



球鐵無冒口工藝的鐵液成份、澆注溫度、冷鐵工藝、鑄型強度、孕育處理、鐵液過濾和鑄件模數參數分析 
所以沒有必要苛求過低的澆注溫度,只要鑄型強度足夠抵抗鐵液的靜壓力,澆注溫度可以高一些。通過鐵液加熱鑄型減少共晶凝固時的過冷度,使石墨化有充足的時間進行。不過,澆注速度要盡可能地快,以盡量減少型內鐵液的溫度差。 2.3 冷鐵 根據筆者使用冷鐵的經驗及利用以上理論分析,冷鐵能夠消除縮孔缺陷的說法并不確切。
2329
鑄造工程師 ??? 4年前
高牌號球墨鑄鐵前蓋鑄造缺陷分析及工藝優化 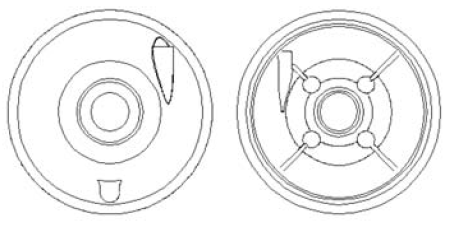
(1)鑄件防縮設計改進。針對法蘭環處環狀熱節,取消內腔冷鐵,改為法蘭側面設置大冒口進行補縮。通過對鑄件模數及熱節的計算,為滿足鑄件的補縮要求,冒口尺寸設計為Φ80 mm×140 mm,冒口徑尺寸設計為Φ25 mm×20 mm。針對頂部法蘭搭子處熱節,取消內冷鐵,改為外冷鐵激冷,配合側冒口補縮。
4617
鑄造工程師 ??? 2年前
汽車線束搭鐵設計策略 
因此搭鐵點的數量、具體位置及每個搭鐵點連接的負載就是搭鐵設計核心。搭鐵線的走向、搭鐵端子設計都要合理,這樣才能保證搭鐵的整體可靠性。另外,搭鐵的安裝工藝也是設計中不可忽略的一部分。目前,搭鐵設計已越來越受到重視,我們需要借鑒以往的設計經驗,并運用先進技術分析手段不斷提升設計能力。
3142
線束專家 ??? 4年前
船用汽輪機后汽缸下半鑄件的鑄造工藝設計 
圖2 是鑄件自然凝固(僅模擬鑄件本體,未設置冒口、補貼、冷鐵、澆注系統等鑄造工藝)過程模擬,可以確定鑄件凝固的先后順序和最后凝固部位,為放置冒口、補貼和冷鐵提供了依據。 2.2 分型方案確定通常的鑄鋼汽缸為方便補縮水平中分面法蘭,是以水平中分面為分型面,整個鑄件位于下箱。
4454
我愛汽輪機仿真 ??? 2年前
天冷了,新能源汽車瑟瑟發抖 
在傳統設計中,工程師往往憑經驗畫圖,然后丟給仿真軟件算,不行再改。做仿真的目的是優化,但優化過程只能依賴工程經驗。重復畫圖,重復仿真,里面的心酸誰人懂為解決這個難題,天洑開發了工業軟件“超強大腦”——智能優化設計軟件AIPOD。 它能取代工程師調用CAD、CAE軟件,利用多目標尋優算法,在設計邊界內尋找最優。
1634
天洑軟件 ??? 5月前
SYNOPSYS 光學設計軟件課程二十七:理解冷反射效應 
根據我們的經驗,這種差異是不夠的,這個鏡頭將在顯示器上顯示中度嚴重的冷反射。必須改正。同樣,根據經驗,我們已經了解到,如果鏡頭以英寸為單位,YNI的最小值應為約0.009,對于以毫米為單位的鏡頭,YNI的最小值應為0.229。(即使鏡頭是AFOCAL并且光線輸出是以角度為單位 - 它與鏡頭單元無關,YNI的數量也有長度單位,因此與這些單位成比例。)
2377
墨光科技 ??? 2年前
球鐵縮孔縮松、夾渣、石墨漂浮3大常見缺陷如何解決? 
(2)工藝設計要確保鑄件在凝固中能從冒口不斷地補充高溫金屬液,冒口的尺寸和數量要適當,力求做到順序凝固。(3)必要時采用冷鐵與補貼來改變鑄件的溫度分布,以利于順序凝固。(4)澆注溫度應在1300~1350℃,一包鐵液的澆注時間不應超過25min,以免產生球化衰退。(5)提高砂型的緊實度,一般不低于90;撞砂均勻,含水率不宜過高,保證鑄型有足夠的剛度。
2355
鑄造工程師 ??? 4年前
凝固熱節和冒口系統設計 
確定冷鐵和冒口后,將運行第二次凝固模擬,以驗證冷鐵和冒口的設計。
2325
FLOW3D 流體仿真 ??? 1年前
高熱密度板卡模塊高效散熱設計研究 
上述公式(1)中,P可根據功率芯片布局和表1得出;散熱冷板與冷空氣之間的溫差ΔT(即Ths-Ta),根據實際工程應用經驗,通常為(15~25)℃,可取典型值20℃;對流換熱系數h,根據強迫風冷的經驗值估算,可設定為40 W/(m2·K)。經計算,可得到散熱冷板所需提供的散熱翅片面積A。
2859 3 1
寶怡 ??? 2年前
球鐵高性能低成本,但縮孔縮松、夾渣、石墨漂浮三大常見缺陷該如何解決? 
(2)工藝設計要確保鑄件在凝固中能從冒口不斷地補充高溫金屬液,冒口的尺寸和數量要適當,力求做到順序凝固。 (3)必要時采用冷鐵與補貼來改變鑄件的溫度分布,以利于順序凝固。 (4)澆注溫度應在1300~1350℃,一包鐵液的澆注時間不應超過25min,以免產生球化衰退。
2562
鑄造工程師 ??? 4年前
一種車用攝像頭殼體冷擠壓成形工藝與模具設計 
圖11 裁切側邊后的產品與U盤大小比較圖12 該系列產品與圓珠筆的比較結束語在依靠經驗進行工藝和模具設計的過程中,當無法定性判斷缺陷且計算難度較高時,可以借助Deform-3D對此進行模擬分析,有助于對沒有把握的風險進行判斷,從而來提升試模的成功率和模具設計的可靠性。
2816 1
FMMM ??? 4年前
新能源汽車電池/儲能熱管理結構設計進階到高階-十大專題50個技術點掌握熱結構建模核心能力 

第七章經驗教訓總結是匯聚了百來個項目,在項目開發過程中亦或者在車輛市場問題中反饋的潛在設計問題,輕則熱性能表現不夠良好,重則引發了熱失控等問題,該章節就是經過這些教訓,我們從中吸取經驗,做成典型案例分析,用于指導新學員在項目開發過程中進行規避。
7158 2
LEVEL水平線 ??? 1年前
球墨鑄鐵經驗匯總:原材料選擇、熔煉工藝制定、溫度控制、爐前球化孕育處理
通過幾年的摸索,對于生產球墨鑄鐵有了自己的一些經驗,現加以介紹。 1、生產的基本條件 1.1熔煉設備 鑄態鐵素體球鐵對原鐵水的質量要求是:化學成分穩定,符合設計要求;好的冶金質量,潔凈,無氧化現象;高的出鐵溫度(一般1500-1550℃)。
3380 4 2
鑄造工程師 ??? 3年前
基于溫度場仿真的干式變壓器散熱設計 
關鍵詞:溫度場;;散熱;有限元;0 引言如果對干式變壓器進行溫升計算,需要通過溫升計算公式實現變壓器的穩態溫升,利用平均溫升讓變壓器產生負荷,并在變壓器的繞組和鐵心的表面進行計算并產生負荷,通過經驗系數實現變壓器的繞組溫升。
3322 3
寶怡 ??? 2年前
直列氣缸體立澆鑄造工藝設計 
通過適流澆注系統新理念和鑄造仿真計算的應用,提高了鑄造工藝設計質量。盡管本工藝開發取得預想的效果,但是仍存在以下問題需要不斷完善。(1)受生產條件限制,澆注系統的橫澆道無法設計為低流速結構,鐵液流速快,擋渣效果差是砂眼和氣孔缺陷較高的原因之一。(2)全包砂芯工藝存在澆注過程中因打包帶失效導致砂芯組漲大,從而引起砂芯組之間的配合間隙變大漏鐵液的問題。
4337 3
鑄造工程師 ??? 2年前
技術貼 | AVL CRUISE M 電池冷媒直冷解決方案 
后處理可以直接得到壓焓圖,通過壓焓圖可以清晰地了解回路內各部件工作狀態,有助于系統性能設計和匹配,可以直觀地了解電池直冷板進出口狀態,指導熱管理設計。AVL CRUISE M對于兩相流有著豐富的計算經驗和處理方法,并且在近幾個版本中對于兩相流計算速度和求解魯棒性都有明顯的增強。
2899
AVL先進模擬技術 ??? 1年前
技術貼 | AVL CRUISE M 電池冷媒直冷解決方案
后處理可以直接得到壓焓圖,通過壓焓圖可以清晰地了解回路內各部件工作狀態,有助于系統性能設計和匹配,可以直觀地了解電池直冷板進出口狀態,指導熱管理設計。AVL CRUISE M對于兩相流有著豐富的計算經驗和處理方法,并且在近幾個版本中對于兩相流計算速度和求解魯棒性都有明顯的增強。
3747
AVL先進模擬技術 ??? 1年前
渦旋壓縮機轉軸系統動平衡設計與仿真驗證 
4 結語 工程設計經驗和生產實踐表明,高速轉子結構必須具備良好的動平衡性能。通過渦旋壓縮機轉軸系統的動平衡設計計算,確定了平衡鐵的形狀、質量及分布位置,有效抵消了主軸轉動過程中產生的離心慣性力。動力學仿真結果驗證了動平衡設計方案的正確性,為渦旋壓縮機系統的動平衡設計與性能改進提供了重要技術參考。
3818 2 2
我愛汽輪機仿真 ??? 2年前
焊接熱裂紋、再熱裂紋、冷裂紋、層狀撕裂,這些你都了解嗎? 
可歸納為以下兩方面:(1)形成脆硬的馬氏體組織——馬氏體是碳在ɑ鐵中的過飽和固溶體,碳原子以間隙原子存在于晶格之中,使鐵原子偏離平衡位置,晶格發生較大的畸變,致使組織處于硬化狀態。特別是在焊接條件下,近縫區的加熱溫度很高,使奧氏體晶粒發生嚴重長大,當快速冷卻時,粗大的奧氏體將轉變為粗大的馬氏體。
2771
機械學霸 ??? 4年前
澆注工藝對減少鑄造缺陷有哪些作用 看實戰案例 
2.快速澆注優點:鐵液上升速度快,不容易氧化:鐵液對型腔的烘烤時間短,減小涂層開裂、脫落的可能性,減少鑄件夾渣等缺陷的產生;防止出現澆不足、冷隔缺陷;使型腔內氣壓增大,迫使氣體容易從鑄型向外排出,鑄件不容易產生氣孔等孔洞類缺陷:鑄件各部的溫度差小,防止裂紋發生。
2351 1
鑄造工程師 ??? 3年前
20條/頁 
 19
19 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
