



“不容忽視的表面現象:塑膠射出后的浮纖問題詳解! 
射出件表面發生浮纖現象,主要原因是一般加纖塑料的黏度(流動阻力)會比純塑料來的高;換言之纖維補強塑料的流動性也會較純塑料來的差,加上纖維補強塑料的熔膠比純塑料冷卻更快,一接觸到成型模具表面的低模溫條件環境,也會在較短時間內發生冷卻固化定型,而且一般射出時流動波前的噴泉現像也會使塑料在靠近模面的位置產生纖維站立現象。所以一 般表面浮纖現象的原因,主要是在成品表面有補強纖 維以小角度站立。
4759 1
型創科技2023 ??? 2年前
注塑缺陷浮纖的原因及解決對策 
并且讓塑料流動時的中間熔融層盡量厚,讓兩邊的表皮層盡量薄,這樣就好像光滑的河岸無法留住樹枝一樣的道理。RHCM就是利用這個原理來做到外觀無浮纖的。 3.降低螺桿計量段的溫度,減少溶膠量 這是讓塑料盒玻纖分離的可能性盡量降低,一般來講對于浮纖影響最小,在實際操作中效果不大。但是,這個可以很好的解決燒焦。
2906
高分 ??? 4年前
注塑人要收藏的注塑生產不良缺陷原因
17、冷料(冷膠):注塑件表面由冷膠形成的色澤、性能與本體均不同的塑料。18、頂白/頂高:注塑件表面有明顯發白或高出原平面。19、白點:注塑件內有白色的粒點,粒點又叫“魚眼”,多反映在透明制品上。20、強度不夠(脆裂):注塑件的強度比預期強度低,使塑膠件不能承受預定的負載。二、常見品質(缺陷)問題產生原因1、色差:機殼與外觀件經常出現的問題。
3277
Im智能注塑 ??? 3年前
解決射出過程中的氣泡缺陷(下篇) 
射出速度過慢當射出速度過慢時,意味著熔融塑料進入模具的速度降低,這可能導致熔體在充填型腔的過程中冷卻得較快,從而在塑件的厚壁區域或加強筋表面的交界處形成縮孔或真空泡。 保壓壓力及時間不足注射后的保壓階段對于確保塑料充滿模腔并補償塑料冷卻收縮非常重要。如果保壓壓力不足或保壓時間過短,也可能導致真空泡的形成。
2999
ACMT協會 ??? 1年前
塑膠材料的收縮與翹曲(一) 
換言之產品的變形或翹曲現象,主要 的形成原因就是在產品的局部位置上,發生了不均勻的 收縮現象。
2843 2
型創科技2023 ??? 3年前
Moldex3D模流分析之體積收縮率、密度、塑料流動波前溫度 
流痕的形成原因是材料溫度過低。塑料熔體會在射出至模穴時開始凝固。局部凝固材料會在表面產生流痕。 要檢查是否有任何流痕,注意流道和澆口附近的流動波前溫度是否過低。 您可使用以下方是消除流痕: ?在流道系統新增冷料井,避免冷材料進入模穴。 ?提高熔體和模具溫度。 ?縮小流道直徑,增加摩擦生熱。 遲滯 遲滯是特定路徑的流動大幅放緩的情況。
2832 2
Moldex3D 中國 ??? 2年前
iPhone 5c樹脂機殼“不像樹脂”的秘密 
山中教授解釋說,材料之所以會有金屬風格的精致高檔感、像瓷器一樣的有光澤的質感、玻璃一般的平滑,或塑料樣的廉價感等“特色”,“與其說是材料本身的性質,其實更主要的原因在于加工方法”。塑料質感不好并不是因為塑料廉價,問題其實是出在注塑成型等使塑料成型技術的使用方法。簡單來講,注塑成型就將受熱熔化的粘稠樹脂材料用高壓注入模具中,然后使其固化成型的方法。
2254
結構攻城獅 ??? 4年前
注塑模調機工藝.
收縮痕注塑件缺陷的特征 通常與表面痕有關,而且是塑料從模具表面收縮脫離形成的。 二、可能出現問題的原因 (1).熔融溫度不是太高就是太低。(2).模腔內塑料不足。(3).冷卻階段時接觸塑料的面過熱。(4).流道不合理、澆口截面過小。(5).模溫是否與塑料特性相適應。
2275 1
模具論壇 ??? 4年前
塑料窗體填充Moldflow分析及應用 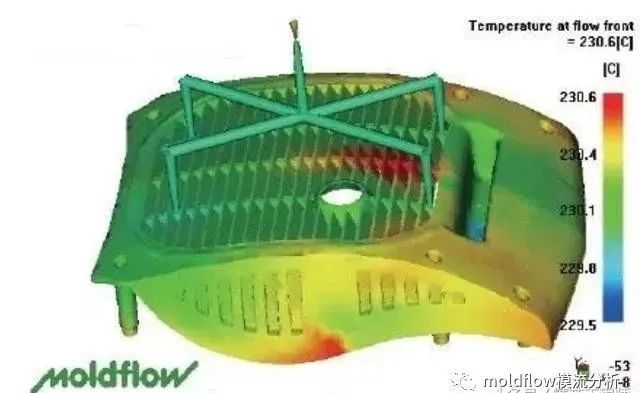
注塑工藝參數的重要性 在注塑成型生產中,塑料原料、注塑設備和模具是三個必不可少的物質條件,將這三者聯系起來并能形成一定的生產能力的技術方法就是注塑成型工藝。通常可以認為影響注塑成型質量的因素很多,但是在塑料原料、注塑機和模具結構確定之后,注塑成型工藝條件的選擇和控制,就成為決定成型質量的主要因素。一般來說,整個注塑成型周期中具有三大工藝條件,即溫度、壓力和時間。
2673
鑄造工程師 ??? 2年前
消費后回收材料(PCR)的高附加值應用開發 
同時,整合材料解析數據、模流分析、模具設計、射出平臺和智能制造,形成一整套數字化解決方案,為消費電子、汽車、醫療等各行業的各類產品建立全套解決方案庫,推動整個模具和射出行業技術變革。
2259
ACMT協會 ??? 2年前
塑料機械行業市場分析——上 
產品自身因素也是影響其需求的原因之一,如:價格、質量、性能、可靠性、可維性等。 上游產業對塑料機械有約束作用。
2396
Im智能注塑 ??? 4年前
塑膠材料的收縮與翹曲(二) 
圖2: 不同厚度將影響產品的冷卻與結晶而造成翹曲 ; 翹曲現象的形成原因翹曲現象的形成原因,主要是射出件產品的不同區 域,產生了不一致的收縮量值。對于產品厚度的變化、 不均勻的模溫分布、由成品厚度較薄區域充填到較厚 區域以及射出充填所產生的分子定向及纖維補強材的 定向效果都會影響射出件產品的翹曲變形。
2412 3 2
型創科技2023 ??? 3年前
解決射出過程中熱引起的料花缺陷 
因為水汽、氣體揮發物流動性較好,將被熔膠裹挾并隨著噴泉流動行為甩至產品的表面并且受流動剪切拉伸形成筋條狀的流動痕,凍結后最終在產品上形成許多的條紋,這是所謂的料花。了解到料花形成的原因,我們就能通過檢查,快速確認異常的工藝。
3334
ACMT協會 ??? 2年前
解決射出過程中的弱熔接線缺陷 
模具設計模具的設計是決定熔融塑料如何流入模腔并形成產品的關鍵因素。? 優化流道設計,比如流道太細、轉彎處設計不合理等,都可能導致塑料在模腔內流動不均勻。澆口尺寸過小,造成的噴射現象也可能是熔體流動不均勻和流動前沿熔融弱的原因。? 優化澆口位置與數量,盡量保證熔接線在充填階段形成,在保壓形成的熔接線通常都是不良的。
2598
ACMT協會 ??? 1年前
沖砂、掉砂、鼠尾、夾砂結疤等砂眼如何鑒別,3實例教你解決砂眼缺陷! 
圖3(5)合箱前,型腔內的浮砂在合型前未吹掃干凈。(6)合型后由澆注系統或冒口掉入砂粒或砂塊。(7)涂料不良,或砂型、涂料不干,澆注時涂層脫落,在造成涂料結疤的同時,形成涂料夾層. 圖4中型腔內的掉砂不吹,圖4中砂芯上的尖砂不去處,均有可能形成砂眼。
4685 4 2
鑄造工程師 ??? 3年前
注塑加工產品出現黑點、雜質的原因及解決辦法! 
: 熔體溫度太高,料溫太高會造成過熱分解,形成碳化物,尤其是對一些熱敏性材料溫度范圍較窄,必須控制料筒尾部溫度不能過高 積料焦化,如果熔融塑料滯留某處時間過長,會出現焦化積料,引起黑點,可能引起料滯留的區域,有射頭與螺筒的連接處,螺筒壁,熔膠環,射嘴與澆口的接觸部位,熱流道拐彎處,主流道的死角等部位 料筒間隙過大,螺筒與螺桿的間隙太大,會使料在料筒中滯留,而滯留的料經過長期過熱分解
3428
Im智能注塑 ??? 3年前
消失模鑄造氣孔缺陷解決方法
氣孔分類氣孔按形成原因分為:卷入氣孔、侵入氣孔、反映氣孔和析出氣孔。(1)卷入氣孔:金屬液在充型過程中因卷入氣體而在鑄件內形成氣孔,多呈孤立存在的圓形或橢圓形大氣孔,位置不固定,一般偏鑄件中上部。(2)侵入氣孔:由型、芯、涂料、芯撐、冷鐵產生的氣孔侵入鑄件表層而形成氣孔,多呈梨形或橢圓形,尺寸較大,孔壁光滑,表面多呈氧化色。
2678
鑄造工程師 ??? 3年前
玻璃轉移溫度 Glass transition temperature 
一般結晶性塑料材料被加熱熔融時,材料隨著溫度上升,結晶性材料的狀態會有三種變化,玻璃態(glass state),橡膠態(rubber state)- 或稱為黏彈態(visco-elastic state)以及熔融態(melt state),當塑料被加熱,塑料從固體的塑料粒到最后形成具流動性的熔融膠料形態,塑料的形態就從玻璃態經黏彈態到最后的熔融態,而所對應的相變化溫度點就是玻璃轉移溫度(Tg) 以及結晶熔點
4228 3 1
型創科技2023 ??? 2年前
知識篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
影響皺皮缺陷的因素是多方面的,應緊緊抓住有利于泡沫塑料模氣化這個中心因素,綜合考慮各方面影響問題。制定出最佳工藝來保證獲得無皺皮的優質消失模澆注鑄鐵件。文章來源:鑄造網絡平臺
4894 4 1
鑄造工程師 ??? 2年前
塑料樣條的制備條件對力學性能檢測準確性的研究 
冷卻速度如聚乙烯制樣過程中熔體冷卻速度過慢,試樣中易形成大的球晶,大球晶結構使試樣發脆,導致力學性能降低;反之如果冷卻速度過快,試樣外表的熔體來不及結晶而成為非晶結構,但試樣內部仍有微晶結構的形成,這種內外程度的不均勻性會引起試樣出現內應力,同樣會使試樣的拉伸性能發生變化。圖5 聚乙烯球晶的光散射圖形2.
2693
國高材高分子材料產業創新中心 ??? 10月前
20條/頁 
 10
10 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
