



請(qǐng)問下沖壓模,什么情況下用鋁材做為上模座? 
丨問題:如題:看到一個(gè)沖壓模,看到上模座是用鋁材的,請(qǐng)問各位同行,沖壓模,什么情況下用鋁材做為上模座?優(yōu)點(diǎn)是什么?缺點(diǎn)又有那些?做了好幾個(gè)模具,第一次見用用鋁材作為上模座,還是很驚訝的!看了這么多大佬的發(fā)言,我在論壇上找到以前的帖子,也私信了發(fā)視頻的人,現(xiàn)在總結(jié)我自己的問題一下1沖壓模,什么情況下用鋁材做為上模座?
2250
模具論壇 ??? 4年前
塑膠件的結(jié)構(gòu)設(shè)計(jì):拔模斜度篇(上) 
01 拔模斜度的含義拔模斜度,單看字面就知道,是針對(duì)模具進(jìn)行設(shè)計(jì)的角度,確切地講,是模具平行出模方向上成型部分的面的出模角度,也叫拔模角。02 拔模斜度由誰設(shè)計(jì)?
8352 6 2
結(jié)構(gòu)攻城獅 ??? 3年前
CAD驅(qū)動(dòng)的模面優(yōu)化解決復(fù)雜沖壓件的斷裂(上) 
工業(yè)案例2:CAD驅(qū)動(dòng)的模面優(yōu)化解決復(fù)雜沖壓件的斷裂(上)項(xiàng)目背景■沖壓產(chǎn)品的成形性往往受到其本身幾何特征的諸多限制,特別是那些遠(yuǎn)離入口圓角的特征,控制的手段非常有限。這樣在實(shí)際沖壓中解決起來往往效果不佳。
2141
C3PChina ??? 3年前
精度較高的五金沖壓件所用復(fù)合模正倒裝的比較 
因此對(duì)于精度要求較高的沖壓件,大多考慮采用復(fù)合模。 復(fù)合模的結(jié)構(gòu)有倒正裝之分。正裝和倒裝的復(fù)合模具,其工作零件的裝配位置不同。倒裝復(fù)合模,其凸模、凹模在模具的上模部分,凸凹模在下模部分;正裝復(fù)合模正好相反,是凸模、凹模在下模部分,凸凹模在上模部分。下面就來了解下它們有什么不同。
2677
東一金屬 ??? 2年前
ColorForm模內(nèi)上漆技術(shù)開啓「智造」新維度 
克勞斯瑪菲ColorForm模內(nèi)上漆工藝,一種革命性的涂裝技術(shù)。該工藝通過在射出模具中直接涂覆熱固性材料聚氨酯或聚脲層(PUR/PUA),從而實(shí)現(xiàn)高效且環(huán)保的上漆著色過程。這一創(chuàng)新工藝澈底取代了傳統(tǒng)的多階段噴涂流程及其相關(guān)的預(yù)處理和后處理步驟,簡(jiǎn)化了工藝流程,提高了生產(chǎn)效率。您可以直接從生產(chǎn)線上獲得表面處理精細(xì)、具備優(yōu)質(zhì)高光澤效果的精致零部件。
2416
ACMT協(xié)會(huì) ??? 1年前
基于定量泵與節(jié)流調(diào)速的硫化機(jī)開合模液壓系統(tǒng)仿真 
同傳統(tǒng)的機(jī)械式硫化機(jī)相比,采用液壓系統(tǒng)的硫化機(jī)機(jī)體結(jié)構(gòu)緊湊,剛性較好;開合模時(shí),上模部分僅作垂直上下運(yùn)動(dòng),可保持很高的對(duì)中精度和重復(fù)精度;各動(dòng)作快速平穩(wěn),大大減少了硫化機(jī)輔助時(shí)間;上下合模力均勻,不受工作溫度影響;整機(jī)質(zhì)量減輕,僅為機(jī)械式硫化機(jī)的三分之一[3]。
4414 2
液壓那些事 ??? 2年前
塑膠模具「雙色模」前模頂出設(shè)計(jì)方案以及注意事項(xiàng) 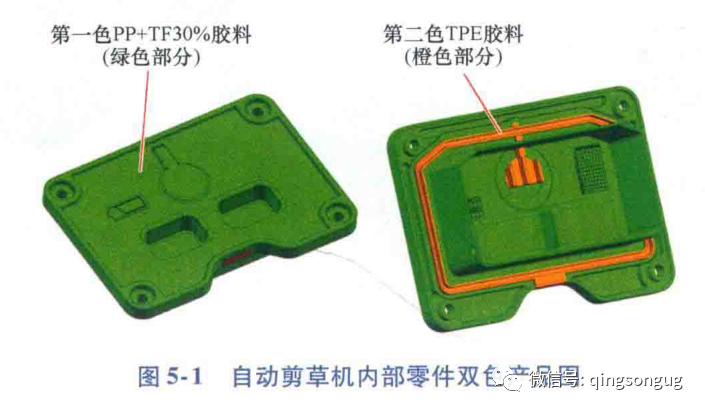
如圖所示:分型面,這樣的話后模側(cè)基本上沒有軟膠,而且不需要進(jìn)行分型面封膠,后模可以完全做到一致。重點(diǎn):第一色中間長(zhǎng)方形有框深25mm,而且底部厚度只有1.3mm,成型中會(huì)粘前模。如圖所示:第一色進(jìn)膠樣式第二色進(jìn)膠樣式如圖所示:第一色與第二色熱流道點(diǎn)樣式。
3641
UG模具設(shè)計(jì)材料 ??? 3年前
注塑模調(diào)機(jī)工藝.
隨著模塑件冷卻收縮,模塑件與模腔冷卻表面失去緊密接觸,這時(shí)冷卻效率下降,模塑件繼續(xù) 冷卻后,模塑件不斷收縮,收縮量取決于各種因素的綜合作用。模塑件上的尖角冷卻最快,比其它部件更早硬化,接近模塑件中心處的厚的部分離型腔冷卻面最遠(yuǎn),成為模塑件上最后釋放熱量的部分,邊角處的材料固化后,隨著接近制件中心處的熔體冷卻,模塑件仍會(huì)繼續(xù)收縮,尖角之間的平面只能得到單側(cè)冷卻,其強(qiáng)度沒有尖角處材料的強(qiáng)度高。
2275 1
模具論壇 ??? 4年前
復(fù)合材料層合板拉伸的試驗(yàn)和數(shù)模結(jié)果載荷位移曲線的最大載荷可以對(duì)上但是失效位移對(duì)不上,可能是什么原因?
如題
2104 2 3
LU& ??? 3年前
五金沖壓加工所用壓力機(jī)常用的幾個(gè)專業(yè)術(shù)語 
4、閉合高度:是指滑塊在下止點(diǎn)時(shí),滑塊下平面到工作臺(tái)上平面的距離。當(dāng)閉合高度調(diào)節(jié)裝置將滑塊調(diào)整到最上位置時(shí),閉合高度最大,稱為最大閉合高度;將滑塊調(diào)整到最下位置時(shí)閉合高度最小稱為最小閉合高度。閉合高度從最大到最小可以調(diào)節(jié)的范圍,稱為閉合高度調(diào)節(jié)量。 5、裝模高度:當(dāng)工作臺(tái)面上裝有工作墊板,并且滑塊在下止點(diǎn)時(shí),滑塊下平面到墊板上平面的距離稱為裝模高度。
2409
東一金屬 ??? 2年前
注塑模具試模行為規(guī)范
先在工作臺(tái)上檢查其機(jī)械配合動(dòng)作:要注意有否刮傷,缺件及松動(dòng)等現(xiàn)象,模向滑板動(dòng)作是否確實(shí),水道及氣管接頭有無泄漏,模具之開程若有限制的話也應(yīng)在模上標(biāo)明。以上動(dòng)作若能在掛模前做到的話,就可避免在掛模時(shí)發(fā)現(xiàn)問題,再去拆卸模具所發(fā)生的工時(shí)浪費(fèi)。3.
2142
模具論壇 ??? 4年前
沖壓自動(dòng)化改造模具要求 
1)脫料檢查所有模具取放工件順暢無阻礙,沖壓完成后工件停留在下模面。異常情況為上模帶料,或工件在沖壓完成后出現(xiàn)不規(guī)則位移。2.模具情況1)模具高度.下模面到地面的高度H應(yīng)控制在950~1450mm之間,另:相鄰兩套模具下模面的高低落差需控制在300mm以下,高低落差越小機(jī)器人的生產(chǎn)效率越高。2)產(chǎn)品盡量少翻轉(zhuǎn)。
2189
金屬加工前沿 ??? 3年前
如何選定消失模鑄造工藝參數(shù)?探究消失模鑄造大口徑球墨鑄鐵管件生產(chǎn)關(guān)鍵 
1、消失模鑄造大口徑球墨鑄鐵管件的一般工藝流程 (1)制作泡塑白模,組合澆注系統(tǒng),氣化模表面刷、噴特制涂料并烘干; (2)將特制砂箱置于振動(dòng)工作臺(tái)上,填入底砂(干砂)振實(shí),刮平,將烘干的泡沫模樣放于底砂上,填滿干砂(邊填砂邊振實(shí)); (3)用農(nóng)用塑料薄膜覆蓋,放上澆口杯,接真空系統(tǒng)抽真空,干砂緊固成型后,進(jìn)行澆注,泡沫模樣氣化,金屬液取代其位置;
2701
鑄造工程師 ??? 4年前
為什么越來越多的鑄造廠選擇消失模鑄造工藝? 
消失模鑄造模具可以使用40萬-75萬模次。在消失模鑄鐵工廠里,交貨期通常為4周,因?yàn)榕菽P涂梢源娣藕芫茫?em>模串隨用隨取。砂芯和砂型則不需要提前生產(chǎn)來備用。工藝上的這些優(yōu)勢(shì)帶來了生產(chǎn)成本上的優(yōu)勢(shì)。消失模模具的壽命更長(zhǎng),勞動(dòng)力成本更低,型砂無任何粘結(jié)劑,便于回收重復(fù)使用,從而消除了型砂回收使用的問題。
2968
鑄造工程師 ??? 3年前
新模具試模需要注意的問題,你都知道嗎? 
先在臺(tái)上檢查其機(jī)械配合動(dòng)作: 要注意有否刮傷,缺件及松動(dòng)等現(xiàn)象,模向滑板動(dòng)作是否確實(shí),水道及氣管接頭有無泄漏,模具之開程若有限制的話也應(yīng)在模上標(biāo)明。以上動(dòng)作若能在掛模前做到的話,就可避免在掛模時(shí)發(fā)現(xiàn)問題,再去拆卸模具所發(fā)生的工時(shí)浪費(fèi)。
2476
Im智能注塑 ??? 3年前
Moldex3D模流分析之創(chuàng)建試模報(bào)告 
-最大射出壓力: 此顯示將熔膠推入模穴內(nèi)的最大壓力,其量測(cè)單位可以是兆帕斯卡 ( MPa )、巴 ( bar )、磅每平方英寸 ( ps i)。-最大流率:此顯示該射出機(jī)的最大流率,其量測(cè)單位為立方公分每秒( cm^3/sec )。-最大鎖模力: 此顯示該射出機(jī)的鎖模單位施加到模具上的最大力,其量測(cè)單位為公噸 ( ton )。
2353
Moldex3D 中國(guó) ??? 12月前
Moldex3D模流分析之iSLM試模數(shù)值 
管理功能 > 試模 > 檢視 > 開始試模/檢視 > 試模信息 > 模具信息在 管理功能 > 試模 > 檢視 > 開始試模/檢視 > 試模信息 > 模具信息的項(xiàng)目:1.圖片: 此顯示模具的圖片。用戶可移動(dòng)鼠標(biāo)光標(biāo)至圖片上以 預(yù)覽、下載 圖片。若要?jiǎng)h除圖片,需于 管理功能 > 項(xiàng)目 > 檢視 > 模具信息 的編輯中點(diǎn)擊圖片上的 刪除 鍵。
1595
Moldex3D 中國(guó) ??? 1年前
決定多模穴射出件的流動(dòng)平衡性 
一模八穴短射樣品的重量平均數(shù)據(jù)作圖多模穴模具在設(shè)計(jì)上的先決條件是需要設(shè)計(jì)成幾何平衡,也是在流道的lay-out 設(shè)計(jì)上,由豎澆道(sprue)到達(dá)各模穴的澆口距離,需要設(shè)計(jì)成流動(dòng)長(zhǎng)度是一樣的,所以幾何平衡在理論上如果各分流的熔膠質(zhì)量相同,那在射出過程中到達(dá)各模穴,甚至到達(dá)射出充填結(jié)束時(shí),各模穴的射出狀況與條件都應(yīng)該是相同的。所以流道的幾何平衡設(shè)計(jì)對(duì)于多模穴模具是首要的設(shè)計(jì)準(zhǔn)則。
2614 2
型創(chuàng)科技2023 ??? 2年前
RP 系列 激光分析設(shè)計(jì)軟件 | 多模光纖( 第四部分) 
人們可能想知道為什么盡管有很強(qiáng)的彎曲效應(yīng),但基本上沒有光耦合到高階模式中。為此,我們需要考慮 LP 01和 LP 11模式的相位常數(shù)差異,例如,它高達(dá) 4.5 rad/mm。這種相位失配有效地抑制了耦合:在光纖的不同部分,從基模耦合到某些高階模式的幅度貢獻(xiàn)將在很大程度上相互抵消。 對(duì)于具有大模式面積的光纖,不同模式的 β 值更接近。
2127
墨光科技 ??? 3年前
Lumerical系列| 一種高效多模耦合/(解)復(fù)用的新方案 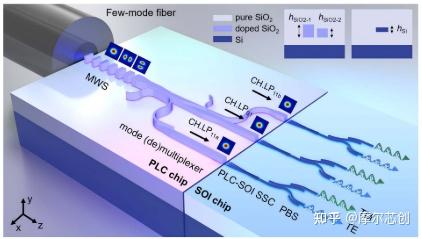
引言要實(shí)現(xiàn)片上高效多模耦合器,如在一個(gè)少模光纖(FMF)中同時(shí)發(fā)射六個(gè)模式信道(LP01-x/y、LP11a-x/y和LP11b-x/y),目前是一個(gè)很大的挑戰(zhàn),其主要障礙在于FMF和亞微米級(jí)硅光波導(dǎo)之間的巨大模式失配。
1472
摩爾芯創(chuàng) ??? 4月前
20條/頁 
 84
84 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
