



車身覆蓋件修邊模正側(cè)交刀結(jié)構(gòu)研究 
重疊段下刃壁考慮側(cè)修方向進(jìn)刀,刃壁只能照顧側(cè)修,不能兼顧正修。當(dāng)正修刀切入重疊段,下刃壁不與沖壓方向平行,只有刃口棱線r 最外側(cè)切線與正修上刀刃壁構(gòu)成修邊間隙。此段正修為異常修邊。重疊段正修和側(cè)修先后順序,一般取決于產(chǎn)品結(jié)構(gòu)。本案例正修先切,側(cè)修后切。上刀局部結(jié)構(gòu)較長(zhǎng),修邊行程較大。因?yàn)榇怪毕蛳拢履?em>修邊線以外虛空,不易干涉。
2771
FMMM ??? 4年前
基于光電傳感器的模具廢料監(jiān)測(cè)系統(tǒng)設(shè)計(jì) 附基于ADMAS 動(dòng)力總成28工況計(jì)算下載 
2 模具廢料監(jiān)測(cè)系統(tǒng)的建立2.1 修邊模工作原理以某前門外板為例,成形該零件需要4道工序,分別為拉深、修邊、翻邊、側(cè)翻邊,需在有4臺(tái)設(shè)備的沖壓生產(chǎn)線上生產(chǎn),修邊模放置在生產(chǎn)線的第2臺(tái)設(shè)備上。壓料板、上模刀塊與上模安裝于設(shè)備的上滑塊上,廢料刀、下模刀塊與下模安裝于工作臺(tái)上。修邊模開(kāi)始工作前,上滑塊上升一定距離,機(jī)械手將拉深后的零件放在下模刀塊上。
2592
ouju7687 ??? 3年前
基于Adams的汽車發(fā)動(dòng)機(jī)蓋外板二次切斷廢料滑落研究 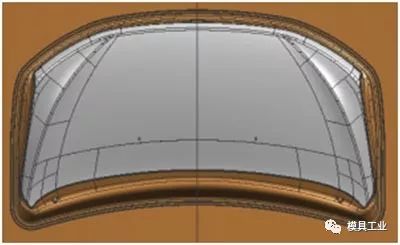
沖壓工序依次為:①拉深;②修邊、側(cè)修邊、沖孔;③側(cè)翻邊;④切角、翻邊、側(cè)翻邊。
2132
擺渡人張 ??? 2年前
淺析基于鋁門外板模具關(guān)鍵技術(shù)解決方案 
圖1 產(chǎn)品RPS 點(diǎn)及匹配區(qū)域示意圖工藝規(guī)劃全鋁封閉自動(dòng)線生產(chǎn)方式工藝規(guī)劃為4 序:OP10 拉延→OP20 修邊、沖孔、側(cè)修邊→OP30修邊、側(cè)修邊、翻邊→ OP40翻邊、整形。工藝規(guī)劃簡(jiǎn)圖如圖2 所示。
4303
FMMM ??? 2年前
基于輕量化的沖壓鋁板成形技術(shù)研究 
圖3 鋁板修邊刃口工藝1)鋁板無(wú)廢料刀設(shè)計(jì),普遍采用二次修邊;2)鋁板不采用三角定位孔,避免連切帶翻結(jié)構(gòu);3)針對(duì)鋁板,采用修邊刃口特殊工藝處理;4)建議采用二次切斷或者使用浮動(dòng)刀,同時(shí),避免波浪刃口(Shear cut),均勻穩(wěn)定修邊;5)刃口間隙均勻性和垂直度確認(rèn);6)上下模刃口表面處理,降低表面粗糙度和提高耐久性;7)修邊刃口涂黃油,粘鋁屑;8)模具工裝上增加收集鋁屑裝置;9)每生產(chǎn)1000
2336
FMMM ??? 2年前
基于自動(dòng)化生產(chǎn)的卡車縱梁落料沖孔模設(shè)計(jì) 
對(duì)于修邊廢料,廢料刀不是采取垂直90°來(lái)設(shè)計(jì),而是設(shè)計(jì)成95°,充分考慮利用廢料自身的重心,確保落料修邊廢料的順利下滑,同時(shí)也會(huì)在上模凹模鑲塊上增設(shè)彈頂銷來(lái)輔助修邊廢料下滑,如圖10 所示。
2129
金屬加工前沿 ??? 3年前
基于AutoForm的汽車頂蓋沖壓回彈補(bǔ)償研究 附AutoForm鈑金沖壓成形分析從入門到精通下載 
根據(jù)零件特征,沖壓工藝設(shè)計(jì)如圖2所示,分別為:①拉深;②修邊沖孔;③修邊、翻邊、整形;④修邊、翻邊、沖孔;⑤修邊、翻邊、沖孔。
2973 1
keyong2025 ??? 3年前
【帶傳動(dòng)專欄】基于RecurDyn 的人字齒同步帶齒廓齒形對(duì)傳動(dòng)性能的影響 
帶的松、緊邊振動(dòng)引起帶長(zhǎng)瞬時(shí)變化以及帶輪的多邊形效應(yīng),使松、緊邊帶長(zhǎng)變化引起從動(dòng)輪傳動(dòng)誤差或角速度波動(dòng)。誤差與振動(dòng)振幅正相關(guān),因此,具有帶橫向振動(dòng)幅值變化相同規(guī)律,從動(dòng)輪角速度波動(dòng)幅值由小到大順序依次為新型、RU型和ZA型人字齒同步帶傳動(dòng)。
2750 2 2
CAE仿真學(xué)習(xí)菌 ??? 2年前
詳解丨什么是齒輪修形? 
齒『頂』修形(齒頂?shù)菇?#x2F;倒圓) 因?yàn)闄C(jī)加工誤差(毛刺、崩邊...),以及齒輪嚙合時(shí)是先“點(diǎn)-線接觸”,齒頂角很容易損壞,因此需要設(shè)計(jì)倒角/倒圓。
3929 3
EDC電驅(qū)未來(lái) ??? 4年前
汽車后流水槽區(qū)域感官品質(zhì)提升方法研究 
圖4 側(cè)圍后流水槽區(qū)域優(yōu)化后結(jié)構(gòu) CAE 沖壓仿真分析 對(duì)側(cè)圍和后流水槽兩個(gè)零件進(jìn)行沖壓仿真模擬優(yōu)化分析:側(cè)圍尾部產(chǎn)品結(jié)構(gòu)可實(shí)施正修工藝方案,無(wú)需側(cè)修,減少了側(cè)翻整區(qū)域,降低了側(cè)圍模具復(fù)雜程度和生產(chǎn)制造成本,也減少了調(diào)試難度和時(shí)間;后流水槽工藝方案經(jīng)過(guò)多種方案對(duì)比優(yōu)化分析,確定拉延成形+后序上整形的工藝方案為最合理工藝方案。
2804 2 1
FMMM ??? 4年前
如何制作卡盤軟爪,在師傅那里都學(xué)不來(lái)的技術(shù)!! 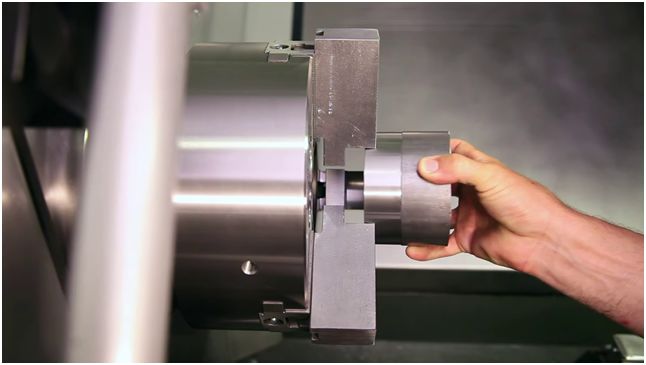
接下來(lái)是修爪器的選擇:通常來(lái)說(shuō),左邊的修爪器修內(nèi)爪,右邊的修外爪。以下問(wèn)題不管在制作或者重修軟爪時(shí),都應(yīng)該注意:T型塊不能超過(guò)卡盤的最大直徑,修爪時(shí)的卡盤壓力接近加工工件時(shí)的壓力,卡盤正處在活動(dòng)范圍的中間,修爪時(shí)夾持力的方向和工件夾持力的方向一致,注意修爪時(shí)的轉(zhuǎn)速,添加退刀槽,去除毛刺和尖角。
2512 4 3
機(jī)械加工網(wǎng) ??? 3年前
如何制作卡盤軟爪,在師傅那里都學(xué)不來(lái)的技術(shù)!! 
接下來(lái)是修爪器的選擇:通常來(lái)說(shuō),左邊的修爪器修內(nèi)爪,右邊的修外爪。以下問(wèn)題不管在制作或者重修軟爪時(shí),都應(yīng)該注意:T型塊不能超過(guò)卡盤的最大直徑,修爪時(shí)的卡盤壓力接近加工工件時(shí)的壓力,卡盤正處在活動(dòng)范圍的中間,修爪時(shí)夾持力的方向和工件夾持力的方向一致,注意修爪時(shí)的轉(zhuǎn)速,添加退刀槽,去除毛刺和尖角。
2243 1
數(shù)控編程教學(xué) ??? 3年前
從卓越到創(chuàng)新!ColorForm模內(nèi)上漆技術(shù)開(kāi)啓「智造」新維度 
此外,系統(tǒng)通過(guò)增加修邊單元進(jìn)一步擴(kuò)展,能夠去除組件上的澆口。這項(xiàng)先進(jìn)的修邊技術(shù)也來(lái)自克勞斯瑪菲,確保了整個(gè)生產(chǎn)流程的流暢、高效和精確。 該系統(tǒng)中還搭載了兩款克勞斯瑪菲已上市的數(shù)字化產(chǎn)品,MX 4500雙組份對(duì)射機(jī)配備的APCplus功能,如同為成型過(guò)程安裝了自動(dòng)導(dǎo)航系統(tǒng),通過(guò)實(shí)時(shí)調(diào)整轉(zhuǎn)換點(diǎn)和保壓,確保了熔體黏度的一致性,從而生產(chǎn)出重量均勻的組件。
2416
ACMT協(xié)會(huì) ??? 1年前
汽車用熱成型鋼板的加工工藝 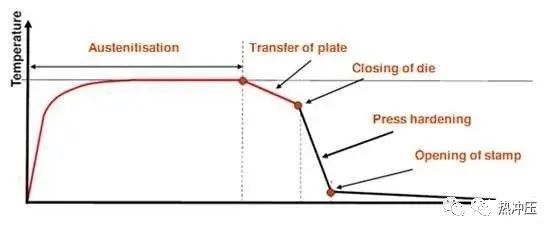
激光切割 由于熱成型件強(qiáng)度硬度大,使用傳統(tǒng)的冷沖壓模具進(jìn)行修邊沖孔的話,模具部件磨損嚴(yán)重、壽命嚴(yán)重縮短。目前的解決方案是在熱成型線尾配備3-4臺(tái)激光切割機(jī)器人進(jìn)行修邊沖孔加工。 5. 后處理 由于在熱成型加工過(guò)程中,零件處于高溫狀態(tài)時(shí)表面被氧化形成氧化膜,一般需通過(guò)噴丸處理來(lái)清理零件。
4661
金屬加工前沿 ??? 2年前
技術(shù)天地‖焦?fàn)t燃燒室檢修方案 
采取對(duì)未修補(bǔ)燃燒室墻面用水玻璃粘貼上一層10mm厚的硅酸鋁纖維氈,外面貼一層20mm厚的泡沫石棉板;對(duì)不修火道墻面、預(yù)留立火道隔墻、修補(bǔ)墻面對(duì)面單面墻實(shí)行邊拆邊貼一層50mm厚的石棉板保護(hù);對(duì)預(yù)留部分自小煙道至斜道口的保溫采取落廢氣砣、落風(fēng)門蓋板、用泡沫石棉板封死斜道口,禁止空氣流通的辦法;對(duì)未修火道以里炭化室墻面,先砌一道斷熱磚擋墻,擋墻表面先貼一層高鋁針刺氈,其外面用泡沫石棉板擋嚴(yán)。
2165
冶金焦化 ??? 4年前
反應(yīng)釜的檢修方法及質(zhì)量標(biāo)準(zhǔn)
b.焊縫局部咬邊深度不得大于0.5mm,咬邊連接長(zhǎng)度不大于100mm。c. 焊縫應(yīng)無(wú)裂紋、未焊透、未熔合、夾渣、氣孔等缺陷。d.焊縫上的溶渣和兩側(cè)飛濺物應(yīng)清除干凈。e.修補(bǔ)后不得出現(xiàn)十字焊縫,相鄰的兩筒間的縱縫及封頭與相鄰?fù)补?jié)的縱縫應(yīng)錯(cuò)開(kāi),其間距應(yīng)大于筒體厚度的三倍,且不小于100mm。f.焊縫的返修不宜超過(guò)兩次。g.焊條材質(zhì)應(yīng)選用正確,焊條、焊劑須烘干,隨用隨取。
2322 3 3
化工707 ??? 3年前
Moldex3D模流分析之Moldex3D CADdoctor自動(dòng)/手動(dòng)幾何修復(fù) 
改變面邊界 (Change Face Boundary) 修改回路中的曲線,來(lái)修變面的邊界。 (5) 部分狹長(zhǎng)曲面 (Partially narrow face) ?此項(xiàng)功能查找寬度小于該容差的表面。 ?導(dǎo)航窗口 (Navigation window)內(nèi)含有: ?修復(fù)工具 (Repair Tool): a.
2792
Moldex3D 中國(guó) ??? 2年前
漫談離心泵葉輪的優(yōu)化設(shè)計(jì) 
5)葉片進(jìn)口沖角 設(shè)計(jì)工況采用稍大的正沖角,以增加葉片的進(jìn)口角,減少葉片進(jìn)口處的彎曲,減少葉片的排擠,增加葉片進(jìn)口過(guò)流面積,從而改善吸入性能。同時(shí),還會(huì)改善大流量下的運(yùn)行環(huán)境,以減少流量損失。但是,沖角不能太大,否則會(huì)影響效率[3]。 6)葉片入口厚度及光潔度 適當(dāng)減小葉片入口的厚度,并對(duì)葉片入口進(jìn)行修圓,使其接近流線型。
4644 6 2
張偉一 ??? 2年前
電流互感器的接線方法和原理講解 
電流互感器的二次側(cè)電流從S1流出,進(jìn)入電流表的正接線柱,電流表負(fù)接線柱出來(lái)后流入電流互感器二次端子S2,原則上要求S2端子接地。
4080
電力講壇 ??? 4年前
正交六面體網(wǎng)格生成算法 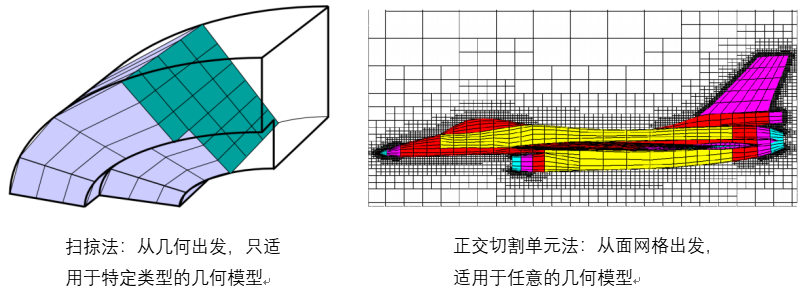
切割面 (cut-face)的存儲(chǔ) 切割面是由若干個(gè)節(jié)點(diǎn)構(gòu)成的平面多邊形,它是從輸入 面網(wǎng)格中的某個(gè)三角形被正 方體切割得到的。 對(duì)于每個(gè)切割面,我們只需 要記錄構(gòu)成它 的所有節(jié)點(diǎn),以及它所在平 面的法向量即可。
3891
我愛(ài)前處理 ??? 3年前
20條/頁(yè) 
 19
19 跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
