



液壓成形,一種新的先進制造技術 
液體凸模拉深:液體凸模拉深成形是以液體介質代替凸模傳遞載荷,液壓作為主驅動力使坯料變形,坯料逐漸流入凹模,最終在高壓作用下使坯料貼靠凹模型腔,零件形狀尺寸靠凹模來保證。這一成形法通過合理控制壓邊力可使坯料產生拉-脹成形,應變硬化可提高曲面薄殼零件的剛性、壓曲抗力和抗沖擊能力。因此,它非常適于鋁合金和高強鋼等輕合金板料形狀復雜(特別是局部帶有小圓角)、深度較淺的零件成形。
3802 10 4
鑄造工程師 ??? 3年前
沖壓拉伸件的缺陷及其預防措施 
7彎曲件彎曲部位產生裂紋(彎曲變形區的內應力超過材料的強度極限)A. 消除彎曲區外側的毛刺,毛刺會造成該區域的應力集中,◆ 減小彎曲變形量◆ 清除此區域的毛刺◆ 有毛刺的一側放在彎曲區的內側。B. 彎曲工件時最好使彎曲方向和材料的纖維方向(輾軋方向)垂直。C. 彎曲半徑不能太小,在質量允許的情況下盡量使圓角半徑加大。
1929
模具設計UG編程教學 ??? 3年前
模具設計丨端子模下料原理及沖裁斷面間隙講解,值得一看! 
其磨損量與接觸壓力,相對滑動距離成正比,與材料的曲阜強度成正比,是模具磨損的主要形式當間隙較小時,接觸壓力增加,摩擦距離增長,摩擦發熱嚴重,導致模具磨損加劇,使模具和材料產生粘結現象,還會引起刀口的壓縮疲勞破壞,使之崩刃間隙較大時,材料彎曲拉伸相對增加,模具刀口端面的正壓力增大,容易產生崩刃或塑性變形,從而加速磨損間隙過大或過小都會降低模具的壽命,因此間隙合適或者適當增大模具間隙
2493
模具設計UG編程教學 ??? 3年前
延長沖壓模具使用壽命的幾點措施 
1、正確選擇模具材料 凸模的工作條件比凹模更差,凸模要比凹模材料的材質更好。大批量沖裁時,要注意選擇模具材料應該是強度高、耐磨性好、韌性好的模具材料。 2、合理的冷沖壓模具設計結構,是保證模具使用壽命的必備前提 冷沖壓模具的使用壽命與合理的結構設計有著很大的關系,設計之初在保證冷沖壓模具其他設計要求。
2761 6 3
金屬加工前沿 ??? 3年前
老師傅總結:沖壓件常見不良及對策,有你想要的么? 
對策選用彈性模數大屈服點小的力學性能較穩定的沖壓材料;增加校正工序,采用校正彎曲代替自由彎曲;彎曲前材料要進行退火,使冷作硬化材料預先軟化后再彎曲成形;若在沖壓過程中發生形狀變形而難以消除;則應更換或修整凸模與凹模的斜度,并且使凸凹模間隙等于最小料厚;增大凹模與工件的接觸面積,減小凸模與工件的接觸面積;
1968
模具設計UG編程教學 ??? 4年前
沖裁加工怎么做到雙面無毛刺?本文給你揭曉! 
下面就是本文的精華了:去除毛刺之平壓法如圖1,進行半量沖裁的這種,我們稱之為“負間隙“,凸模要大于凹模。我們要讓凸模壓入材料中,要產生材料被壓出到凹模的單面塌角的話,那么凸模的壓入量是很主要的,一般是要材料板厚的75%往上下面是平壓工序,平壓工序其實很容易,但是內容比較特殊。
2637
模具社 ??? 3年前
基于有限元分析改善落料沖孔模具上墊板零件的應力與應變 
圖2 模具結構 1—擋料釘2—上模板3—導套4—導柱5—打料桿6—模柄7—上推料板8、9—上墊板10—凸模固定板11—退料桿12—凹模13—推料板14—凸模二15—凸模一16—橡膠17—凸凹模18—凸凹模固定板19—墊板20—下模板21—卸料板3.2 受力分析零件沖裁中心位于圓周的中心處,根據模具結構及工作原理可知,上墊板9主要受凸模一15和凸模二14沖孔時垂直向上的沖裁力作用,推料板
4144
Whitney ??? 2年前
超越離合器齒輪冷擠壓工藝的仿真分析與研究 
毛坯采用空心毛坯,可以用20 鋼棒料通過反擠壓和沖底制成,毛坯的直徑為 φ31.5mm,與零件大端直徑保持一致,通孔的直徑選澤 φ11mm,這樣可以減少擠壓時的變形量和移動量,從而減少擠壓力保護模具,根據零件圖,超越離合器齒輪零件的體積為:V=9346.29mm 3.在擠壓完成時,凸模與凹模的最終距離確定為2mm(距離過小時,擠壓力急劇上升)。
2984 4 3
FMMM ??? 4年前
“精算”那些事 第五篇: 沖壓有限元仿真知多少 
考慮機床撓度、模具重量 模具到底狀體受力仿真 凸模Z向變形云圖壓邊圈Z向變形云圖凹模Z向變形云圖 下工作臺面Z向撓度變形云圖通過仿真我們很快可以確定為什么模具研合時出現著色四周硬、中間空的“空心”現象了,模面數據設計時提供合理的參考數值。
5563 3
金屬加工前沿 ??? 2年前
【專業知識】最全的沖壓工藝與產品設計知識大匯總 
中性層 :距離材料內側約等于0.255T材料的外層纖維由于受到拉應力材料產生相對移動,材料的不足由寬度方向補充2、折彎過程(以V曲為例):1)凸模運動接觸板料(毛坯)由于凸,凹模不同的接觸點力作用而產生彎矩,在彎矩作用下發生彈性變形,產生彎曲。2)隨著凸模繼續下行,毛坯與凹模表面逐漸靠近接觸,使彎曲半徑及彎曲力臂均隨之減少,毛坯與凹模接觸點由凹模兩肩移到凹模兩斜面上。
3099 1
機械工程師 ??? 3年前
側圍外板尾燈口暗坑優化方法研究 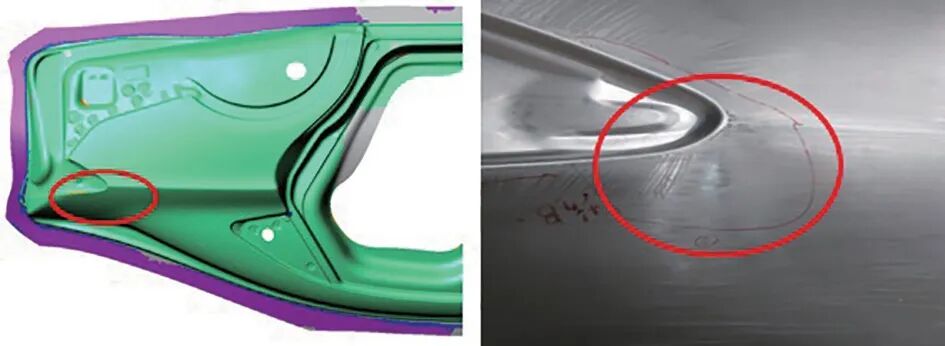
圖4 側圍外板拉延模具型面特征示意圖從整形模具的特征區域(圖5)狀態來看,尾燈口整形凸模造型為反成形;尾燈整形凹模棱線存在凹點聚料,導致該區域沖壓件型面發生二次變形,缺陷會集中在尾燈口頂面區域的正向成形的夾角交界處,是強行變形區域。圖5 側圍外板整形模具型面特征示意圖⑶模具型面分析。
2029 1 1
金屬加工前沿 ??? 3年前
關于鈑金折彎成型技術的12大問題
問題四:彎曲引起孔變形原因:采用彈壓彎曲并以孔定位時彎臂外側由于凹模表面和制件外表面摩擦而受拉,使定位孔變形。
2327
非標機械論壇 ??? 3年前
沖壓工藝仿真中界面接觸壓力計算精度研究 
由于U形件彎曲過程中磨損主要發生在凸模完全進入凹模腔體直壁段之后(即穩定階段),因此,仿真中接觸壓力取行程在22~27mm和39~45mm的兩段,共20幀數據,其平均值認為是穩定階段凹模圓角上的接觸壓力值。圖1 有限元仿真模型 圖2 凹模圓角區界面接觸壓力分布 關鍵的材料、工藝和模具幾何參數對板料―凹模圓角界面接觸壓力的影響已在文獻研究中討論過。
5396 7
FMMM ??? 2年前
模具熱處理變形與開裂的預防措施 
所以一般易變形的槽形模具,應盡量在淬火前留筋,淬火后再切除,圖5所示的槽形工件,原來淬火后在R處發生變形,經加筋(圖5中陰影線部分)后,能有效地防止淬火變形。圖 5 (4)采用組合式結構 對于形狀復雜、尺寸>400mm的大型凹模及厚度小、長度大的凸模,最好采用組合式結構,化繁為簡,化大為小,變模具內表面為外表面,不僅便于冷熱加工。
4021 2 1
FMMM ??? 3年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
凸模1與凹模2分別與彎曲工件內、外形輪廓基本一致,當外力(如果力機滑塊運動)將凸模推下時,便將放在凸、凹模之間的板料彎成需要的工件。彎曲有自由彎曲和校正彎曲之分,區別在于自由彎曲是在凸模、板料、凹模三者完全貼合時就不再往下壓;而校正彎曲則是自由彎曲的基礎上涂抹再往下壓,使工件產生一步的塑性變形,以減少彎曲件的回彈。
5970 2
金屬加工前沿 ??? 3年前
汽車沖壓生產車間工藝概述
覆蓋件在成形過程中,材料應有足夠的塑性變形,以保證零件具有足夠的剛性。4. 良好的工藝性。覆蓋件應具有良好的沖壓工藝性能和焊接工藝性能,以降低沖壓和焊裝的生產成本。沖壓工藝性,主要是看各工序,特別是拉深工序能否順利進行、能否穩定生產。六、一般模具的組成1. 工作零件包括凸模和凹模等零件。2. 定位零件主要包括擋料銷、定位銷、側刃等零件。3.
2805 1
金屬加工前沿 ??? 3年前
車架類沖壓模具設計注意事項 
拉動卸料就是在凹模底座的位置上加設了一個底板,沖壓形成工作之后,將其固定于凸模上行的拉線B套住凹模的底板,然后凸模上行,拉動底板上行,則可拉出卡在凹模內的工件。
4024 3
金屬加工前沿 ??? 2年前
Lsdyna中動力松弛-沖壓成型 
1.問題描述當一塊平板被沖壓,凸模物體向下移動,凹模阻擋平板,形成指定的形狀,查看整體變形和應力分布情況2.問題分析由于lsdyna自身的原因,計算的步長受到材料密度、彈性模量、網格大小等因素影響,不可控制,只能計算很短時間內的一個變形。如果延長時間則計算量過大,沒有意義了。
2096
大龍貓?? ??? 4月前
40個機械模具行業,鉗工類面試、筆試及現場問題解釋全在這
凸,凹模之間的間隙過小時,凸模刃口附近材料的裂紋向外錯開一段距離,這樣,上,下兩紋中間的部分材料隨著沖裁的進行被第二次剪切影響了斷面質量。間隙過大時,凸模刃口附近材料的裂紋向里錯開一段距離,材料受到很大拉伸,材料邊緣的毛刺,塌角及斜度較大,也會影響沖裁件的斷面質量。另外,間隙過小或過大,都對沖裁件的尺寸偏差有一定的影響。23、影響材料最小彎曲半徑的因素有哪些?
1893
UG模具設計材料 ??? 4年前
一塊鋼板沖出這么多孔,卻還平整如初,怎么做到的? 
精沖工作過程: a) 模具開啟,送入材料; b) 模具閉合,在刃口(沖裁線)內外的材料利用齒圈力和反壓力壓緊; c) 用沖裁力PS沖裁材料,壓邊力PR和PG全過程有效壓緊; d) 滑塊行程結束,沖件在凹模內,內孔廢料沖入落料凸模中; e) 壓邊力PR和反壓力PG卸除,模具開啟; f) 在施加齒圈力的位置,此時作用為:頂出內孔廢料和卸除沖壓搭邊的卸料力PRA;
1962
UG編程模具設計實戰 ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
