基于純電動汽車安全及續(xù)駛里程需求,輕量化設(shè)計(jì)被擺在突出的位置, 而單純追求車身輕量化可能會降低汽車的碰撞安全性。
而先進(jìn)高強(qiáng)度鋼熱成型技術(shù)在汽車領(lǐng)域的應(yīng)用,可以很好的解決汽車輕量化后仍能保持良好的防碰撞性能的問題, 而且成形后的零件具有基本無回彈、精度高、成形質(zhì)量好等優(yōu)點(diǎn) 。
目前熱成型沖壓件在車身的應(yīng)用主要集中在A柱、B柱、C柱、門防撞板、前后防撞梁、中通道、縱梁、門檻、儀表板橫梁等, 其中以B柱應(yīng)用最為廣泛 。
熱成型首先是在加熱爐中 將板料加熱至再結(jié)晶溫度以上(一般在900℃以上)一段時(shí)間 , 使其微觀晶體組織由鐵素體完全轉(zhuǎn)化為奧氏體; 然后將完全奧氏體化的板料在幾秒內(nèi)迅速轉(zhuǎn)移到成形設(shè)備中進(jìn)行沖壓成形,沖壓成形后繼續(xù)保壓一段時(shí)間(15s左右 ) 使零件形狀尺寸趨于穩(wěn)定;在成形與保壓過程中,為了提高材料的強(qiáng)度,利用模具(需布置冷卻水道)與板料之間的溫度差對板料淬火處理 , 使板料以超過27℃/s的速度冷卻, 以獲得在室溫下具有均勻馬氏體組織的超高強(qiáng)度鋼。
(1)得到的是超高強(qiáng)度的車身零件,其屈服強(qiáng)度可達(dá)1000Mpa,抗拉強(qiáng)度1600-20Mpa ;
(2)其超高強(qiáng)度可帶來零件厚度和重量的減小,滿足車身輕量化的需求;
(3)具有良好的成形性,不易起皺和破裂,基本沒有回彈,尺寸穩(wěn)定性比較好 。
目前國內(nèi)在用的熱沖壓用鋼板主要由寶鋼供貨, 主要有兩種類型:熱軋BR1500HS和冷軋BH1500HS。其力學(xué)性能如表1所示。
3. 普通高強(qiáng)鋼方案與熱成型方案對比分析
B柱位于車身前門和后門之間,屬于典型的汽車結(jié)構(gòu)件。B柱作為車身中重要的承力構(gòu)件,不僅要起到支撐車頂蓋重量的作用,要保證在經(jīng)受一定的撞擊下車門仍然能夠打開。
同時(shí),作為前車門鎖扣、后車門鉸鏈以及前排安全帶的安裝部件,B柱還必須擁有足夠的強(qiáng)度和剛度。目前整車所謂熱成型“B柱”也即B柱加強(qiáng)板的熱成型,B柱加強(qiáng)板總成一般由B柱加強(qiáng)板,B柱上、下部加強(qiáng)板,及車門鉸鏈加強(qiáng)板組成,B柱內(nèi)板總成由B柱內(nèi)板和安全帶固定點(diǎn)加強(qiáng)板組成。
B柱耐撞性能關(guān)鍵取決于B柱加強(qiáng)板、B柱上部加強(qiáng)板的斷面尺寸、材料強(qiáng)度、材料厚度等因素,B柱內(nèi)板作為車身最內(nèi)側(cè)板件,主要提供其他零部件的安裝支撐功能,同時(shí)在加強(qiáng)板耐撞性能不足的情況下,可以起到彌補(bǔ)作用 。
(2)普通高強(qiáng)鋼方案與熱成型方案對比
現(xiàn)某純電動轎車B柱原方案為普通高強(qiáng)鋼,B柱本體材料采用B410LA,屈服強(qiáng)度在410Mpa左右,強(qiáng)度較低 ,于是在其內(nèi)部上 、下各焊接一塊尺寸較大的加強(qiáng)板,用以保證B柱強(qiáng)度,如圖1所示。

現(xiàn)熱成型方案B柱本體材料采用B1500HS,并在上下鉸鏈安裝處增加兩尺寸較小加強(qiáng)板,用于加強(qiáng)鉸鏈安裝處剛度以保證門安裝剛度及防止門下垂。如圖1(b)所示。
普通高強(qiáng)鋼方案與熱成型方案的B柱質(zhì)量對比如表2所示。
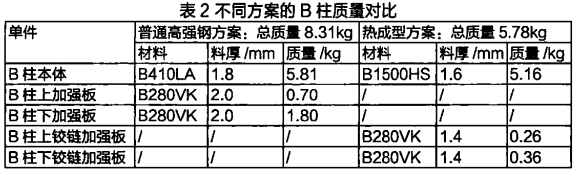
由表2可看出,熱成型方案中B柱本體料厚減小,B柱內(nèi)部上、下加強(qiáng)板尺寸及料厚均進(jìn)行了縮減,采用熱成型方案后單側(cè)B柱減重2.53kg,兩側(cè)合計(jì)減重5.06kg,減重效果比較明顯。
兩種不同方案扭轉(zhuǎn)工況下的白車身Z向變形圖,如圖2。

由圖示數(shù)據(jù)可計(jì)算出兩種方案的白車身扭轉(zhuǎn)剛度,普通高強(qiáng)鋼方案為9368.5 N·m/deg,熱成型方案為93.2.3 N·m/deg,下降0.71%,略微下降,兩方案基本持平。
兩種不同方案的扭轉(zhuǎn)模態(tài)振型圖,如圖3所示。
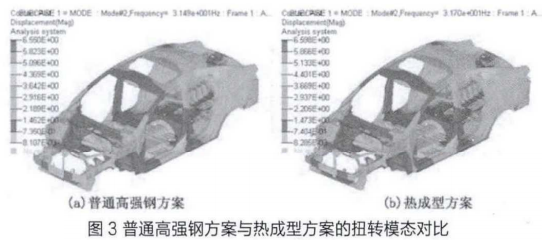
由圖示數(shù)據(jù)可得出兩種方案的白車身扭轉(zhuǎn)模態(tài),普通高強(qiáng)鋼方案的一階扭轉(zhuǎn)模態(tài)為31.49Hz,熱成型方案為31.70Hz,提高0.67%,略微提升,兩方案基本持平。
對于側(cè)碰而言,B柱顯得尤其重要,特別是對于門檻較低的車,側(cè)碰時(shí)門檻與壁障幾乎沒有重疊區(qū)域,門檻僅可以把少量撞擊力通過座椅橫粱傳遞到另外一側(cè),其余完全靠B柱承擔(dān)載荷。
B柱的侵入量是定量評價(jià)側(cè)面結(jié)構(gòu)耐撞性的主要因素,侵入量越小越好。現(xiàn)對相同邊界條件下兩種方案側(cè)碰過程中的B柱、前門、后門的侵入速度和侵入量進(jìn)行仿真分析,其中B柱對應(yīng)不同點(diǎn)的絕對侵入速度和相對侵入量,如表3所示。
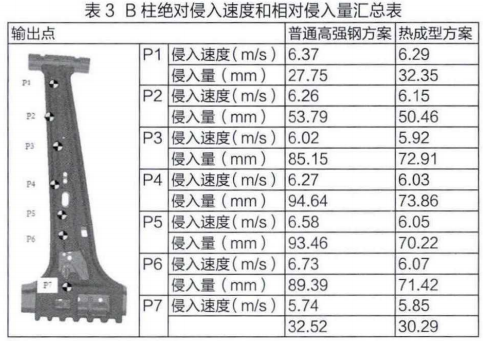
分析結(jié)果顯示,熱成型方案相對普通高強(qiáng)鋼方案B柱對應(yīng)不同點(diǎn)的侵入速度和侵入量均有不同程度的降低,滿足要求。
文章來源:沖壓與模具工藝


























