



直擊:現場沖壓連續模工藝、料帶設計原則,值得收藏 
特殊產品可以帶料于特殊型面位置,但需要滿足一下基本要求:1、帶料點盡量設定在平面上,避免設置于產品折彎曲面上2、帶料點位置可以帶產品單點,也可以多點分開3、帶料點一般不要放置于產品有特殊要求的位置4、帶料方式最好使用倒錐形設計,以此來補強帶料點位置強度料帶是連續模的核心工藝,并非一兩句話可以表達清楚,需要長時間經驗的積累。
2981
UG編程模具設計實戰 ??? 4年前
基于AutoForm的汽車頂蓋沖壓回彈補償研究 附AutoForm鈑金沖壓成形分析從入門到精通下載 
1 工藝方案 1.1 材料參數 某車型頂蓋如圖1所示,外形尺寸為2 472 mm×1 210 mm,材料為DC04,料厚為0.7 mm,材料參數如表1所示。
2971 1
keyong2025 ??? 3年前
模具工藝編排在提升材料利用率方面的運用 
表1 沖壓件成形的3種方案設計⑴方案1,落料片+模具拉延。如圖2所示,由CAE模擬分析得知,模具成形所需的鋼板是外部最大輪廓規格為1220mm×1800mm、內部輪廓規格為640mm×1100mm工藝板料。圖2 方案1需求的毛坯規格及應用結合上述鋼板的最大外部輪廓尺寸和已知的產品料厚,計算出此工藝料片消耗的原毛坯重量為25.86kg。
2489
FMMM ??? 3年前
熱沖壓成形模具設計要點 
,坯料的加熱狀態、料片轉移、成形動作時序及接觸力變化、制件冷卻速率及均勻性分布等條件變化均會影響零件的尺寸和性能。
3441 1
金屬加工前沿 ??? 3年前
二次拉延消除發蓋外板滑移線缺陷 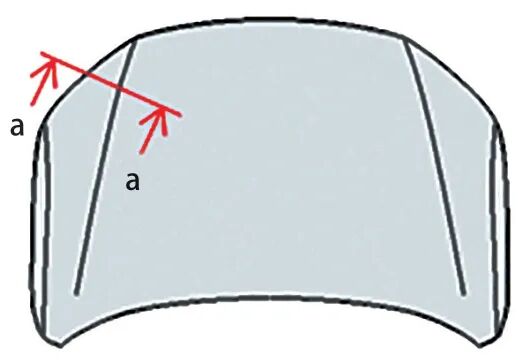
基于AutoForm 的滑移線缺陷判斷由于板料有厚度,認為料厚對這種滑移線的印痕有一定的吸收能力。當材料下表面產生的印痕缺陷完全被吸收而沒有在上表面出現滑移線缺陷的情況,涂裝后的板件是沒有滑移線缺陷的,這種情況是可以讓步接受的,沒必要再浪費大量時間去解決這種問題。
2853 1 2
金屬加工前沿 ??? 3年前
生產制造 | 模具設計與制造-VISI料帶設計 
沖壓連續模工藝中料帶的使用作用是把沖壓件和料帶連結在一起,通過相同的步距逐級順送,將料帶沖壓出成品或者半成品的過程。這樣不需要單獨處理每個沖壓件,節省大量的時間和人力成本,提高生產率,產品外觀也更加美觀并符合產品的設計要求。但不同的產品需要使用不同的料帶進行送料,此過程需要考慮模具的材料使用率及料帶穩定性。
2780
海克斯康設計與仿真 ??? 1年前
沖壓同步工程(SE)在汽車車身開發中的應用
在沖壓件量產后,模具結構已經確定下來,要提高單車材料利用率,只能通過減少材料下料尺寸的方式,但提高的幅度有限。要降低車身材料的使用,應在汽車模具設計開發過程中,對材料的利用率進行嚴格要求,在設計過程中對工藝及產品結構進行分析和改進,來提高材料利用率。因此,沖壓SE在汽車車身開發中的有效運用可提高材料的利用率。
4364 4 1
金屬加工前沿 ??? 3年前
汽車模具分類及制造工藝 
一、汽車塑料模具分類 汽車塑料模具分類的方法很多,按照塑料制件成型加工的方法的不同可以分為以下幾類:·注射模注射模又稱注塑模。這種模具的成型工藝特點是,將塑原材料放置在注射機的加熱料筒內。塑料受熱熔融,在注射機的螺桿或柱塞推動下,經噴嘴和模具的澆注系統進入模具型腔,塑料在模具型腔內經保溫、保壓、冷卻固化成型。
2543 1
Im智能注塑 ??? 4年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
凸出懸臂和凹槽的最小寬度彎曲件的沖壓工藝性彎曲是使用材料生產塑性變形、形成一定角度形狀的沖壓工序。彎曲可以用模具在歐通壓力機上進行,也可以在專用的彎曲機或彎曲設備上完成。彎曲按加工材料的不同,可分為板料彎曲、管料彎曲、型材彎曲、棒料彎曲等;按彎曲成形所用設備的不同,又可分為折彎、滾彎、拉彎、輥彎等。
5974 2
金屬加工前沿 ??? 3年前
汽車沖壓自動化生產線規劃及注意事項 
沖壓工作臺上嚴禁擺放任何物品,下班時如上下模具未完成,應掛“禁止操作”警示牌。 13、工作完畢應關閉總電源,關閉氣源開關,清除邊角料,整理清潔生產線,工具物件放置整齊,確保通道暢通,做好安全文明生產。 文章來源:沖壓與模具工藝
5024
金屬加工前沿 ??? 2年前
【技術熱點】鋁制車門嫌貴?采用激光拼焊板試試看 
這種拼焊板既可以加工平板料片,也可以是料卷。 “拼焊板料可以在一張板料上獲得不同厚度,給予設計更大的自由度實現所需要的剛性和強度。”TWB新產品開發部門的產品工程師Saambavi Karunakaran介紹,“從設計端開始考慮這項技術減少了前期的投資成本以及生產周期。相比單一料片可減少廢料率而無任何性能折損。
4119
熱成形產業聯盟 ??? 2年前
你都聽說過嗎? 
鈑金機構常用的形式很多,下面是主要的幾種形式: 1、鉤 我們可以利用鈑金十分靈活的沖壓變形的特性,做成卡鉤,用來固定需要安裝在鈑金的平面上的各種物體。鈑金件中間的卡鉤沖壓前有的需要先開工藝孔。這種設計一般要開模,不能用折床折出來,在做樣品或是小批生產時,在NCT沖床或沖裁沖床沖出工藝孔后,用一個小模具沖出卡鉤來。但是,鈑金件邊緣的卡鉤可以用折床折出來。
4197
機械工程師 ??? 4年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
好了,以上7點就是精密沖壓件在加工時必須要注意的地方,不知道看官朋友們看明白沒有呢?有什么不同的看法嗎?可以在下方評論區說出來,我們一起交流!
2174
UG編程模具設計實戰 ??? 3年前
汽車用熱成型鋼板的加工工藝 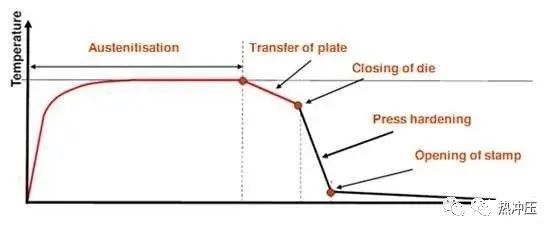
落料片的生產 落料片是在開卷落料線上生產出來特定輪廓的料片,然后將落料片運送至熱成型線,由機器人通過真空吸盤將落料片送至打碼機打碼之后,放至輸送線上傳送至加熱爐。 2.
4658
金屬加工前沿 ??? 2年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
六、材料的性質、拉深的高度、拉深的階梯數以及拉深的直徑、料厚等條件決定了拉深件的工序數,不過還得進行拉深工藝計算才能確定。如果拉深件的圓角半徑比較小或尺寸精度要求較高時,就要在拉深完再加一道整形工序。七、我們要提高沖壓工藝的穩定性就需要增加工序數目,來確保沖壓件的質量。比如彎曲件附加定位工藝孔沖制、成形工藝中增加變形減輕孔沖裁以轉移變形區等。
1900
模具設計UG編程教學 ??? 3年前
延長沖壓模具使用壽命的幾點措施
模具質量的提高必須合理地選擇材料,針對不同的材料采用相應的熱處理工藝及優化的加工工藝,可以提高模具的制造精度和使用壽命,避免模具發生早期失效。
2761 6 3
金屬加工前沿 ??? 3年前
30個沖壓模具設計與成形工藝經驗,收藏一波 
對于試模分析,一定要對試模后的料帶進行分析逐個工步進行分析,并且 要附上紅丹料帶。26.對于產品破裂,可以采取在前期拉伸時加包、擠料、增加片桿成型面積, 開孔等多種方式進行,在改模之前要進行CAE分析。27.
2678
UG編程模具設計實戰 ??? 3年前
基于光電傳感器的模具廢料監測系統設計 附基于ADMAS 動力總成28工況計算下載 
圖2 光電傳感器類型檢測的物體是模具廢料,監測堵料和不堵料2種狀態。從工作原理分析,可以使用透過型和回歸反射型的光電傳感器,但透過型的受光元件和發光元件要分開安裝,需要2根連線,占用的安裝空間較大,且安裝精度要求較高,所以選擇回歸反射型的光電傳感器,只需要1根連線。
2591
ouju7687 ??? 3年前
汽車后流水槽區域感官品質提升方法研究 
為了提高汽車側圍后流水槽區域的精致性和客戶感知品質,本文分析了側圍后流水槽區域感官質量差產生的原因,并針對不同形式的產品結構和焊接工藝方式進行優化分析,同時利用AutoForm R7 對側圍和后流水槽鈑金零件進行沖壓仿真模擬分析,經過多輪的優化分析并將分析結果應用于實際生產制造調試,最終制造出質量和精度均合格的側圍和后流水槽零件,提高了側圍后流水槽區域的整體品質和客戶感知質量。
2803 2 1
FMMM ??? 4年前
基于自動化生產的卡車縱梁落料沖孔模設計 
模具上料利用機器人視覺對中,公差精度可以控制在±2mm,其原理是利用拍照獲得的板料位置圖像經視頻處理軟件后自動調整機器人的軌跡,最終將板料準確置入模具內,但由于放置到模具內會有一個35mm 的高度,如果只是采用一端定位的話,實際放置到模具內時料會存在一些錯動,導致產品沖切報廢(圖2)。為了解決這一問題,前端和后端都需要設計外形定位以確保投料定位精準,如圖3、圖4 所示。
2129
金屬加工前沿 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
