在注塑時產生批鋒,最有效的措施是設計成硬模,即對前后模仁進行熱處理。
1947
模具論壇 ??? 4年前
UG NX注塑模具設計教程之2D排位實例講解 
分型線確定產品分型線一定是產品的最大輪廓線,開模后一定要保證產品留要后模側(因注塑機頂出系統在后模側)。 前、后模確定產品排位因模具大小受注塑機格林柱限制,所以設計排位時盡量天地側排布。2D圖的認識與標注樣式設2D圖的認識1、工程圖是一門工程語言,應用廣泛。不同國家針對不同應用范圍有不同的工業標 準。
9197
張偉一 ??? 3年前
摩托羅拉手機后殼注射模具設計+3d 
3)手機外殼模具都屬于大批量生產的模具,模具鋼材均需要熱處理,采用S136,熱處理至48~52HRC.4)手機屬于消費電子產品,人們對手機的要求就是手感和舒適性,因此,手機模具的分型面夾線和滑塊夾線要做到0.02以下,而且由于模具鋼材經過熱處理,才使得分型面夾線的精度具有保持性。5)由于生產批量較大,滑塊需要做鑲件,卡在滑塊座上,用螺釘固定,見3D圖。
2179
模具論壇 ??? 4年前
塑膠件的結構設計:拔模斜度篇(上) 
拔模方向一般以分型面為基準進行拔模,保證拔模后尺寸較大的一端靠近分型面,否則無法順利脫模。04 為什么需要設計拔模斜度拔模斜度是一種工藝結構,如果不是造型需要,理論上產品結構是不需要設計拔模斜度的,但是由于成型工藝的限制,比如注塑,塑膠產品成型冷卻后需要從模具中取出來,如果沒有設計拔模斜度,塑膠零件將很難從模具中取出。
8351 6 2
結構攻城獅 ??? 3年前
做注塑模具設計基本知識,不懂你就可以放棄這門行業了
與PL面平行的公母模貼合面叫碰穿面,與PL面不平行的公母模貼合面叫插面。16、條和絲的關系條和絲都是長度單位,條為臺灣用語,1條=0.01MM,絲為香港用語,1絲=0.01MM,所以1條=1絲。17、 枕位是什么?外殼類塑件的邊緣常開有缺口,用于安裝各類配件,此處形成的枕壯分型部分稱為枕位。18、火山口是什么?
3100 3 3
Im智能注塑 ??? 3年前
注塑人要收藏的注塑生產不良缺陷原因
5、波紋:注塑件表面有螺旋狀或云霧狀的波形凹凸不平的表征現象,或透明產品的里面有波狀紋,稱為波紋。6、溢邊(飛邊、披鋒):在注塑件四周沿分型線的地方或模具密封面出現薄薄的(飛邊)膠料,稱為溢邊。7、銀絲紋:注塑件表面的很長的、針狀銀白色如霜一般的細紋,開口方向沿著料流方向,在塑件未 完全充滿的地方,流體前端較粗糙,稱為銀絲紋(銀紋)。
3275
Im智能注塑 ??? 3年前
模具遇到這些問題,不再束手無策了! 
3.導柱損害導柱在模具中首要起導向作用,以確保型芯和型腔的成型面在任何情況下互不相碰,不能以導柱作為受力件或定位件用。在幾種情況下,打針時動、定模將發生無窮的側向偏移力。塑件壁厚懇求不均勻時,料流經過厚壁處速率大,在此處發生較大的壓力;塑件旁邊面不對稱,如階梯形分型面的模具相對的兩旁邊面所受的反壓力不相等。
2163 1
高分 ??? 4年前
塑膠件的結構設計:拔模斜度篇(下) 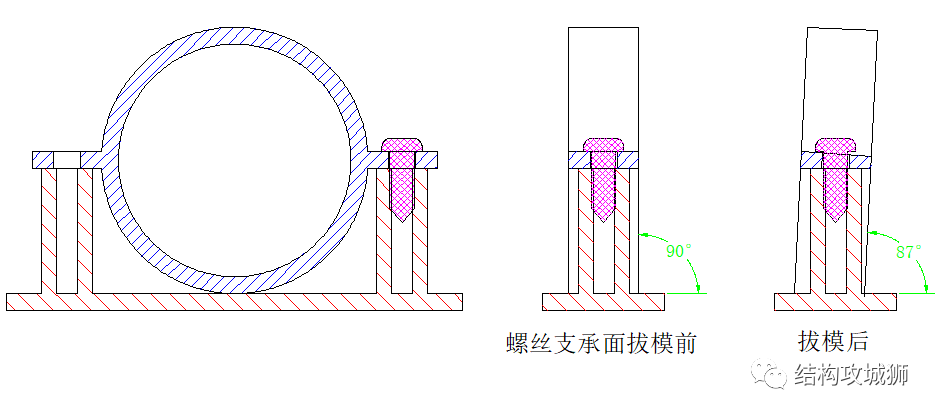
對于軸承的過盈配合,稍大的軸承孔無法通過司筒針出模達到無拔模斜度,采用常規出模方式需要設計拔模斜度,如下面軸承孔,內孔大面拔模,筋位面積小,可以不拔模,強脫出模。3、零件拔模后,分型面的確定會影響結構精度。在拔模時,當對零件中的d1、d2、d3、d4有同心度要求時,分型面必須在A~A處且d1與d2設計在同一型芯上才能使模具保證其要求。
5964 5 1
結構攻城獅 ??? 3年前
塑膠件的結構設計:倒角篇 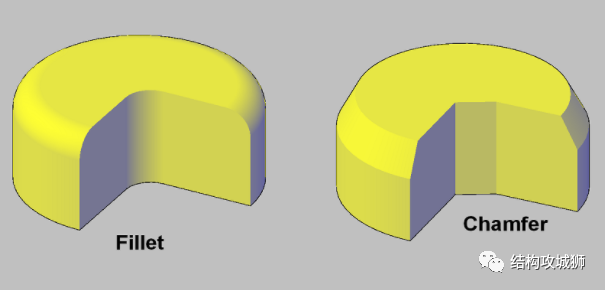
下圖中,原始設計的分型面在小圓角處,帶小圓角的分型面不方便加工以及后續省模困難,優化后設計,應把分型面圓角去除。另外,任何型腔和型芯鋼材相遇以在零件中形成孔或其他特征時,都會存在上述問題,設計時應加以注意。
9785 3
結構攻城獅 ??? 3年前
射出模具數字化設計與智能制造技術分析 
圖2:型腔布局示意圖 成型零件設計 分模設計 在手表成型零件設計過程中,分模面的設計通常與塑件的尺寸、質量、飛邊大小、脫模以及成本等方面息息相關。結合當前塑件的實際結構,為能方便加工成型另加并簡化模具的整體結構,可以利用對稱面為分型面,在脫模后塑件將被留存于動模中,結合系統中的斷開功能將模型分割為四個獨立的分模面。
3934 2 1
ACMT協會 ??? 2年前
設計88問,太全面了,果斷收藏!
與PL面平行的公母模貼合面叫碰穿面,與PL面不平行的公母模貼合面叫插面。16、條和絲的關系條和絲都是長度單位,條為臺灣用語,1條=0.01MM,絲為香港用語,1絲=0.01MM,所以1條=1絲。17、枕位是什么?外殼類塑件的邊緣常開有缺口,用于安裝各類配件,此處形成的枕壯分型部分稱為枕位。18、火山口是什么?
2261 2
UG模具設計材料 ??? 3年前
塑膠模具「雙色模」前模頂出設計方案以及注意事項 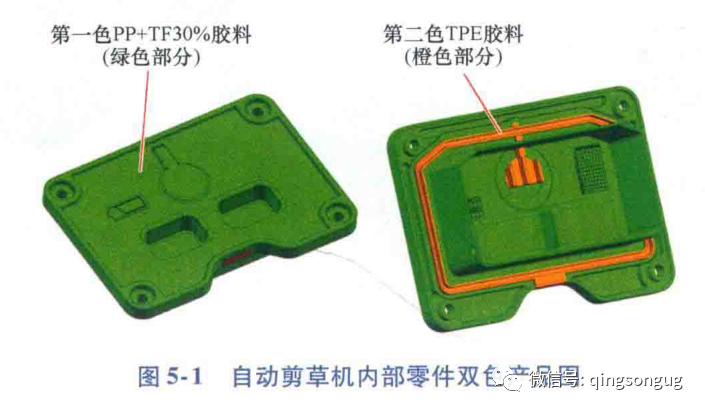
如圖所示:分型面,這樣的話后模側基本上沒有軟膠,而且不需要進行分型面封膠,后模可以完全做到一致。重點:第一色中間長方形有框深25mm,而且底部厚度只有1.3mm,成型中會粘前模。如圖所示:第一色進膠樣式第二色進膠樣式如圖所示:第一色與第二色熱流道點樣式。
3639
UG模具設計材料 ??? 3年前
20條/頁 
 9
9 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
