



注塑制品燒焦的四點注意事項 
因素四:原料不符合要求 如果原料中水分及易揮發(fā)物含量太高,熔融指數(shù)太大,潤滑劑使用過量都會引起燒焦及糊斑故障。對此,應(yīng)使用料斗干燥器或其它預干燥方法處理原料,換用熔體指數(shù)較小的樹脂以及減少潤滑劑的用量。
2203
高分 ??? 4年前
乙烯裂解爐的分類及功能,你真的了解了嗎? 
4、優(yōu)化燒焦方案,縮短燒焦時間 裂解爐燒焦是完全地耗能工況。通過調(diào)整稀釋蒸汽和空氣的配比,及時分析燒焦氣中CO,CO2含量,并在純空氣燒焦階段切換側(cè)壁火嘴,使爐子充分受熱,這可有效減少燒焦時間。 另外,燒焦時間過長和過短都是不好的。
4696
化工活動家 ??? 4年前
揚子石化│乙烯裝置裂解爐低氮燃燒器改造及運行探討 
加入降氮蒸汽后,在燒焦、降溫和升溫期間,NOx可控制在100mg/Nm3以下。以燒焦工況為例,具體調(diào)整情況見下表。
3567
化工活動家 ??? 3年前
射膠速度分段與注塑制品質(zhì)量的關(guān)系
當熔體通過入水口時高速注射會導致高剪切,熱敏性塑料將出現(xiàn)燒焦,這種燒焦的材料會穿過型腔,到達流動前鋒,呈現(xiàn)在零件表面。為了防止射紋,射膠速度設(shè)置必須保證快速填充流道區(qū)域然后慢速通過入水口。找出這個速度轉(zhuǎn)換點是問題的本質(zhì)。如果太早,填充時間會過度增加,如果太遲,過大的流動慣性將導致射紋的出現(xiàn)。熔體粘度越低,料筒溫度越高則這種射紋出現(xiàn)的趨勢越明顯。
2229 1
高分 ??? 4年前
科普|煉油廠主要加工工藝之催化加氫!
(4)催化劑再生國內(nèi)加氫裝置一般采用催化劑器內(nèi)再生方式,有蒸汽-空氣燒焦法和氮氣-空氣燒焦法兩種。再生過程包括以下兩個階段:①再生前的預處理在反應(yīng)器燒焦之前,需先進行催化劑脫油與加熱爐清焦。②燒焦再生通過逐步提高燒焦溫度和降低氧濃度,并控制燒焦過程分三個階段完成。
3167
化工交流 ??? 4年前
提高薄壁注塑加工精度的四個技巧 
2、壓力和速度有部分相同的關(guān)系作用于模內(nèi)的目的是使原料進入模內(nèi)能均勻,徹底,適量的充滿各角落.太低會短射,縮水,太高有毛頭,過飽,粘模,燒焦,易損模具及內(nèi)應(yīng)力高等不良現(xiàn)象。 3、速度的快慢是決定原料在模具澆道內(nèi)及成品中之狀況,快有毛邊,過飽,燒焦,慢了就會出現(xiàn)短射,縮水,結(jié)合不良易斷等。
2458 1
高分 ??? 4年前
催化裂化操作技術(shù)漫談
再生溫度除了受外取熱器和內(nèi)取熱盤管負荷影響外,還與燒焦罐的工況有密切關(guān)系,有時候燒焦罐藏量過低,我們就會發(fā)現(xiàn)再生器稀相的溫度比密相床高出許多,這是一種輕微的二次燃燒,為什么會發(fā)生輕微的二次燃燒呢?這是因為燒焦罐藏量不夠,不能把燒焦過程中產(chǎn)生的一氧化碳全部燒掉,這些一氧化碳就跑到稀相去了。一氧化碳是一種燃料,燃料往上跑了,燒焦罐和密相床的溫度必然下降,當然也會影響反應(yīng)器這邊的工況。
4186
化工活動家 ??? 3年前
煉油廠采用的主流石油加工工藝——催化加氫工藝詳解 
4、催化劑再生國內(nèi)加氫裝置一般采用催化劑器內(nèi)再生方式,有蒸汽-空氣燒焦法和氮氣-空氣燒焦法兩種。再生過程包括以下兩個階段:①再生前的預處理在反應(yīng)器燒焦之前,需先進行催化劑脫油與加熱爐清焦。②燒焦再生通過逐步提高燒焦溫度和降低氧濃度,并控制燒焦過程分三個階段完成。
6839
化工交流 ??? 4年前
“不容忽視的表面現(xiàn)象:塑膠射出后的浮纖問題詳解! 
如料溫 過高,雖然流動性有所提高,但也容易出現(xiàn)材料分解 及產(chǎn)品燒焦等問題。其次是模溫 ,PA66+GF 的模溫在 110-140℃。如模溫 太低,易出現(xiàn)走膠困難,產(chǎn)生浮纖;如模溫太高,易出現(xiàn)成型周期過長,產(chǎn)品燒焦等問題。總之成型工藝上可采用高料溫、高模溫、高壓、高速、低螺桿轉(zhuǎn)速 注射,對改善浮纖現(xiàn)像比較有利。材料的選擇從原料入手,選擇材料時尼龍黏度在力學 性能許可的范圍內(nèi)盡量選擇低黏。
4759 1
型創(chuàng)科技2023 ??? 2年前
6 鈦絲驅(qū)動技術(shù)(NiTiDrivetech)的可靠性設(shè)計-溫度控制 
我們在做驅(qū)動機構(gòu)的結(jié)構(gòu)設(shè)計過程中,有時存在加強筋或隔離墻的設(shè)計,這樣的設(shè)計可能讓結(jié)構(gòu)部件和鈦絲有局部接觸,因長期或偶爾的接觸,導致結(jié)構(gòu)件出現(xiàn)了高溫粘連、燒焦的問題。 其中,結(jié)構(gòu)件和鈦絲發(fā)生粘連,會造成鈦絲驅(qū)動的時候直接拉長或拉斷。 結(jié)構(gòu)件燒焦會造成驅(qū)動機構(gòu)本身局部損壞或帶來燃燒的風險。 因此驅(qū)動結(jié)構(gòu)材料盡量采用耐高溫材料,或盡量避免和驅(qū)動鈦絲的接觸。
2439
財哥說鈦絲 ??? 5月前
全國首套芳烴型移動床輕烴芳構(gòu)化裝置的設(shè)計及工業(yè)應(yīng)用 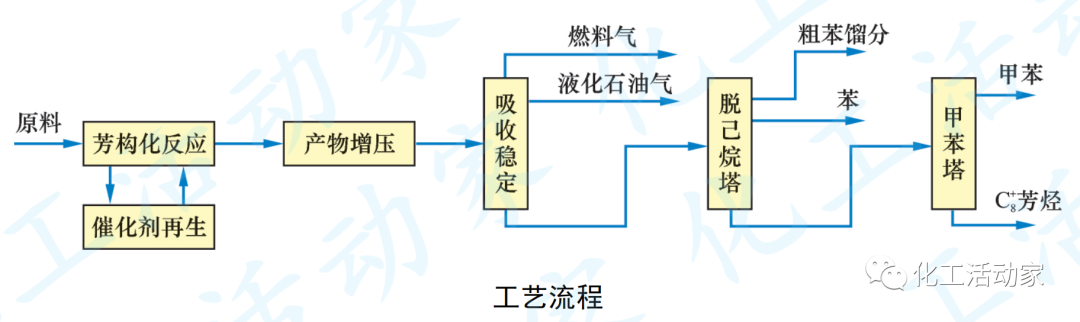
裝置基本情況某煉油廠新建一套500kt/a輕烴芳構(gòu)化裝置于2019年7月完成詳細設(shè)計,2020年5月建成中交,2020年7月8日投料,7月10日產(chǎn)出合格甲苯產(chǎn)品,7月12日催化劑循環(huán)燒焦,一次開車成功。原料包括DCC(深度催化裂解)石腦油、重整戊烷油、芳烴抽余油、加氫石腦油、液化石油氣及重整和加氫干氣。主要產(chǎn)品為苯、甲苯、C+8芳烴,副產(chǎn)氫氣、液化石油氣以及干氣。
4884
化工交流 ??? 3年前
Moldex3D模流分析之等或非等向性機械性質(zhì)模型 
在這個模型中,使用了一個無量綱時間,即燒焦指數(shù)(S),來描述達到非等溫感應(yīng)時間的百分比。當燒焦指數(shù)達到1時,熟化階段開始。Deng-Isayev 模型不是使用n次方程,而是采用了一個經(jīng)驗模型進行熟化。數(shù)學模型如下所示: 參考文獻 :Deng, J. S., & Isayev, A. I. (1991).
2462
Moldex3D 中國 ??? 1年前
Moldex3D模流分析之光學組件的條紋級數(shù)與光彈條紋 
受熱影響下的條紋級數(shù)與光彈條紋挑戰(zhàn)o 需求? 產(chǎn)品微小化? 高準確度? 好的外觀質(zhì)量o 成型過程中會遇到的問題? 流動不平衡? 燒焦劣化? 尺寸變型? 材料相關(guān)問題Moldex3D 解決方案? 可視化光學塑件的充填行為? 可視化流動導致之光程差、條紋級數(shù)與光彈條紋等光學性質(zhì)? 預測可能的成品瑕疵,包含短射、流動不平衡
2326
Moldex3D 中國 ??? 11月前
驅(qū)動鈦絲(SMA)的可靠性設(shè)計(6)溫度控制 
我們在做驅(qū)動機構(gòu)的結(jié)構(gòu)設(shè)計過程中,有時存在加強筋或隔離墻的設(shè)計,這樣的設(shè)計可能讓結(jié)構(gòu)部件和鈦絲有局部接觸,因長期或偶爾的接觸,導致結(jié)構(gòu)件出現(xiàn)了高溫粘連、燒焦的問題。 其中,結(jié)構(gòu)件和鈦絲發(fā)生粘連,會造成鈦絲驅(qū)動的時候直接拉長或拉斷。 結(jié)構(gòu)件燒焦會造成驅(qū)動機構(gòu)本身局部損壞或帶來燃燒的風險。 因此驅(qū)動結(jié)構(gòu)材料盡量采用耐高溫材料,或盡量避免和驅(qū)動鈦絲的接觸。
2412
財哥說鈦絲 ??? 1年前
【米思米機械設(shè)備知識分享】- 電阻器的檢測方法 
在電路中,當熔斷電阻器熔斷開路后,可根據(jù)經(jīng)驗作出判斷:若發(fā)現(xiàn)熔斷電阻器表面發(fā)黑或燒焦,可斷定是其負荷過重,通過它的電流超過額定值很多倍所致;如果其表面無任何痕跡而開路,則表明流過的電流剛好等于或稍大于其額定熔斷值。 對于表面無任何痕跡的熔斷電阻器好壞的判斷,可借助萬用表R×1擋來測量,為保證測量準確,應(yīng)將熔斷電阻器一端從電路上焊下。
1917
MISUMI米 ??? 2年前
Moldex3D模流分析金屬脫蠟精密鑄造之反應(yīng)射出成型分析 
然而,熱固性塑料很難回收,潛在問題諸如毛邊、燒焦和冗長成型周期都構(gòu)成RIM產(chǎn)品與制程開發(fā)的主要挑戰(zhàn)。 Moldex3D RIM模塊提供真實三維解決方案,其應(yīng)用涵蓋分析各類熱固性材料,例如不飽和多元酯(unsaturated polyester)、聚氨酯(PU)、液態(tài)硅橡膠(liquid silicon rubber)及利用環(huán)氧樹脂(epoxy)的精密芯片封裝之射出成型。
2128
Moldex3D 中國 ??? 3年前
煉油廠液化石油氣的技術(shù)應(yīng)用與新技術(shù)開發(fā) 
某50kt/a工業(yè)裝置采用兩臺固定床反應(yīng)器交替進行反應(yīng)和再生(反應(yīng)和再生各1臺),失活催化劑通過燒焦再生,通過吸收穩(wěn)定系統(tǒng)將產(chǎn)物分離得到干氣、液化石油氣和汽油組分。
3490
化工活動家 ??? 4年前
Moldex3D模流分析之RIM模塊提供真實三維解決方案 
然而,熱固性塑料很難回收,潛在問題諸如毛邊、燒焦和冗長成型周期都構(gòu)成RIM產(chǎn)品與制程開發(fā)的主要挑戰(zhàn)。Moldex3D RIM模塊提供真實三維解決方案,其應(yīng)用涵蓋分析各類熱固性材料,例如不飽和多元酯(unsaturated polyester)、聚氨酯(PU)、液態(tài)硅橡膠(liquid silicon rubber)及利用環(huán)氧樹脂(epoxy)的精密芯片封裝之射出成型。
2668
Moldex3D 中國 ??? 11月前
注塑人要收藏的注塑生產(chǎn)不良缺陷原因
12、糊斑(燒焦):在塑件的表面或內(nèi)部出現(xiàn)許多暗黑色的條紋或黑點,稱為糊斑或燒焦。13、尺寸不符:注塑件在成型過程中,不能保持原來預定的尺寸精度稱為尺寸不符。14、氣泡及暗泡:注塑件內(nèi)部有孔隙,氣泡是制品成型后內(nèi)部形成體積較小或成串孔隙的缺陷,暗泡是塑膠內(nèi)部產(chǎn)生的真空孔洞。15、表面混蝕:注塑件表面呈現(xiàn)無光、泛白、濁霧狀外觀稱為混蝕。
3277
Im智能注塑 ??? 3年前
注塑成型過程時產(chǎn)生氣體與模具有關(guān)系嗎? 
④ 型腔內(nèi)氣體受到壓縮后,產(chǎn)生熱量而使塑料局部溫度上升,塑料熔體分解變色,甚至燒焦碳化。⑤ 排氣不良,降低充模速度,增加了制件成形的周期(尤其是高速注塑),嚴重影響生產(chǎn)效率。
2187
高分 ??? 4年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
