



爆炸復(fù)合板 VS 軋制復(fù)合板 
爆炸復(fù)合板的生產(chǎn)一般在戶外偏遠(yuǎn)工場進(jìn)行,由于炸藥工作特性,對于天氣有一定要求。這是影響其效率的一個因數(shù)。(二)軋制復(fù)合式軋制復(fù)合板工藝是以基板和復(fù)合層處于物理純凈狀態(tài),使用中厚板軋機(jī)或熱連軋機(jī)軋制生產(chǎn)。在軋制過程中兩種金屬擴(kuò)散實(shí)現(xiàn)完全的冶金結(jié)合。當(dāng)然為了提高復(fù)合界面的潤濕效果,提高結(jié)合強(qiáng)度,在界面的物理化學(xué)處理方面還要采取一系列技術(shù)措施。
2317
數(shù)控編程網(wǎng) ??? 3年前
承壓設(shè)備厚板中頻感應(yīng)加熱局部熱處理試驗(yàn)研究 
以馬鞍形厚板控溫?zé)犭娕?C13 和 C14 為例,圖5 給出了 C13 和 C14 熱電偶溫度及最大溫差隨時間變化的溫度曲線。其中 C13 是馬鞍形厚板外壁的測溫?zé)犭娕迹挥诟袘?yīng)電纜下方,C14 是馬鞍形厚板內(nèi)壁的測溫?zé)犭娕肌膱D 5 可以看出,從室溫至705 ℃的升溫階段,馬鞍形厚板的外壁溫度一直比內(nèi)壁的溫度高,最大溫差為加熱第 7.5 h 時的 17 ℃。
2946 1
FMMM ??? 2年前
混凝土板厚控制的四種辦法!你們用哪種? 
源自丨保利江蘇置業(yè) 混凝土結(jié)構(gòu)樓板厚度(簡稱“板厚”)在土建工程中極為重要,若板厚不足,將發(fā)生結(jié)構(gòu)板易開裂滲漏,交付后隔聲性能差等風(fēng)險;若板厚偏厚,會使樓面找平層施工困難,后續(xù)易產(chǎn)生找平層不規(guī)則裂縫,凈空高度不足等問題。
3828
魯班施工 ??? 2年前
板材軋制缺陷模擬與板形優(yōu)化 
(或者輥縫均勻,而軋板厚度不均勻,邊緣區(qū)域厚度較厚而中間區(qū)域厚度較薄)。換句話說,這意味軋制過程中邊緣區(qū)域較中心區(qū)域的的材料具備更大變形,導(dǎo)致邊緣呈現(xiàn)波浪形(Wavy Edges)。 Wavy Edges軋制缺陷示意圖邊緣波浪是軋制的主要缺陷之一,主要是由于材料在板材寬度方向上不均勻變形導(dǎo)致的,也導(dǎo)致了不均勻的應(yīng)力分布。
3469 50 13
iCPFEM ??? 3年前
帶孔厚板的網(wǎng)格劃分問題?
hypermesh網(wǎng)格劃分的問題想請教各位大佬,工程是一個花崗巖板的鉆孔裝藥爆破,炮孔的尺寸相對于板的尺寸很小,炮孔所在平面,可以漸變劃分,但是厚度方向上,網(wǎng)格大小如果以炮孔附近為準(zhǔn),炮孔附近稍遠(yuǎn)一點(diǎn)的網(wǎng)格就會成方片,如果大小加大一點(diǎn),炮孔的網(wǎng)格就會變成長條 ,這種問題怎么解決呢?(圖二是炮孔附近網(wǎng)格剖面圖)請各位大佬不吝賜教!感謝!
2342 4 3
高家政 ??? 3年前
abaqus軋制復(fù)合板
軋輥轉(zhuǎn)板子不往前走是怎么回事
2148 6
,_9059 ??? 1年前
焊接熱裂紋、再熱裂紋、冷裂紋、層狀撕裂,這些你都了解嗎? 
僅限于厚板的母材金屬或焊縫熱影響區(qū),多發(fā)生于“L”、“T”、“+”型接頭中。其定義為軋制的厚鋼板沿厚度方向塑性不足以承受該方向上的焊接收縮應(yīng)變而發(fā)生于母材的一種階梯狀冷裂紋。一般是由于厚鋼板在軋制過程中,把鋼內(nèi)的一些非金屬夾雜物軋成平行于軋制方向的帶狀夾雜物,這些夾雜物引起了鋼板在力學(xué)性能上的各向?qū)浴?/div>
2771
機(jī)械學(xué)霸 ??? 4年前
請問各位大佬反復(fù)軋制該怎么操作呀?
就是看b站視頻講解,板是依靠慣性進(jìn)入第二次軋制,但是這樣設(shè)置后第三次軋制往后,板就會飛掉,請問該怎么設(shè)置
2339 4
君莫笑_6429 ??? 1年前
1500在冷軋AGC系統(tǒng)上的應(yīng)用 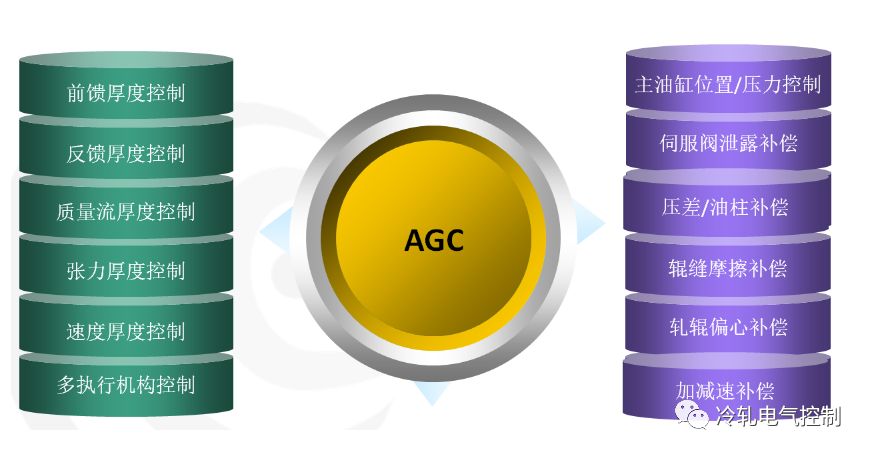
七、快速響應(yīng)的AGC油缸是消除厚差以及補(bǔ)償軋輥偏心的基礎(chǔ)。八、對入口厚差精準(zhǔn)連續(xù)的跟蹤,使得前饋和秒流量控制準(zhǔn)確無誤,以至于原料所帶來的厚度波動問題在經(jīng)過一道軋制后就得到解決。九、多種自動流程(如軋機(jī)標(biāo)定),力求簡單的操作設(shè)計(jì),即減少了生產(chǎn)輔助時間,又減少了人為因素對產(chǎn)品質(zhì)量的影響。
2425 1
冷軋電氣控制 ??? 3年前
鍍鋅常見缺陷、特征、原因匯總 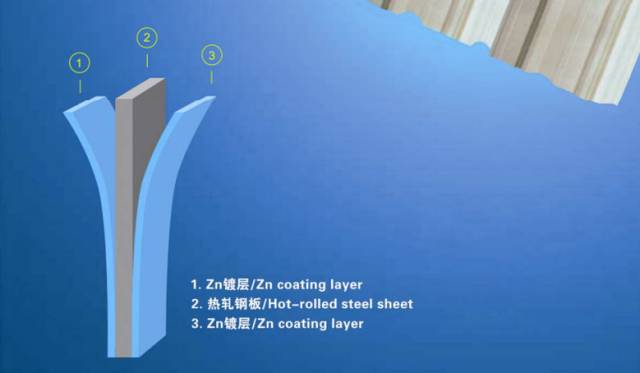
1原板冷卻慢;2半凝固狀態(tài)時劃傷。氣刀條痕(條狀)鍍鋅鋼帶沿軋制方向呈樹枝狀條紋或條狀凸起紋。1鋅過稠、鋅溫低;2鋁含量高,使熔點(diǎn)升高;3氣刀位置低或壓力小;4氣刀的縫隙發(fā)生局部堵塞;5氣刀局部缺口或損壞;6板形不好。邊厚(花紋)鍍鋅鋼帶邊沿的鋅層比中間或其它部分的鋅層厚稱邊厚,一般邊部呈條狀花紋。
4056
冷軋電氣控制 ??? 3年前
汽車儀表板橫梁設(shè)計(jì)要點(diǎn)及剛度分析 
第二種為封閉式結(jié)構(gòu),如圖8(b)所示,支架的翻邊高度為6 mm,支架的壁厚1.5 mm,與右中通道支架焊接,焊縫數(shù)量為2,由于封閉式支架的剛度較好,在設(shè)計(jì)中較為常見[11,12,13]。圖8 支架結(jié)構(gòu)設(shè)計(jì)2.3.3 保險絲盒支架結(jié)構(gòu)設(shè)計(jì)儀表板保險絲盒大部分會安裝在橫梁上,少部分安裝在儀表板本體上。
4314 6
汽車知識分享 ??? 2年前
晶體塑性每日文章推薦(十一) 
在裂紋演化機(jī)制分析的基礎(chǔ)上,提出了一種名為邊約束軋制的新工藝,該工藝通過將坯料嵌入U型板中來抑制邊部裂紋的產(chǎn)生。數(shù)值結(jié)果表明,在邊部約束軋制工藝過程中鎂合金邊部的應(yīng)力三軸度最小值可由-0.8降低至-2.05,受到臨界應(yīng)力三軸度的限制,體積損傷和剪切損傷均被顯著抑制。
2454 2 1
晶體塑性有限元 ??? 2年前
長桿彈侵徹復(fù)合靶板案例 
求解的自動時間增量與單元最小尺寸相關(guān),網(wǎng)格尺寸越大,計(jì)算效率越高,如計(jì)算實(shí)際工程模型時此處網(wǎng)格尺寸可能不具備參考價值,但本例主要是對彈丸侵徹復(fù)合靶板的技術(shù)可行性驗(yàn)證進(jìn)行討論,不對單元尺寸對計(jì)算精度的影響做過多分析。 1.1 模型介紹 彈丸長10cm,半徑4cm;靶板長、寬均為25cm,陶瓷厚3cm,金屬鋁板厚3cm,纖維層合板總厚度也為3cm,分為三層,每一層由兩層單元組成。
3440 3 16
gunsss ??? 2年前
鋁合金汽車板生產(chǎn)技術(shù)及其發(fā)展趨勢 
2.1主要生產(chǎn)工藝流程主流汽車板生產(chǎn)工藝:半連續(xù)鑄造法(direct chill casting,DC)生產(chǎn)大規(guī)格扁錠→鋸切頭尾→銃削表面→加熱→在大型寬幅熱軋機(jī)組高溫軋制→卷坯→冷軋加工至成品厚度→用汽車板專用熱處理設(shè)備氣墊式連續(xù)熱處理爐進(jìn)行熱處理。如需要調(diào)控材料顯微組織及晶粒度,可在冷軋道次中增加中間退火工序。
2516
金屬加工前沿 ??? 3年前
金屬材料中的織構(gòu)及其對性能的影響 
在實(shí)際描述晶體取向時,因形變條件不同而設(shè)定不同的參考系,比如對于最常見的軋制變形,通常設(shè)定參考系的三個軸為軋制方向(RD)、軋制面的法向(ND)以及軋板的橫向也就是在軋面上與軋向垂直的方向(TD),假設(shè)一個取向表示為(110)[1-12],就說明此時晶胞的(110)面平行于軋面,[1-12]方向平行于軋向。
2644
FMMM ??? 3年前
塑燒板除塵器工作原理
塑燒板除塵器適合氣體中含水、含油的作業(yè)場合使用,且能達(dá)到超低排放的要求,目前用于冶金軋制行業(yè),軋鋼廠軋機(jī)粗軋、中軋和精軋機(jī)組線材生產(chǎn)線產(chǎn)生的水-氣粉塵治理。塑燒板除塵器對線材生產(chǎn)線產(chǎn)生的煙氣粉塵處理具有獨(dú)特處理效果。
2170
A氣旋塔催化燃燒除塵設(shè)備廠家. ??? 3年前
大壁厚陶瓷光固化3D打印工藝,因泰萊激光實(shí)現(xiàn)新突破 
△蜂窩板△陶瓷型芯△實(shí)心圓柱因泰萊激光自2016年開始一直專注于陶瓷3D打印技術(shù),針對光固化陶瓷3D打印中大壁厚陶瓷件普遍存在的脫脂燒結(jié)后開裂問題,這幾年因泰萊激光在研發(fā)上持續(xù)投入、組織技術(shù)攻關(guān),對漿料配制、生坯打印成型、生坯的脫脂和燒結(jié)各過程進(jìn)行有效控制,經(jīng)過大量測試研究后,最終規(guī)避了大壁厚陶瓷件開裂風(fēng)險,技術(shù)取得重大突破, 整個打印生產(chǎn)過程僅需一周的時間,便可得到合格的大壁厚陶瓷結(jié)構(gòu)件
2206
南極熊3D打印 ??? 3年前
老師傅總結(jié):沖壓件常見不良及對策,有你想要的么? 
彎曲部分變薄 對策彎曲半徑相對于板厚值太小(r/t>3直角彎曲)一般采用增大彎曲半徑;多角彎曲使彎曲部位變薄加大,為了減少變薄盡量采用單角多工序的壓彎辦法;采用尖角凸模時凸模進(jìn)入凹模太深使彎曲部位厚度明顯減少。
1968
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
快速提升PCB板Layout質(zhì)量的6個細(xì)節(jié) 
射頻走線:射頻走線的線寬需要考慮特性阻抗,常用的射頻模組天線接口均為50Ω特特性阻抗,按經(jīng)驗(yàn)功率≤30dBm(1W)的射頻線寬0.55mm,鋪銅的間距0.5mm,更準(zhǔn)確的也可通過板廠協(xié)助調(diào)整得到約50Ω的特性阻抗。電源線的線寬設(shè)置就要從整機(jī)負(fù)載的電流大小、供電電壓大小、PCB的銅厚、走線長度等方面去考慮,通常寬1.0mm,銅厚1oz(0.035mm)的走線可通過約2A的電流。
2139 3 3
電子設(shè)計(jì)聯(lián)盟 ??? 3年前
SolidWorks包絡(luò)倒角在壓力容器設(shè)計(jì)建模的應(yīng)用 
上述方式涉及不等厚板之間的對接焊連接,壓力容器標(biāo)準(zhǔn)中規(guī)定了不等厚板之間連接厚板邊界的過渡倒角尺寸(即,倒角長度≥3倍的板厚差);壓力容器開孔位置往往是曲面板(并且往往是圓柱、橢圓或錐形),開孔處常常是相貫線,后文的實(shí)例中將會看到,在SolidWorks建模中,在相貫線上應(yīng)用普通倒角方式建立的模型是錯誤的。
3302
土瓦 ??? 2年前
20條/頁 
 29
29 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺客服
TOP
