



注塑模調機工藝.
還有注塑件的尺寸和形狀,以及冷卻速度和均勻性等也是影響因素。 塑料材料模塑過程中膨脹和收縮量的大小與所加工塑料的熱膨脹系數有關,模塑過程的熱膨脹系數稱為“模塑收縮”。隨著模塑件冷卻收縮,模塑件與模腔冷卻表面失去緊密接觸,這時冷卻效率下降,模塑件繼續 冷卻后,模塑件不斷收縮,收縮量取決于各種因素的綜合作用。
2275 1
模具論壇 ??? 4年前
注塑件和鑄造件中面網格建模培訓 
Altair官方線下培訓日程公布-4月10日,上海,注塑件和鑄造件中面網格建模培訓線下培訓時間:2025.4.10培訓地點:上海溫馨提示: 線下公開培訓僅線下參加,暫不實行線上直播/錄播。 培訓席位有限,請至少提前一周報名,報名入口添加客服獲取。
2700
ALTAIR ??? 1年前
注塑成型過程中如何防止塑料熔體破裂? 
一、何謂注塑機? 注塑機又名注射成型機或注射機。它是將熱塑性塑料或熱固性塑料利用塑料成型模具制成各種形狀的塑料制品的主要成型設備。注塑機按照注射裝置和鎖模裝置的排列方式,可分為:立式、臥式和立臥復合式注塑機。
2979
Im智能注塑 ??? 4年前
注塑件和鑄造件中面網格建模培訓 
<h3 class="ql-align-justify">Altair官方線下培訓日程公布-11月27日,廣州,注塑件和鑄造件中面網格建模培訓</h3><p class="ql-align-justify"><strong>線下培訓時間:2025.11.27</strong></p><p class="ql-align-justify"><strong>培訓地點:廣州</strong></p><p
5295
ALTAIR ??? 1年前
注塑件和鑄造件中面網格建模培訓 
<h3 class="ql-align-justify">Altair官方線下培訓日程公布-8月28日,北京,注塑件和鑄造件中面網格建模培訓</h3><p class="ql-align-justify"><strong>線下培訓時間:2025.8.28</strong></p><p class="ql-align-justify"><strong>培訓地點:北京</strong></p><p class
3850
ALTAIR ??? 1年前
注塑調的不僅是機器,更是材料!塑料性能參數對注塑成型工藝的影響 
例如,對于一些結構件或承載件,如選用低MFR的PC或ABS,工藝上就必須采用較高的注塑壓力和充足的保壓來驅動熔體并補償收縮。MFR數據直接指導著注塑機的螺桿選擇。高MFR材料應搭配壓縮比較小的螺桿,以防止過度的剪切熱導致降解;而低MFR材料則需要壓縮比較大、剪切作用較強的螺桿,以確保塑化均勻。
2715 1 1
國高材高分子材料產業創新中心 ??? 8月前
塑料件加工發脆,怎么辦? 
(5) 盡量少用金屬嵌件,想聚苯乙烯這類脆性的冷熱比容大的塑料,更不能加入嵌件注塑。4. 原料方面(1) 原料混有其他雜質或者摻雜了不適當的或過量的溶劑或者其他添加劑。(2) 有些塑料如ABS等,在受潮的情況下加熱會與水蒸氣發生催化裂化反應,使制件發生大的應變。(3) 塑料再生次數太多或再生料含量太高,或在機筒內加熱時間太長,都會促使制件脆裂。
2097
模具論壇 ??? 4年前
技術干貨 | 注塑件電磁網格劃分指南(HyperMesh+SimLab) 
A復雜注塑件電磁網格劃分注塑件是汽車上典型的非金屬件,如下圖所示的復雜注塑件,小特征多,如果保留這些特征,劃分的網格數量顯著增加,仿真資源需求高,且存在不收斂的風險。因此需要去除小特征,保留主要特征,處理過程非常繁瑣。
3203 5 1
ALTAIR ??? 11月前
溫度、壓力、速度,這些注塑工藝怎么調? 
然而這只是個低數值,而且應當作為一個很粗略的經驗值,因為,一旦注塑件有任何的深度,那么側壁便必須考慮。背壓這是螺桿后退前所須要產生及超越的壓力,采用高背壓雖有利于色料散布均勻及塑料熔化,但卻同時延長了中螺桿回位時間,減低填充塑料所含纖維的長度,并增加了注塑機的應力;故背壓越低越好,在任何情況下都不能超過注塑機注塑壓力(最高定額)的20%。
2359 1
高分 ??? 4年前
分析比較:3D打印與傳統CNC、注塑和金屬注射成型之間的工藝差異 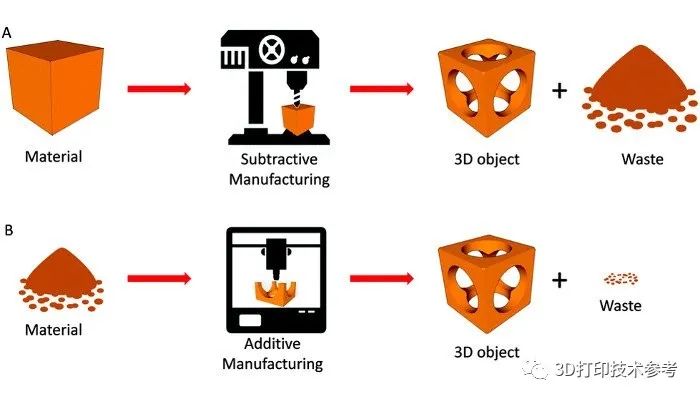
CNC機加工和3D打印各有各的優缺點。選擇合適的加工工藝更為重要。3D打印技術與注塑成型技術的區別塑料注塑成型是指在一定溫度下,通過螺桿攪拌完全熔融的塑料材料,用高壓射入模腔,經冷卻固化后,得到成型品的方法。該工藝始于20世紀20年代,已有近百年的發展歷史,是目前使用非常廣泛、非常成熟的工業制造技術。
3214
南極熊3D打印 ??? 3年前
讓注塑產品“光鮮亮麗”的高光注塑技術是什么? 
專用塑料生產表面質量較高的產品時,常用的塑料有ABS、PC+ABS或PMMA+ABS。其中,ABS的硬度最低,PMMA+ABS的硬度最高,可達H、甚至2H。但硬度越高,熔融指數也相對越 低。流動性會變差,因此可根據生產需要選取適當的塑料。隨著塑料件的應用日趨廣泛,以及人們對于環保,安全的意識逐漸增高,蒸汽無痕高光注塑已逐漸成為未來注塑領域的前沿和流行的技術.
2733
Im智能注塑 ??? 3年前
塑料成型最常見的十種注塑工藝 
二)嵌件注塑 嵌件注塑:嵌件成型(insertmolding)指在模具內裝入預先準備的異材質嵌件后注入樹脂,熔融的材料與嵌件接合固化,制成一體化產品的成型工法。
2792
Im智能注塑 ??? 4年前
特種工程塑料注塑工藝? 
3、 達到注塑速度所需的壓力:它指示聚合物相對粘度, 也應當進行監測。 五、關機和清料: 在加工過程中斷或注塑操作完成后,使用熱性能超過 370℃ 的適宜清洗料,不得有塑料留在成型機的料筒中 。
2377
Im智能注塑 ??? 4年前
塑料機械的產品組合及新產品開發分析 一
例如:注塑機除按注塑量大小系列化外,還可按控制方式、電氣液壓件等劃分為高、中、低幾個檔次。高檔機全部采用進口件,采用高性能的全電腦控制,低檔機則采用國產件,控制方式可簡單些。這樣在價格上可拉開層次,可以滿足不同規模用戶的要求。
1998
Im智能注塑 ??? 4年前
塑料窗體填充Moldflow分析及應用 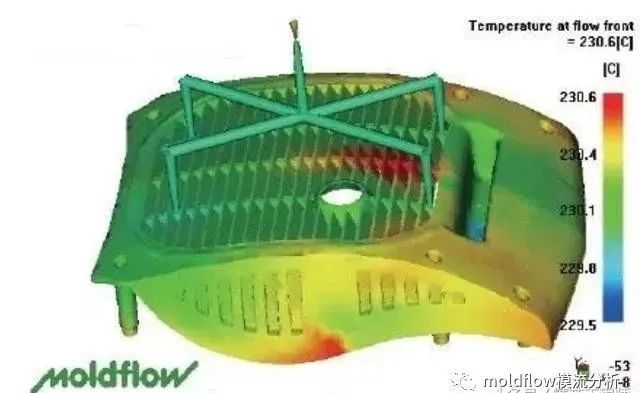
值得一提的是該塑料制件由于是柵格件,成型非常困難,為了保證該塑件的成型完整,決定采用多點平衡進料的澆注系統(如圖1所示)。
2673
鑄造工程師 ??? 2年前
注塑成型的影響因素丨模具溫度 
對于每一種塑料和塑膠件,存在一個模具表面溫度的極限,超過這個極限就可能出現一種或更多不良影響(例如:組件可以溢出毛邊)。模具溫度更高意味著流動阻力更小。在許多注塑機上,這自然就意味著更快流過澆、澆口和型腔,因為所用的注塑流動控制閥并不糾正這個改變,填充更快會在澆道和型腔內引起更高的有效壓力。可能造成溢料毛邊。
3108
模具論壇 ??? 4年前
基于紫外線表面激活技術的新包膠注塑工藝 
本期為大家介紹的是來自阿博格的基于紫外線表面激活技術的新包膠注塑工藝,該工藝將紫外線表面激活功能集成在機械手的夾具中完成硅橡膠和熱塑性材料的粘結實現雙組分注塑的自動化生產,方法更簡便、成本更低,有望在汽車和醫療領域廣泛應用。
2461 2 1
ACMT協會 ??? 2年前
【制造工藝】超全的塑料、橡膠成型工藝總結,輕松get新知識 
2、嵌件注塑 嵌件注塑:嵌件成型(insertmolding)指在模具內裝入預先準備的異材質嵌件后注入樹脂,熔融的材料與嵌件接合固化,制成一體化產品的成型工法。 工藝流程: 在嵌件成型工藝里,注塑機通常只是整個系統中的一部分。嵌件通常首先需要取向,可以用振動臺來完成這一任務。然后由機械手臂末端工具(EOAT)將嵌件放入模具內,通常可以借助一個預定位裝置來進入模具。
3110
機械工程師 ??? 4年前
注塑人要收藏的注塑生產不良缺陷原因
14、氣泡及暗泡:注塑件內部有孔隙,氣泡是制品成型后內部形成體積較小或成串孔隙的缺陷,暗泡是塑膠內部產生的真空孔洞。15、表面混蝕:注塑件表面呈現無光、泛白、濁霧狀外觀稱為混蝕。16、凹陷:注塑件表面不平整、光滑、向內產生淺坑或陷窩。17、冷料(冷膠):注塑件表面由冷膠形成的色澤、性能與本體均不同的塑料。18、頂白/頂高:注塑件表面有明顯發白或高出原平面。
3277
Im智能注塑 ??? 3年前
【干貨】雙色模具的設計及注塑成型
之間,避免縮水;E、就目前而言不推薦做帶主鏡片的雙色注塑,模具和產品成本太高,對模具廠家的設備和技術水平有相當的要求,做的話,需要對方給出整個一個流程的解決詳細方案供評估,針對中間的環節都需要審查;F、對于大面積的雙色注塑件,兩個關鍵的測試是跌落和冷熱沖擊,在這兩個測試里面,透明件和非透明件容易脫開。
3560
張偉一 ??? 3年前
20條/頁 
 37
37 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
