



牙根牙冠結(jié)構(gòu)抗拔力研究分析 

本課程結(jié)合工程實際,使用workbench軟件解決醫(yī)學(xué)有限元中的牙根牙冠結(jié)構(gòu)抗拔力問題,同時進行了滑移距離、Mises應(yīng)力的提取,詳細展示建模與分析的過程,本案例配有最終版的分析報告說明。通過以下滑移距離結(jié)果云圖可以看出,CASE3模型中牙根和牙冠的相對滑移距離最小;結(jié)合前文所述,這意味著該組模型對應(yīng)的牙根模型的抗拔能力最強,即在同樣的外界荷載情況下,該組牙根在實際使用中最難被拔出。
雪漫天 ??? 4年前
全自動插拔力試驗機簡介及應(yīng)用 
>產(chǎn)品型號: <a href="https://www.whirltone.com" rel="noopener noreferrer" target="_blank">全自動插拔力試驗機WH-1207-5S</a></blockquote><blockquote>測試對象:適用于各種連接器的插入力及拔出力測試</blockquote><blockquote>技術(shù)參數(shù)</blockquote><blockquote
2909
德基西瓜 ??? 12月前
如何利用 HyperMesh 軟件,對椎弓根釘軸向拔出的過程進行模擬 
可見,仿真與實驗結(jié)果在拔出力上升段吻合較好,只是由于在材料屬性設(shè)置中只模擬了松質(zhì)骨的屈服,沒有模擬由于骨小梁斷裂引起的松質(zhì)骨失效,所以仿真得出的拔出力-位移曲線沒有失效后的下降過程,但這并不妨礙本文提出的仿真模型對于椎弓根釘拔出強度的預(yù)測。
2973 1
仿真客 ??? 2年前
基于RADIOSS的卡子裝配力分析 
第4章 拔出力分析基于卡扣插入力的結(jié)果,進行卡扣拔出力分析,涉及卡扣斷裂模式參數(shù)的設(shè)置,結(jié)果的評判等。并講解卡扣插入力與拔出力的影響因子(主要從結(jié)構(gòu)方面進行講解),以便增大或減小插入力或者拔出力。
903 7
Leon_sun ??? 6年前
塑膠件的結(jié)構(gòu)設(shè)計:拔模斜度篇(上) 
設(shè)計拔模斜度后,f=μ×Fn×cosα,在出模方向上摩擦力f,隨著拔模角度α的增大而減小,一般情況下,拔模斜度都不是很大,顯然靠拔模斜度來減小靜摩擦力是有限的。
8351 6 2
結(jié)構(gòu)攻城獅 ??? 3年前
基于多體動力學(xué)的懸架零部件載荷分析 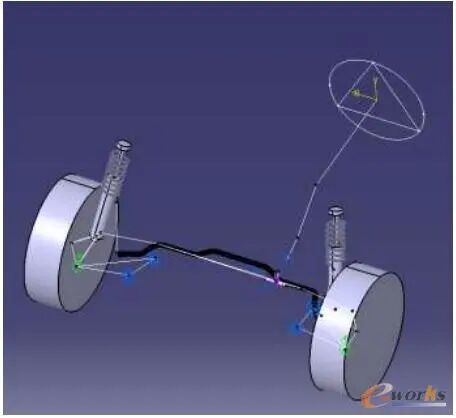
在實際工程中,汽車前懸架下控制臂存在前后襯套的軸向力過大而拔出,外端球頭的拔脫力及擠壓力過大而拔脫或擠壓破壞的情況等,這些都將影響汽車的行車安全和正常行駛。因此,本文將在不同典型工況下對這些關(guān)健零部件進行受力分析。
3153 1
CAE仿真學(xué)習(xí)菌 ??? 2年前
塑膠件的結(jié)構(gòu)設(shè)計:拔模斜度篇(下) 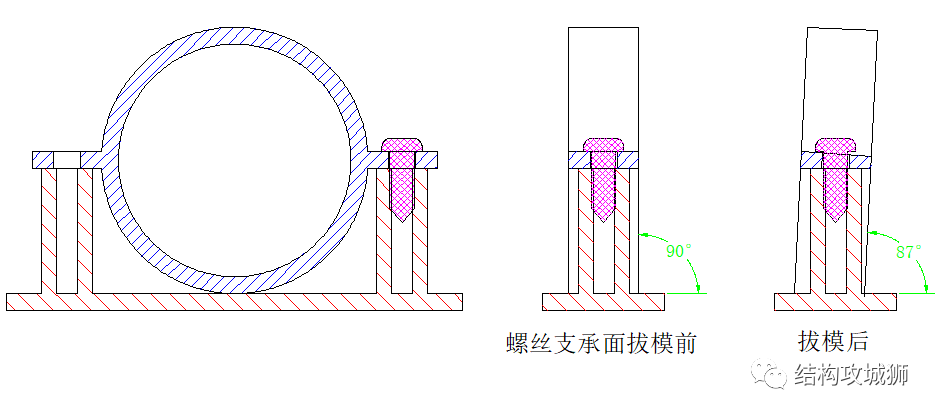
具體實現(xiàn)方法:金屬套筒使用低摩擦性的金屬做成,且對外表面拋光,減小與塑膠的摩擦力,套筒上設(shè)置有一整條槽,使得套筒能具有一定的彈性變形空間,與之相配的金屬內(nèi)芯有一條凸起的鍵,套筒和內(nèi)芯組成了模芯(FIG. 6)。
5964 5 1
結(jié)構(gòu)攻城獅 ??? 3年前
保持力分析-干涉裝配的端子 
?裝配到位后,HVIL公端子的過盈配合的干涉區(qū)域,使HVIL公端子與內(nèi)塑料殼之間產(chǎn)生了保持力。 ?仿真過程: 舊HVIL公端子,裝配到位后,計算HVIL公端子拔出內(nèi)塑料殼的力,即為HVIL公端子的保持力或止退保持力。(到達Break strain0.03變形點時,視為變形過大,位置保持失效)。
2517 12
楊曉木 ??? 3年前
樁基檢測常見知識點30條,收藏學(xué)習(xí)! 
工程樁承載力檢測結(jié)果的評價,應(yīng)給出每根受檢樁的承載力檢測值,并據(jù)此給出單位工程同一條件下的單樁承載力特征值是否滿足設(shè)計要求的結(jié)論。拾10.單樁豎向抗壓靜載試驗加載量如何確定?答:(1)為設(shè)計提供依據(jù)的試驗樁,應(yīng)加載至破壞;當(dāng)樁的承載力以樁身強度控制時,可按設(shè)計要求的加載量進行。
2445 1
魯班施工 ??? 3年前
塑料連接器產(chǎn)品翹曲常見原因分析及改善方案 
塑件脫模階段則是因為頂出受力不均產(chǎn)生內(nèi)應(yīng)力,需要通過優(yōu)化結(jié)構(gòu)強度、逃料設(shè)計、拔模角、模具結(jié)構(gòu)及拋光工藝和成型條件來改善。組配過程中的翹曲源于組配受力不均產(chǎn)生的內(nèi)應(yīng)力,主要控制手段包括優(yōu)化干涉方式、提升結(jié)構(gòu)強度和合理選擇原材料。而過IR過程中發(fā)生的翹曲則是由于內(nèi)應(yīng)力釋放,需要通過原材料優(yōu)化、結(jié)構(gòu)強度提升和干涉方式改進來控制。
2496
國高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 3月前
確保模具順利開發(fā)的重要步驟:T零量產(chǎn)關(guān)鍵因子之DFX 
圖2:Moldex3D?/iSLM以人工智能為驅(qū)動力成為企業(yè)知識與虛實整合的平臺模流分析模流分析是DFX中極為關(guān)鍵的一個步驟,它提供了許多有價值的信息,可以幫助優(yōu)化模具設(shè)計和制程參數(shù),以實現(xiàn)高質(zhì)量的成品。
2860 3
型創(chuàng)科技2023 ??? 2年前
LS-DYNA中的材料加工,制造過程及破壞分析-無網(wǎng)格SPG方法 
視頻中的案例展示了木頭鉆孔和拔出過程。 牙齒的drill鉆孔和植入,先打孔,然后植入,隨著螺紋的深入,接觸力逐步增加。 骨鉆過程模擬,通過壓縮和剪切實驗確定材料模型和損傷模型的參數(shù)。然后用同樣的材料參數(shù)做下面的測試,視頻分別展示了兩個案例,包含預(yù)制孔和不包含預(yù)制孔的鉆骨及拔出過程,得到最大拉出力。
3726 3
Ansys中國 ??? 3年前
一文讀懂連接器可靠性設(shè)計方法(精華、必看) 
接觸件插拔力設(shè)計在影響接觸電阻的因素中,接觸壓力的影響最大,但接觸壓力一般是無法測量的。接觸件在插入和拔出時為克服彈性接觸產(chǎn)生的阻力所需要的力,稱為接觸件插入力和 拔出力,根據(jù)胡克定律,當(dāng)接觸壓力越大,為克服彈性接觸產(chǎn)生的阻力所需要的力也 越大,也就是插拔力越大,因此從某種意義上來說插拔力就是在彈性接觸件正壓力作 用下,接觸件間產(chǎn)生的摩擦力。
3354
EV汽車邦 ??? 3年前
接觸力學(xué)徐秉業(yè)譯下載 
進而,研究人員建立了吸附模式分區(qū)圖,給出了界面增強/減弱的臨界粗糙度,并揭示了吸附增強/減弱的力學(xué)機理(圖2c)。當(dāng)表面粗糙度較小時,在拔出過程中接觸區(qū)內(nèi)出現(xiàn)起伏狀壓強分布,使得拔出力增大;而當(dāng)表面粗糙度較大時,由于粘著應(yīng)力存在上限,在拔出過程中局部界面出現(xiàn)空化,形成吸附屏蔽區(qū),使得拔出力減小。
2790
分享菌 ??? 4年前
ABAQUS 小應(yīng)變分析(例1) 2D板錨或螺旋錨的上拔 
ABAQUS 小應(yīng)變分析(例1) 2D板錨或螺旋錨的上拔 本構(gòu)為Tresca模型,模擬海洋巖土中飽和不排水粘土的力學(xué)行為 模型邊界條件及錨的上拔過程圖(錨為板錨Plate anchor,螺旋錨Helical anchor或螺旋樁Helical pile): 錨上提取的力位移曲線: 錨上拔動態(tài)示意圖: 具體的模型網(wǎng)格劃分細節(jié)
2732 4 5
RogerHan0208 ??? 4年前
ABAQUS參數(shù)化建模仿真并求出三維響應(yīng)曲線的仿真分析
我們知道,筆蓋上的觸點數(shù)目和筆體材料厚度是決定筆蓋拔出力的關(guān)鍵因素,因此設(shè)計通常關(guān)注筆蓋和筆體之間設(shè)計一些相互配合的卡槽結(jié)構(gòu)來提供所需的拔出力。另外,模型中的基本尺寸參數(shù)如表1所示。
3459 9 4
小程序用戶_VIwxARHK ??? 3年前
超薄電子產(chǎn)品外殼用復(fù)合材料動態(tài)拉伸力學(xué)行為特征及其失效機理研究 
綜上所述,在1000s-1 的高應(yīng)變率加載下,玻璃纖維增強 PC 復(fù)合材料的抗拉強度和破壞應(yīng)變較準(zhǔn)靜態(tài)加載時出現(xiàn)大幅增大的主要原因是:高應(yīng)變加載下試件發(fā)生絕熱溫升,溫度的上升導(dǎo)致 PC 基體軟化,塑性變形程度加深,纖維在拔出過程中與 PC 基體間的黏附力增強。
3146 1 1
國高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 6月前
abaqus鋼筋錨固拔出破壞(粘接滑移) 
,調(diào)整彈簧節(jié)點位置適應(yīng)各種混凝土,各種鋼材,不同粘接位置和粘接長度的鋼筋錨固拔出破壞的分析; 掛這里的是單集,便于搜索,已經(jīng)收錄進abaqus土木工程合集,那里購買會更實惠,謝謝大家。
465 50
冷月 ??? 7年前
汽車連接器可靠性設(shè)計 
接觸件在插入和拔出時為克服彈性接觸產(chǎn)生的阻力所需要的力,稱為接觸件插入力和 拔出力,根據(jù)胡克定律,當(dāng)接觸壓力越大,為克服彈性接觸產(chǎn)生的阻力所需要的力也 越大,也就是插拔力越大,因此從某種意義上來說插拔力就是在彈性接觸件正壓力作 用下,接觸件間產(chǎn)生的摩擦力。
2392 1
線束專家 ??? 4年前
更新HYRCAN Version 1.75.3---支護單元(Support Element) 
托盤的能力(Plate Capacity)是連接支護單元和邊坡的板塊組件所能承受的最大載荷,單位為力(kN)。 拔出強度(Pullout Strength)實際上就是支護單元的粘結(jié)強度(Bond Strength), 表示為每單位長度的力(kN/m)。這里的長度單位是指沿支護單元的長度, 粘結(jié)強度決定了支護所能產(chǎn)生的拔出和/或剝離力。
2861 1 1
計算巖土力學(xué) ??? 4年前
20條/頁 
 128
128 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
