



ZEMAX軟件技術應用專題:如何在OpticStudio中設計DOE透鏡或超穎透鏡 
沒有通用的方法可以處理所有情況。設計人員需要根據具體情況決定其系統的策略。許多設計過程需要兩種不同的光學理論/算法來分別處理光束在自由空間和微結構中的傳播,而其他一些過程僅使用純光線追跡來達到目標。由於模擬技術發展迅速,因此本文可能沒有涵蓋所有可用方法。如果用戶提供新訊息或有任何要求,請隨時與我們聯繫,我們可以相應地更新本文。
2185
w**elab86_Swsp ??? 3年前
ug后處理安裝步驟是什么?ug后處理怎么添加?ug后處理文件位置路徑?ug10后處理安裝步驟? 
UG安裝后處理概述使用UG加工編程的朋友,經常會遇到定制后處理問題,由于定制NC后處理繁瑣,所以經常會把先前定制好的后處理添加或者替換來使用,那么如何正確的操作呢?下面以UG10.0為例來說明,其他版本也同樣方法操作。UG軟件替換后處理1、首先找到之前能夠完全使用的后處理文件,拷貝文件名為“postprocessor”的整個文件備用,如圖示界面。
3478
張偉一 ??? 3年前
ZEMAX軟件技術應用專題:在 OpticStudio 中模擬高階雷射光束 
該模型的輸入是階數 p 和度數 m、束腰 (w0)、光束的半焦距 (f0) 和光束極性(0 = 偶數;1 = 奇數);最後一個輸入決定了光束是由偶數還是奇數 Ince 多項式描述的。 Bandres 和 Gutiérrez-Vega 的論文中提供了上述每個輸入的完整描述。 2 列出了一些未使用的輸入,以便該模型的輸入表結構與 OpticStudio 中內置的高斯腰模型的結構相匹配。
2057
w**elab86_Swsp ??? 3年前
ADAMS行星齒輪機構運動學及動力學仿真 
模型導入,由于UG與ADAMS之間能實現模型的直接導入,但是它們只能識別某些格式文件,因此本文在UG軟件中完成裝配圖后直接將裝配圖另存為為ADAMS可讀出的Parasolid格式的文件,然后在ADAMS軟件界面中點擊“File”(文件)一“import”(輸入)命令,選擇已保存好的parasolid(*.x_t)文件,然后點擊“確定&rdquo
4597 8 1
劉曉東 ??? 2年前
UG怎么編程?初學者收藏!簡單的加工中心手工編程及編程時的注意事項 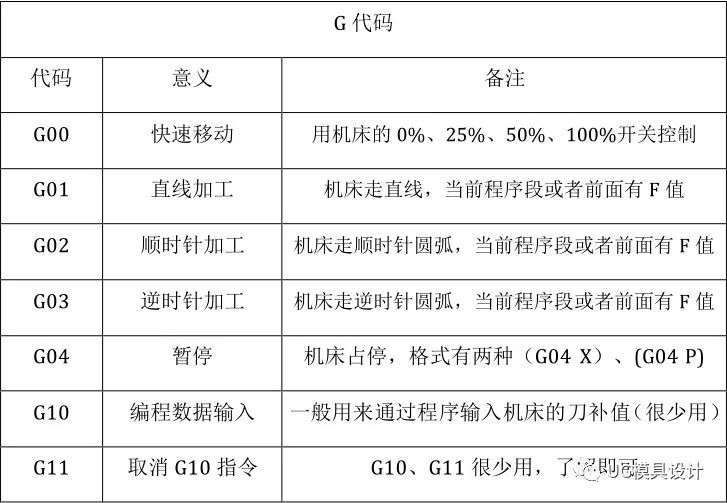
自動編程就是用電腦軟件如Mastercam,UG等進行編程,經過處理后生成加工程序。當然現在手工編程已經很少,都是用電腦軟件編程,但是我們也應該懂點手工編程。對于簡單的鉆孔或銑孔還是應該會的,有時候電腦軟件編出的程序,我們還要檢查或修改一下,沒有一點手工編程的基礎也看不懂程序??!
2826
張偉一 ??? 3年前
F5G技術在煤礦井下的應用 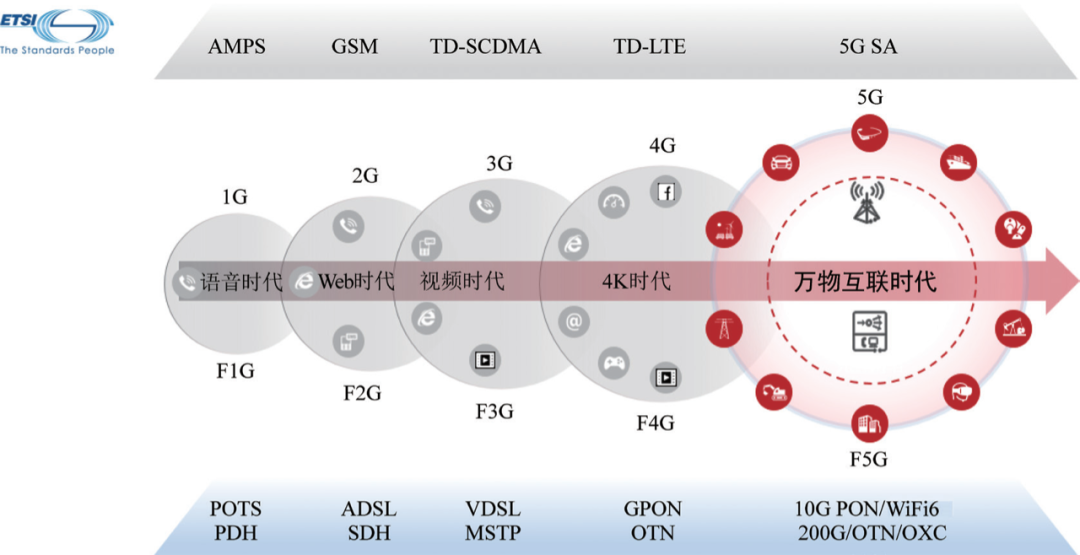
F5G由中國提出,ETSI(歐洲電信標準協會)接納,業界參與。2019年6月,在上海移動大會上,中國信通信研究院首次提出F5G的概念。2019年12月ETSI F5G立項通過,定義固定網絡代際,并給出了F5G的愿景“光聯萬物”,為產業的發展指明了方向。F5G與5G有效協同,互相補全,以提升用戶網絡感知。網絡迭代示意如圖1所示。
4105
冶金焦化 ??? 3年前
ZEMAX軟件技術應用專題:利用Kogelnik方法模擬體積全像光柵的繞射效率 
如果厚度從t到t'發生變化,則可以透過修改K∥計算出新的光柵向量,如方程式(4)。圖 4. 當全像材料收縮時,厚度從t 減少到 t'。我們現在已經介紹了體積全像圖模型的基礎知識。要了解有關如何在 OpticStudio 中應用該理論、如何設置序列和非序列系統以及下載範例系統的更多信息,您可以在此處取得本知識庫文章的全部內容。
2120
w**elab86_Swsp ??? 3年前
干工程,查鋼筋,必學的16G101總結! 
14、 增加16G-69頁重點掌握:①了解框架邊柱,角柱.頂等截面伸出時的錨固要求及箍筋設構造要求。15、16G71- 11g第68頁重點掌握:①優化一字型墻做法,增加L型墻節點詳圖。優化轉角墻(三)構造。轉角墻做法。
2596
規范圖集大全 ??? 3年前
結合18G901/16G101圖集 | 鋼筋施工要點及常見問題總結|現場與圖集完美結合 
(一)柱鋼筋綁扎1、在樓板混凝土上彈出柱子定位控制線,對柱子位置進行檢查,如有主筋偏位超出規范范圍應及時上報,并由技術負責人做出處理方案后,根據處理方案進行施工,現場不得自行處理。
4982 1
規范圖集大全 ??? 4年前
商家引導5G隨身WiFi用戶,如何避免“劣質”隨身WiFi? 
現在大家明白,選購一款5G隨身WiFi,光看參數都是虛的,像品速這樣擁有完整供應鏈的5G隨身WiFi品牌,就可以放心購買。大部分商家宣傳的賣點,理論很豐滿,實現很骨感,設備實測能達到70%就很不錯了。
2248
小Bat ??? 2年前
UG編程模具零件銑削加工 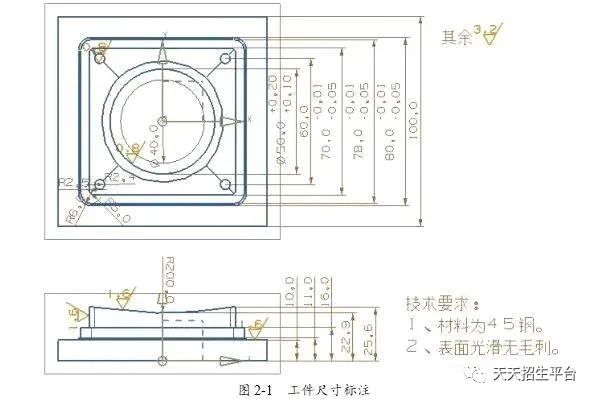
(5)UG編程中為了確保加工精度和表面質量,分析采用兩次定位裝夾加工完成,按照先主后次、先近后遠、先里后外、先粗加工后精加工的原則依次劃分工序加工.。2.2零件的實體三維造型零件的實體造型如圖2-2。2.3建模(1)UG編程中打開UG NX6,創建建模文件“mujulingjian.prt”。
2314
張偉一 ??? 3年前
干數控加工必備G代碼大全,你收藏了嗎?
9、車削加工:G70、G71、72、G73 G71:軸向粗車復合循環指令 G70:精加工復合循環 G72:端面車削,徑向粗車循環 G73:仿形粗車循環 10、銑床、加工中心: G73:高速深孔啄鉆 G83:深孔啄鉆 G81:鉆孔循環 G82:深孔鉆削循環 G74:左旋螺紋加工
2414
機械加工網 ??? 4年前
干數控加工必備G代碼大全,你收藏了嗎?
9、車削加工:G70、G71、72、G73 G71:軸向粗車復合循環指令 G70:精加工復合循環 G72:端面車削,徑向粗車循環 G73:仿形粗車循環 10、銑床、加工中心: G73:高速深孔啄鉆 G83:深孔啄鉆 G81:鉆孔循環 G82:深孔鉆削循環 G74:左旋螺紋加工
2329
數控編程網 ??? 4年前
UG初學者相見恨晚的必備的40條技巧 
圖層工具—“在試圖中可見”命令結合工程圖中的顯示命令出工程圖將事半功倍; 6.
2739 9 3
feng-A ??? 4年前
SYNOPSYS 光學設計軟件課程三十九:設計自由曲面反射系統 
系統如下: 優化 MACro 的命令行很長,包含了 Y 和 Z 中鏡面的角度和全局位置的變量,以及鏡面上的 Zernike 系數的變量。但是,大多數變量都被注釋掉了,因為我們發現,如果首先粗略地設計出只有半徑和角度變化的設計,然后根據需要逐漸添加其他變量,那么這個過程會更好。這是 MACro 的一部分;綠色的命令行表示被注釋掉了。
2205
墨光科技 ??? 2年前
SYNOPSYS 光學設計軟件課程二十:設計容易制造與加工的非球面 
我們如何找出要添加到 AANT 文件中的其他行?當 ADEF 命令運行時,它會將其部分輸出的副本放入 AI 緩沖區。運行該命令后,詢問 AI:BUFFER?看看放在哪里 我們所需的 RMS 差異在位置 6- 我們想要控制的數量。所以我們運行這個新的優化,光扇圖幾乎沒有變化?,F在非球面看起來像什么?
2232 1
墨光科技 ??? 3年前
節能燈UG/NX建模教程圖文 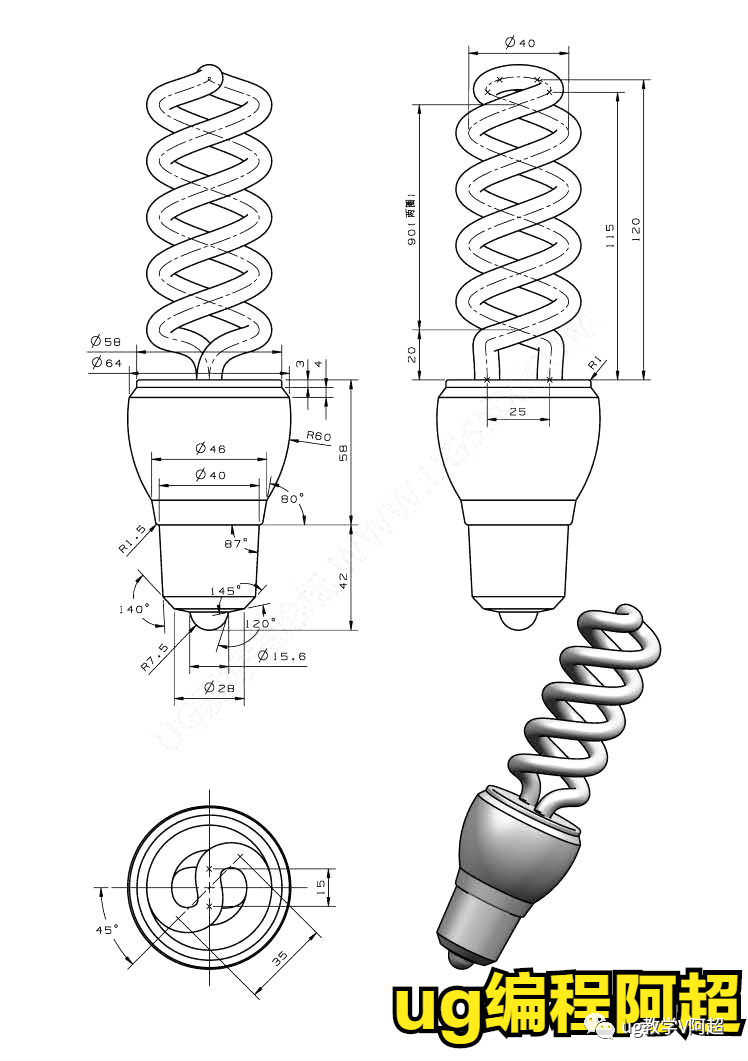
曲率約束(只有拾取線條才能給定約束)最后一步 線條呈現出我們想要的效果后,利用管道做出燈管最終線條形狀效果管道命令設置路徑及直徑大小與底座求和最終這樣一個節能燈就做出了,各位可以多加練習使用,很多細節如果有遺漏不太清楚的地方可以來阿超老師的直播課,會隨時進行回復的哦。
2514
張偉一 ??? 3年前
UG工程圖最全預設置-ug制圖模板設置,教你如何設置制作漂亮的工程圖 
五、UG 工程圖的命令展示上述設置已經完成,那么讓我們出個工程圖吧下圖簡單展示工程圖:有將尺寸值修改為文字,隱藏不需要的線的顯示,指向多個同樣物體的注釋,圓標注,倒角標注,粗糙度,形位公差等。是不是很美觀哦文章來源:UG編程小助手
9927 5
張偉一 ??? 3年前
有問必答 | 關于SYNOPSYS 中命令設計模塊問題匯總八 
syn里面有四種描述DOE OPD參數,其中S-terms\G-terms\XDD格式的系數,均可以使用等效的G項來作為變量。9.
2011
墨光科技 ??? 4年前
玩轉這些,你的編程就入了門! 
其指令書寫格式是:G01 X_Z_F_;F指令也是模態指令,它可以用G00指令取消。如果早G01程序段之前的程序段沒有F指令,則機床不動。因此,G01程序中必須還有F指令。 c.圓弧插補指令G02/G03(采用笛卡爾坐標判斷) 圓弧插補指令命令刀具在指定平面內按給定的F進給速度作圓弧運動,切削出圓弧輪廓。
1974
機械加工網 ??? 4年前
20條/頁 
 26
26 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
