



LS-DYNA厚壁筒受內壓分析與柱坐標系結果處理 

本課程主要目的:使用LS-DYNA進行厚壁筒受內壓分析;使用LS-DYNA顯示算法、隱式算法進行彈性問題分析;使用殼單元、實體單元進行問題分析;在柱坐標系下進行后處理并顯示計算結果。
1020 2
CAENET_FSL ??? 4年前
承壓設備厚板中頻感應加熱局部熱處理試驗研究 
以馬鞍形厚板為研究對象,進行感應加熱試驗,利用布置在不同深度的熱電偶測量感應加熱過程中沿壁厚方向的溫度演化曲線。同樣,將感應加熱應用于加氫反應器筒體,測量感應加熱過程中沿軸向方向的溫度演化曲線。
2949 1
FMMM ??? 2年前
針對在旋風筒上設置氨噴槍,分析旋風筒內的粉塵顆粒對噴槍霧化及混合濃度的影響 
</p><p><br></p><p> 在該旋風筒上<span style="color: rgb(25, 27, 31);">設置</span>氨水噴槍,位置在旋風筒錐段處,共4把,且在圓周上每隔90°均勻布置,但每把噴槍高度略有差異,見圖1(b),噴槍伸入筒壁深度約1000mm(含壁厚);經現場反應,該噴氨點氨耗過高,初步分析懷疑,由于旋風筒的離心作用,粉塵顆粒會在筒壁附近形成粉塵層
2579 1
LCFX ??? 11月前
【設計基礎】常用鑄鐵件和種類與應用 
應用:壁厚不得過大;零件突出部分應用較薄的加強肋加固,以免熱裂;形狀不易太復雜。六、無錫青銅和黃銅件收縮較大,結晶范圍小,易產生集中縮孔;流動性好。耐磨、耐腐蝕性好。應用:類似鑄鋼件。七、鋁合金件鑄造性能類似鑄鋼,但強度隨壁厚增大而下降得更顯著。
2530 1
CAM課堂 ??? 3年前
解決射出過程中的氣泡缺陷(下篇) 
壁厚不均或過于厚重產品的設計如果存在壁厚不均或過于厚重的部分,這些區域在冷卻過程中容易因爲收縮不均勻而產生空洞,進而形成真空泡。 射出速度過慢當射出速度過慢時,意味著熔融塑料進入模具的速度降低,這可能導致熔體在充填型腔的過程中冷卻得較快,從而在塑件的厚壁區域或加強筋表面的交界處形成縮孔或真空泡。
2997
ACMT協會 ??? 1年前
壓力容器專題 | 筒體封頭連接區域分析 
筒體內徑R1=775,壁厚t1=100mm;封頭內徑R2=800m,厚度t2=48mm。筒體削邊長度L=95mm,試對該高壓容器筒體與封頭的連接區進行應力分析。
2033
安世亞太 ??? 3年前
反應釜的檢修方法及質量標準
若裂紋深度小于壁厚的10%,且不大于1mm,可用砂輪將裂紋磨平,并與金屬表面圓滑過渡即可。若裂紋深度不超過壁厚的40%,可在裂紋深度范圍鏟出坡口,進行焊補,但裂紋兩端宜鉆小孔,以防止裂紋延伸。對于長裂紋,采用逐段退焊法,(從裂紋兩端逐段向中間焊),以降低焊接應力和變形。若裂紋深度超過壁厚的40%,應按穿透的窄裂縫處理。c.穿透的窄裂縫。
2321 3 3
化工707 ??? 3年前
化工設備吊耳、支座匯總 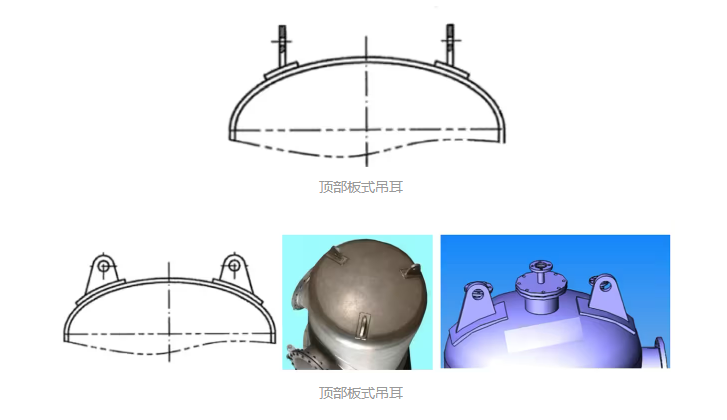
頂環:剛性環支座的頂部環形板,焊接于容器筒體或墊板外壁。底環 :剛性環支座的底部環形板,焊接于容器筒體或墊板外壁。底板:與底環焊接、設置有螺栓孔的平板。支耳:由1塊底板和2塊~3 塊筋板組成的結構,底板與筋板間連續焊接。墊板:緊貼筒體外壁并與筒體連續焊接的圓筒短節。7-圈座臥式容器用到的圈座。
8737 1
機械工程師 ??? 2年前
壓力容器專題 反應器裙座支撐區域分析 
設計溫度下材料設計應力強度:裙座鍛造結構Sm=115.5MPa,筒體及封頭主體(板材)Sm1=153.7MPa。 設備總重mg=270000kg。 h型鍛件尺寸為:筒體內半徑R1=1406.5mm,璧厚t1=87mm:球封頭內半徑R2=1416.5mm,壁厚t2=52mm;裙座壁厚t3=22mm;過渡圓角半徑r=20mm;鍛造高度H=568mm。
2283
安世亞太 ??? 3年前
砂土剛度衰減模型在海上風電工程中的應用 
,共16根;另一類直徑0.8m,壁厚0.024m,共8根。
4762 26 40
霖沐 ??? 3年前
【建議收藏】改性尼龍生產過程中的15大要點 
如果壁厚大于3mm,建議使用20-40℃ 的低溫模具。對于玻璃纖維增強尼龍材料,模具溫度應大于80℃。
4927 1
化工活動家 ??? 3年前
注塑加工產品出現黑點、雜質的原因及解決辦法! 
1.1.1.原料長期積料或局部受高溫,分解,焦化,碳化成塊,在螺桿或噴嘴等處流動受剪切破碎后形成 原料碳化原因: 熔體溫度太高,料溫太高會造成過熱分解,形成碳化物,尤其是對一些熱敏性材料溫度范圍較窄,必須控制料筒尾部溫度不能過高 積料焦化,如果熔融塑料滯留某處時間過長,會出現焦化積料,引起黑點,可能引起料滯留的區域,有射頭與螺筒的連接處,螺筒壁,熔膠環,射嘴與澆口的接觸部位
3428
Im智能注塑 ??? 3年前
夾套壓力容器設計壓力的選取
2、內筒正壓,夾套正壓 非壓差法設計:不能保證任何時候兩側同時受壓 以內筒設計壓力作為計算壓力并確定壁厚;按夾套設計壓力作為外壓計算的計算壓力;以夾套水壓試驗壓力作為外壓校核的計算壓力。
2378
機械工程師 ??? 3年前
某曲軸多楔輪旋壓成形工藝研究 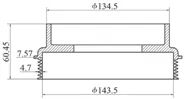
曲軸多楔輪旋壓成形工藝分析零件結構特征及成形工藝曲軸多楔輪零件結構如圖1 所示,零件整體壁厚分布不均勻:上筒直徑較小、高度較低,但厚度較大;下筒直徑較大、高度較大,但厚度較小。下筒輪緣中部帶有高度為7.57mm的法蘭,齒頂距內側壁4.7mm。
2262 5 3
仿真客 ??? 3年前
樁基設計十大精髓,你知道嗎? 
樁基承臺設計對變剛調皮設計的承臺,應按計算結果確定截面和配筋,其最小板厚和梁高,對于柱下梁板式承臺,梁的高跨比和平板式承臺板的厚跨比,宜取1/8;梁板式筏式承臺的板厚和最大雙向板區格短邊凈跨之比不宜小于1/16,且厚度不小于400mm;對于墻下平板式承臺厚跨比不宜小于1/20,且厚度不小于400mm;筏板最小配筋率應符合規范要求。
2508
魯班施工 ??? 3年前
透明聚碳酸酯PC加玻纖塑料件加工注意問題 
槽必須要足夠,以及時排出空氣和熔體中的氣體; 除PET外,壁厚不要太薄,一般不得小于lmm。4.
2392 1
高分 ??? 4年前
大型罐體的實例焊接--雙面雙弧工藝 
裝配尺寸見圖3,將坡口兩側10~15mm清理干凈,裝配間隙為2.5~3.2mm,板材錯邊量小于壁厚的10%,且不大于1mm,采用氬弧焊點焊,長度10~15mm,厚度3~4mm。引弧、收弧必須在坡口面進行。裝配完畢后用磨光機將焊點正反打磨見光澤。1.3 裝配時,避免強制裝配,以減少構件的內應力。盡量避免其他物體沾污或擦傷板材表面。筒體表面禁止隨意引弧或隨意焊接安裝臨時構件。
2885
化工交流 ??? 3年前
汽包的結構與工作原理 
旋風筒進口管的中線高于汽包內的最高水位,這樣可使筒內的水位低于分離器進口管的邊緣,分離器的筒底應沒入正常水位下200mm,以免蒸汽由筒底穿出。為防止筒底排水中帶出蒸汽進入下降管,在筒底都裝有托盤。在汽包內頂部蒸汽引出管之前裝置多孔板,目的是利用節流作用使蒸汽空間的飽和蒸汽沿汽包長度和寬度分布均勻,提高分離效率。多孔板是由3-4mm厚的鋼板制成,孔徑為10mm。
3030
化工加 ??? 4年前
Simufact軟件在鋁型材擠壓模具設計數值模擬的應用 附simufact.additive 3下載 
圖1 型材截面及初始工作帶示意 鋁型材底邊壁厚是3.5mm,其余壁厚為3mm。由于此鋁型材為對稱結構,故取鋁型材的1/2進行模擬。根據模具設計圖紙建立其三維模型 ,并以STL格式導入Simufact軟件,得到上、下模具的三維幾何模型圖如圖2和圖3所示。
3013 1 1
人類使徒 ??? 4年前
離心鑄造工藝講解 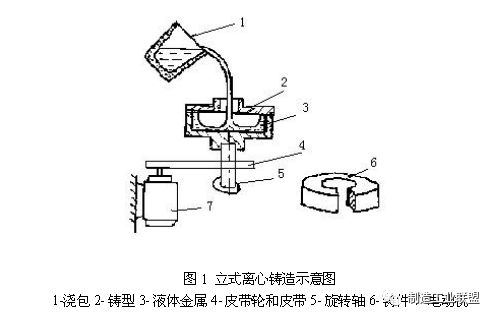
離心鑄造的優點: 1)幾乎不存在澆注系統和冒口系統的金屬消耗,提高工藝出品率; 2)生產中空鑄件時可不用型芯,故在生產長管形鑄件時可大幅度地改善金屬充型能力,降低鑄件壁厚對長度或直徑的比值,簡化套筒和管類鑄件的生產過程; 3)鑄件致密度高,氣孔、夾渣等缺陷少,力學性能高; 4)便于制造筒、套類復合金屬鑄件,如鋼背銅套、雙金屬軋輥等;成形鑄件時,可借離心力提高金屬的充型能力
5714 4
鑄造工程師 ??? 2年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
