



塑膠模具「雙色模」前模頂出設計方案以及注意事項 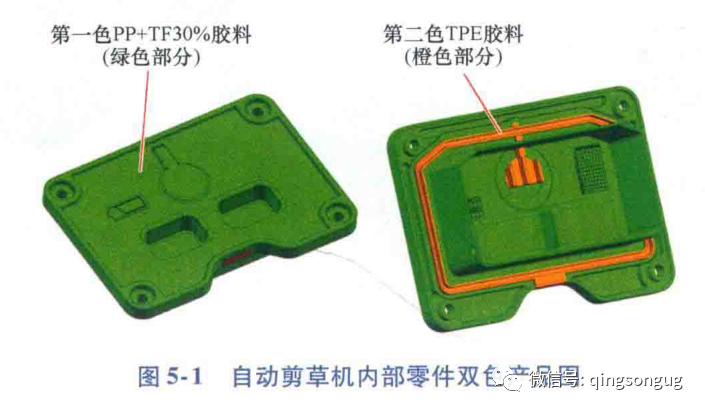
如圖所示:前模頂出,目的是防止產品粘前模,因為產品70%以上的膠位在前模,如果不追加前模頂出的話,粘模是必須,為了解決粘前模的問題,所以第一色追加前模頂出,當產品旋轉180度時,在成型第二色時,只有軟膠,而且是平面,不存在粘前模風險。注意:為了防止產品旋轉180度后在空氣中存在收縮,沒有封膠面有硬膠做避空0.1~0.2mm,封膠面做預壓0.05~0.1mm。
3640
UG模具設計材料 ??? 3年前
UG模具結構資料 前模強脫機構的設計 
,前模鑲件會跟著產品走一段距離,頂針板碰到前模仁底部面后就不能繼續跟著產品走,這是產品已經脫離前模一段距離,鑲件的周圍已有空間讓塑膠進行變形,這是產品的倒扣才可順利強脫,合模時回針強行將頂針板回位,即前模鑲件回位,進行下個產品循環生產。
2605 2 1
UG模具設計材料 ??? 3年前
經典的行位出行位+前模行位結構解析 
今天給大家分享一種行位上出行位加前模行位的經典結構,希望能給大家一點啟發。
3261
UG模具設計材料 ??? 4年前
模流門診 | 摩托車配件端蓋拋光后“起皮”之謎 
適創科技“模流門診”系列,正是聚焦于這些真實的生產“病例”,借助云端CAE“透視眼”——智鑄超云平臺,層層剖析模流分析揭示的“病變機理”,助力工程師高效“對癥下藥”,打造更完美的壓鑄產品。今天分享的案例來自溫州的一位網友反饋,其生產的摩托車配件端蓋在拋光工序后,表面出現了不規則的“起皮”現象。令人困惑的是,這些起皮的位置并不固定。
900
Supreium適創科技 ??? 8月前
基于定量泵與節流調速的硫化機開合模液壓系統仿真 
1 基于定量泵與節流調速的開合模液壓系統以某輪胎硫化機為例,該液壓硫化機液壓系統由電機驅動定量液壓泵工作,開合模液壓系統采用節流調速回路實現流量調節,以滿足開合模的工作過程中的快速開模、慢速開模、快速合模和慢速合模動作需求。在開模、合模動作中,液壓缸運動前段采用快速開合,運動后段則采用慢速開合直至終點。液壓系統如圖1所示。
4412 2
液壓那些事 ??? 2年前
模具干貨分享:超復雜的三板模和兩板模前模滑塊及斜頂設計 

本視頻全部根據工廠實戰經驗錄制,貼近工作實際,本視頻選取其中一部分重要知識點,草圖,軟件,工程圖或者你想要多學習資料可以加老師VX:KKLS1206免費領取
986
騎豬的豬販子 ??? 5年前
注塑模具試模行為規范
8.勿完全以次料試模,如有顏色需求,可一并安排試色。9.內應力等問題經常影響二次加工,應于試模后待成品穩定后即加以二次加工模具在慢速合上之后,要調好關模壓力,并動作幾次,查看有無合模壓力不均等現象,以免成品產生毛邊及模具變形。以上步驟都檢查過后再將關模速度及關模壓力調低,且將安全扣桿及頂出行程定好,再調上正常關模及關模速度。
2142
模具論壇 ??? 4年前
塑膠件的結構設計:拔模斜度篇(上) 
03 拔模斜度的種類拔模斜度有分前模面拔模斜度和后模面拔模斜度,它們主要以分型面為界進行區分,分型面把模仁分成前模和后模,前模上與出模方向平行的面需要設計的拔模斜度稱為前模面拔模斜度,反之稱為后模面拔模斜度,另外,模具如果存在側抽芯(斜頂和滑塊),相應稱為斜頂面拔模斜度和滑塊面拔模斜度,其拔模方向是以滑塊運動的方向為準。
8352 6 2
結構攻城獅 ??? 3年前
從此告別單一注塑,多模腔技術引領未來! 
實驗驗證以富強鑫HE300 全電機執行系統驗證,測試載具為1模4 腔,產品尺寸98×180×0.7mm,產品重量14 g的拋棄式食品包裝容器方型盒蓋,塑膠材料為臺塑PP1600D,成型周期8 sec,實驗結果顯示,多模腔熔體流動平衡智慧控制模組在熔體流動波前( 時間差) 收斂曲線圖( 如圖5 所示),采用各腔流動時間平均值為目標,第10 模次后啟動法則,運行數個模次后各腔時間差達到最佳收斂效果
2818 3 1
ACMT協會 ??? 2年前
塑膠件的結構設計:拔模斜度篇(下) 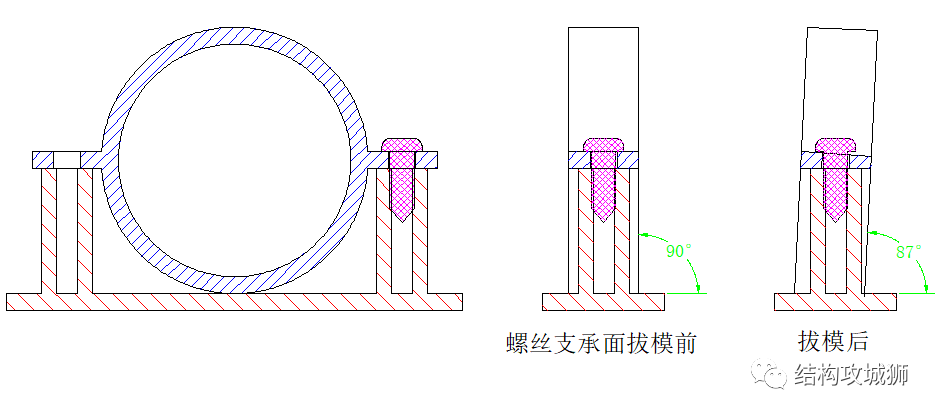
1)前模碰后模,即孔的內壁面拔模后留在前模,常應用于外觀的一些特征孔,如散熱孔、出音孔、外接口孔等,這些孔一般在外觀面上不允許看到孔的夾線或批鋒,并且一般都需要導角,所以一般選擇此方式,但是,值得注意的是,這種方式有粘前模的風險,特別是孔的個數較多時,如一些散熱孔、出音孔,所以,如果后模沒有足夠的結構保證模具前后模分開時留在后模,應考慮使用前后模對碰,且前模碰的深度小于后模碰的深度。
5969 5 1
結構攻城獅 ??? 3年前
如何選定消失模鑄造工藝參數?探究消失模鑄造大口徑球墨鑄鐵管件生產關鍵 
2.6 熔化和澆注 根據ISO2531標準規定;球墨鑄鐵管件材質一般選擇QT450-10,鐵水熔煉和爐前孕育處理工藝完全按QT450-10材質控制。考慮到消失模鑄造工藝鑄件在干砂中冷卻較慢,我們對鐵水做了適當的合金化。對消失模鑄造來說,由于泡沫模樣的存在,澆注過程中會消耗一定的熱量,因此消失模鑄造的澆注溫度一般比普通砂型鑄造要高。管件規格型號不同、壁厚不同,澆注溫度也不同。
2701
鑄造工程師 ??? 4年前
新模具試模需要注意的問題,你都知道嗎? 
先在臺上檢查其機械配合動作: 要注意有否刮傷,缺件及松動等現象,模向滑板動作是否確實,水道及氣管接頭有無泄漏,模具之開程若有限制的話也應在模上標明。以上動作若能在掛模前做到的話,就可避免在掛模時發現問題,再去拆卸模具所發生的工時浪費。
2476
Im智能注塑 ??? 3年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
PL面又稱:分型面、啪拉面,是指模具在閉合時前模和后模相接觸的部分。2. 什么是碰穿,什么是插穿?與PL面平行的公母模貼合面叫碰穿面,與PL面不平行的公母模貼合面叫插面。3. 條和絲的關系?條和絲都是長度單位,條為臺灣用語,1條=0.01mm,絲為香港用語,1絲=0.01mm,所以1條=1絲。4. 枕位是什么?
3457
UG模具設計材料 ??? 4年前
Moldex3D仿真分析之現場試模和CAE設定 
-關模設定: 此顯示關模的設定,內容包含速度、壓力和位置。-開模設定: 此顯示開模的設定,內容包含速度、壓力和位置。-鎖模力設定: 此顯示射出機的鎖模單元施加到模具上的力,量測單位為 kN 。-圖片: 此顯示在射出成型過程中射出機接口上的開/關模設定。點擊以放大。3.塑化: 此顯示塑化的相關設定。-計量前: 此顯示在計量前的速度和位置信息。
2683
Moldex3D 中國 ??? 6月前
UG丨這些壓鑄模設計的原則,你知道嗎? 
12.為了方便取內模的鑲針,可以在模具表面加打孔,然后收幾個無頭螺絲,這樣方便拆裝更換鑲針。13.吊裝孔至少為M30深45的,頂部至少2個.14.外置彈弓一定要加做彈簧保護套,防止彈簧變形。15.高出模架面的且要與地面接觸的面要加支撐柱。02左中括號內模,鑲件左中括號1. 加工后熱處理前做去應力處理。
2535 1
模具社 ??? 3年前
出口模要求那么高,滑塊機構設計有哪些要點? 
滑塊鑲件的設計當后模滑塊有突出到前模時,必須要做3度角度與前模仁插穿,底部也要設計3度角度與后模仁插穿,如圖所示。2. 鏟機的設計對于膠位有外觀要求的滑塊且滑塊膠位面積比較大是,鏟機必須要設計反鏟,與滑塊座接觸面必須設計耐磨塊,如圖所示。3. 壓板設計要求壓板分為3種類型,平導軌、平齊的L型導軌、沉入的L型導軌,如下圖所示。
3963 3
張偉一 ??? 2年前
新一代試模數據管理 突破生產鏈溝通限制 
當模具已制作完成,進入射出成型產品的量產階段前,都需要進行試模,反復測試不同的成型參數,以獲得最佳的設定組合。此目的是希望能生產出符合需求的產品,并在最有效率的條件下進行量產。在試模階段,除了使用CAE的模擬結果,也會根據機臺特性等因素,借助相關領域專家的經驗,調整并測試至最佳的參數組合。
2151
Moldex3D 中國 ??? 3年前
【T0 量產之科學化試模?】 
模具試模驗證過程 注塑成型加工制程中試模工作是模具制作完成后與開始注塑成型生產前的一項十分重要的驗證工作。模具試模驗證程序是優化新制模具以較適化成型加工條件來有效地生產所需塑件產品的過程。此工序成為注塑成型加工制程中穩定與效率生產最重要的生產步驟。
6309 1
ACMT協會 ??? 2年前
出口模要求那么高,滑塊機構設計有哪些要點? 
出口模與國內模相比,要求比較高,所用的設計標準不一樣,出口模常用的標準有HASCO、DME、MISUMI、PUNCH等,下面跟大家分享出口模滑塊機構的設計要求,希望對大家有所提升。1. 滑塊鑲件的設計當后模滑塊有突出到前模時,必須要做3度角度與前模仁插穿,底部也要設計3度角度與后模仁插穿,如圖所示。2.
2302
UG模具設計材料 ??? 4年前
注塑模調機工藝.
隨著模塑件冷卻收縮,模塑件與模腔冷卻表面失去緊密接觸,這時冷卻效率下降,模塑件繼續 冷卻后,模塑件不斷收縮,收縮量取決于各種因素的綜合作用。模塑件上的尖角冷卻最快,比其它部件更早硬化,接近模塑件中心處的厚的部分離型腔冷卻面最遠,成為模塑件上最后釋放熱量的部分,邊角處的材料固化后,隨著接近制件中心處的熔體冷卻,模塑件仍會繼續收縮,尖角之間的平面只能得到單側冷卻,其強度沒有尖角處材料的強度高。
2275 1
模具論壇 ??? 4年前
20條/頁 
 83
83 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
