



汽車B柱輕量化設(shè)計(jì)研究 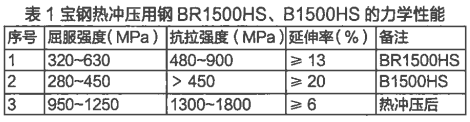
目前整車所謂熱成型“B柱”也即B柱加強(qiáng)板的熱成型,B柱加強(qiáng)板總成一般由B柱加強(qiáng)板,B柱上、下部加強(qiáng)板,及車門鉸鏈加強(qiáng)板組成,B柱內(nèi)板總成由B柱內(nèi)板和安全帶固定點(diǎn)加強(qiáng)板組成。
3767 1 1
FMMM ??? 3年前
汽車的A柱、B柱、C柱為什么要使用高強(qiáng)度熱成型鋼制作 
最后我們?cè)賮?lái)看看汽車的C柱。所謂的C柱,是指后風(fēng)擋玻璃兩側(cè)的立柱。我們坐在汽車后排,頭枕兩邊的大柱子就是它。它的作用一方面是連接車頂與車身,另一方面也會(huì)在汽車后部碰撞中承擔(dān)一定的碰撞能量,保護(hù)乘員艙的結(jié)構(gòu)安全。不過(guò)汽車后部結(jié)構(gòu)件較多,需要C柱承擔(dān)的碰撞能量并不大,因此它一般只是用普通的高強(qiáng)度鋼制造,很少有使用熱成型鋼的。
3049
EDC電驅(qū)未來(lái) ??? 3年前
汽車用熱成型鋼板的加工工藝 
白車身上使用熱成型鋼板的主要零部件有:A柱、B柱、C柱、上邊梁、門檻邊梁、中央通道、地板橫梁、前圍板等。這些車身關(guān)鍵骨架件使用熱成型件,能在碰撞事故中有效保證車身框架結(jié)構(gòu)的完整性,從而保護(hù)乘客。
4662
金屬加工前沿 ??? 2年前
汽車側(cè)面碰撞試驗(yàn)B柱耐撞性能優(yōu)化及輕量化設(shè)計(jì) 
2.3 B柱熱成型優(yōu)化方案結(jié)合現(xiàn)有的B柱加工工藝,設(shè)計(jì)基于2k因子的B柱熱成型技術(shù)優(yōu)化方案。表2為B柱基礎(chǔ)模型與優(yōu)化模型參數(shù)。由表可見(jiàn),優(yōu)化設(shè)計(jì)的汽車模型輕量化效果極優(yōu)。
3043 1
KIMs ??? 4年前
激光焊接在熱成形門環(huán)中的應(yīng)用 
、B柱加強(qiáng)板、側(cè)圍上加強(qiáng)板和門檻加強(qiáng)板常規(guī)用材的抗拉強(qiáng)度如圖5所示,只有B柱加強(qiáng)板和側(cè)圍上加強(qiáng)板采用熱成型鋼。
4842 3
金屬加工前沿 ??? 3年前
Moldex3D模流分析之壓縮成型模塊簡(jiǎn)介及前處理 
注意:壓縮區(qū)的實(shí)體網(wǎng)格通常會(huì)以棱柱體(Prism)生成,可以在網(wǎng)格參數(shù)中修改。5) 網(wǎng)格生成完后,點(diǎn)擊最終檢查并儲(chǔ)存網(wǎng)格檔。6) 預(yù)填料的設(shè)定,首先將壓縮區(qū)隱藏,以便后續(xù)作業(yè)。7) 利用工具欄表中的長(zhǎng)方體繪制預(yù)填料的區(qū)塊。注意:預(yù)填料的體積需大于約產(chǎn)品體積的30%,可以利用信息欄得知產(chǎn)品體積。點(diǎn)選預(yù)填料,選擇該對(duì)象。
2121 1 1
Moldex3D 中國(guó) ??? 3年前
基于MeshWorks的B柱TWB/TRB結(jié)構(gòu)優(yōu)化方法 
側(cè)面碰撞過(guò)程中,B柱會(huì)發(fā)生變形進(jìn)而侵占成員空間。對(duì)于B柱需要吸收碰撞能量同時(shí)還需要控制變形過(guò)程中的變形模式減少對(duì)成員的傷害。對(duì)應(yīng)成員頭部、肩部、胸部的位置要保證足夠的空間,對(duì)應(yīng)區(qū)域的結(jié)構(gòu)需要足夠的強(qiáng)度。而下部空間較大,可以允許發(fā)生變形吸收能量。B柱的結(jié)構(gòu)設(shè)計(jì)需要滿足以上性能要求。B柱可以采用拼接焊或輥壓成型件的方案,既可以滿足性能的要求,又可以達(dá)到減重的效果。
2695
DEP MeshWorks ??? 3年前
塑膠件的結(jié)構(gòu)設(shè)計(jì):螺紋連接結(jié)構(gòu)篇(下) 
二、成型性原則1、螺絲柱模具成型結(jié)構(gòu):塑膠件螺絲柱在塑膠模具中成型,如果沒(méi)特殊要求,一般是通過(guò)司筒針組件成型,司筒針組件一般分為兩個(gè)部分,司筒和司筒針,通常把司筒針組件直接叫做司筒,司筒比較適合成型具有中心孔(通孔或盲孔)的塑膠結(jié)構(gòu),同時(shí)膠位可設(shè)置頂出,因此,中心孔可不設(shè)計(jì)拔模斜度。
11842 7
結(jié)構(gòu)攻城獅 ??? 3年前
注塑人注意了:常用塑膠產(chǎn)品的缺陷及識(shí)別你都了解嗎 
一般發(fā)生在多膠、柱高、柱底。16.多料:因模腔損傷致使產(chǎn)品表面多出,一般發(fā)生在活動(dòng)科、柱位,頂針位,分模面。17.混色:因料不干凈或溫度過(guò)高使膠件表面或內(nèi)部形成與膠件不同的顏色點(diǎn)(混料不均勻以引起)。18.混點(diǎn):成型膠件表面所出現(xiàn)的雜點(diǎn)(如黑點(diǎn))、焦點(diǎn)。19.頂白:頂針位因頂出速度太快的原因使膠件發(fā)白(白點(diǎn))。
2928
UG模具設(shè)計(jì)材料 ??? 4年前
塑膠件的結(jié)構(gòu)設(shè)計(jì):螺紋連接結(jié)構(gòu)篇(上) 
當(dāng)塑膠柱內(nèi)孔在鎖自攻螺絲時(shí),一般有兩種方式產(chǎn)生螺紋:a. 螺紋成型:當(dāng)螺絲旋入塑膠柱內(nèi)孔時(shí),是通過(guò)冷流(俗稱擠壓)來(lái)產(chǎn)生螺紋的,塑膠會(huì)產(chǎn)生局部變形而不是被切削,故稱之為螺紋成型(無(wú)碎屑產(chǎn)生),此種螺絲也稱為螺紋成型自攻螺絲。 螺紋成型自攻螺絲會(huì)產(chǎn)生高內(nèi)應(yīng)力,因?yàn)椴牧鲜菙D壓變形而不是被去除。
6320 1
結(jié)構(gòu)攻城獅 ??? 4年前
減少周期時(shí)間浪費(fèi) 
導(dǎo)向柱、模心在接觸前進(jìn)行減速動(dòng)作。(如圖3) 圖3:②開閉模工序。模具未接觸時(shí)高速動(dòng)作;導(dǎo)向柱、模心在接觸前進(jìn)行減速動(dòng)作 ③頂出工序 頂出的空走區(qū)間、回位區(qū)間高速動(dòng)作,僅產(chǎn)品頂出部分低速動(dòng)作(如圖4)。防止產(chǎn)品變形。 圖4:③頂出工序。
2554
ACMT協(xié)會(huì) ??? 1年前
Moldex3D模流分析之金屬脫蠟精密鑄造射出成型 
Moldex3D 產(chǎn)品概覽 Moldex3D是塑料射出成型產(chǎn)業(yè)中的計(jì)算機(jī)輔助工程領(lǐng)導(dǎo)產(chǎn)品。 Moldex3D擁有一流的分析技術(shù),可協(xié)助客戶模擬更廣泛的射出成型應(yīng)用范圍,來(lái)優(yōu)化產(chǎn)品設(shè)計(jì)和可制造性,以達(dá)到縮短上市時(shí)間并提高的產(chǎn)品投資回報(bào)率。
1967
Moldex3D 中國(guó) ??? 3年前
Moldex3D模流分析Mesh參考資料之三重網(wǎng)格生成法之間的差異 
四面體網(wǎng)格自動(dòng)生成和 CAE 溫度分布 BLM 和 CAE 溫度分布 不同網(wǎng)格生成法之間的比較 射出成型 CAE 分析中的邊界層 (Boundary Layer in Injection Molding CAE Analysis) 針對(duì)射出成型的 CAE 分析,塑件厚度方向之間的元素圖層數(shù)目非常重要,因?yàn)樗麤Q定著分析結(jié)果的分辨率。
2228
Moldex3D 中國(guó) ??? 2年前
隔墻板墻體裝配式門框施工工藝,速度快,成型質(zhì)量好! 
在墻板兩側(cè)砼墻、柱彈出垂直控制線、水平標(biāo)高線,用以控制整個(gè)墻面的垂直度、平整度以及門洞口的標(biāo)高。
2229 1
規(guī)范圖集大全 ??? 3年前
工序樣板如何做?標(biāo)準(zhǔn)尺寸及基本要求收好! 
基本要求 (1)筏板砼:1800×1800、剪力墻:2000×200、防水壓槽:2000×60、獨(dú)立柱(居中設(shè)置):500×500、后澆帶:1800×300,如圖所示。(2)①-②立面:高2000、右側(cè)剪力墻寬600、底部砼高500,如圖所示。(3)止水鋼板規(guī)格為寬300×3(寬*厚),埋入砼中1/2高,轉(zhuǎn)角部位須一次彎折成型。
2914
規(guī)范圖集大全 ??? 4年前
基于機(jī)械系統(tǒng)動(dòng)力學(xué)自動(dòng)分析的多噴頭3D打印機(jī)運(yùn)動(dòng)學(xué)研究 
至今已有熔融沉積成型(FDM)、光固化成型(SLA)、三維粉末粘接(3DP)、選擇性激光燒結(jié)(SLS)和無(wú)模鑄型制造技術(shù)(PCM)等3D打印機(jī)工藝。而Stratasys公司創(chuàng)始人Crump研發(fā)FDM工藝的3D打印機(jī)憑借著維護(hù)成本低,構(gòu)造原理較為簡(jiǎn)單和使用便利等特點(diǎn)被大范圍應(yīng)用[3,4,5]。
4505 4
擺渡人張 ??? 2年前
塑膠件的結(jié)構(gòu)設(shè)計(jì):拔模斜度篇(上) 
直身面,應(yīng)考慮出行位,這點(diǎn)詳細(xì)內(nèi)容放在下篇介紹;2)對(duì)于骨位面,X越大,骨位頂部寬度C就越小,注塑成型越困難,因此,骨位應(yīng)盡量設(shè)計(jì)得矮一些,拔模斜度就可以大一些,如無(wú)法避免,至少保證X的取值一般≥0.2,頂部寬度C不少于0.6;3)對(duì)于螺絲柱,螺絲柱內(nèi)孔是屬于有尺寸精度要求的一類結(jié)構(gòu)特征,對(duì)于這類結(jié)構(gòu)特征,為了保證公差范圍,其拔模角度會(huì)很小甚至無(wú)拔模角度,此處的模具結(jié)構(gòu)需要很小的粗糙度甚至拋光
8352 6 2
結(jié)構(gòu)攻城獅 ??? 3年前
Moldex3D模流分析之應(yīng)用先進(jìn)CAE工具驗(yàn)證光學(xué)產(chǎn)品翹曲及折射率 
圖一 以十層六角柱網(wǎng)格建構(gòu)三維網(wǎng)格模型(左)以及流道系統(tǒng)(右)圖二 精密射出成型之Alvarez鏡片(左)及其表面變形可視化結(jié)果(右)由于本案例主要目的為驗(yàn)證模擬結(jié)果(圖三及圖四),因此并未針對(duì)原始設(shè)計(jì)作變更,預(yù)期在往后的研究才會(huì)進(jìn)一步優(yōu)化此精密射出產(chǎn)品的設(shè)計(jì)。
2042
Moldex3D 中國(guó) ??? 3年前
看中建項(xiàng)目如何合理省鋼筋? 
實(shí)施中將柱鋼筋改為末端貼焊錨筋(廢料鋼筋)的錨固形式,從而節(jié)省原材鋼筋,充分利用廢料。后臺(tái)加工、現(xiàn)場(chǎng)綁扎成型4、采用變徑套筒策劃實(shí)施:能通則通、用變徑套筒代替,算量采用互相錨固5、柱子變截面能不插筋就不要插筋。
3364
魯班施工 ??? 3年前
Moldex3D模流分析之使用CAE一次解決多重工具制造難題 
本案例中,產(chǎn)品的螺絲柱出現(xiàn)縫合線,導(dǎo)致產(chǎn)品容易碎裂。透過(guò)Moldex3D的模擬,他們得以準(zhǔn)確預(yù)測(cè)出縫合線位置并改善。此外藉由Moldex3D多材質(zhì)射出成型模組包覆成型分析,預(yù)測(cè)ABS和TPE雙料結(jié)合后的溫度,并優(yōu)化成型條件。
1920
Moldex3D 中國(guó) ??? 3年前
20條/頁(yè) 
跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
