



模具設計“脫料結構”如何選取?使用范圍揭秘,你學習了嗎? 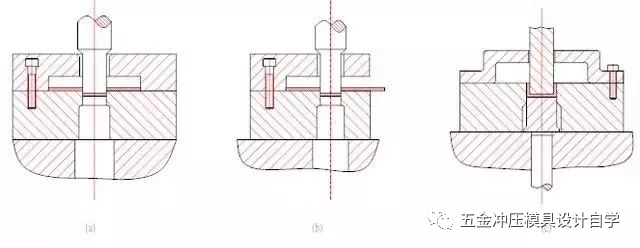
3、脫料板的上、下安裝接合表面應光潔一般應采用磨床加工,與材料接觸的表面上的孔不能倒角,而另一面則應倒角C0.5。文章來源:五金沖壓模具自學免責聲明:本文系網絡轉載,版權歸原作者所有。如涉及版權,請聯系刪除!
3778
張偉一 ??? 3年前
生產制造 | VISI沖壓模具標準件使用案例 
一導正銷?在沖壓連續模中導正銷,其核心作用是對條料進行精確定位,以確保沖壓件在各個工步上的尺寸精度和孔位精度。軟件可以直接調用導正銷標準件,可以根據實際情況修改,直徑、穿透量、間隙等參數。依次來滿足不太模具,對應導正銷的需求。可以一鍵生成導正銷在模具零部件中的孔位。 二脫料銷? 在沖壓連續模中,脫料銷是一個至關重要的功能部件。
3134
海克斯康設計與仿真 ??? 6月前
沖壓自動化改造模具要求 
沖壓自動化改造前,客戶需要配合現場進行改造,包括產品是否存在脫料情況、導柱檢查,工序是否需要翻轉,了解模具高度。1)脫料檢查所有模具取放工件順暢無阻礙,沖壓完成后工件停留在下模面。異常情況為上模帶料,或工件在沖壓完成后出現不規則位移。
2185
金屬加工前沿 ??? 3年前
五金沖壓件搭邊沖裁必須確定哪些內容 
要說明的是,模具結構有側壓裝置和無側壓裝置或是用側刃定距時,其條料寬度及導料板間距的計算公式是不一樣的。 3.確定搭邊沖裁是采用橫裁還是縱裁。在沖壓件廠的實際生產中,通常是先將板料剪切成條料,然后再進行沖壓加工。而板料的剪裁有橫裁和縱裁兩種方式,在保證制件質量的前提下,應通過對比一塊板料的利用率來決定是采取橫裁還縱裁。 4.確定排樣圖。在模具裝配圖及工藝卡片上,都應該有排樣圖。
2184
東一金屬 ??? 3年前
精度較高的五金沖壓件所用復合模正倒裝的比較 
在五金沖壓件加工廠,用于沖壓加工的模具類型有單工序模、級進模、復合模三類。其中復合模加工出的五金沖壓件比單工序模和級進模加工出的沖壓件精度要高。所以精度較高的五金沖壓件所選用的模具類型通常都是選用復合模。今天就為大家了解下復合模。 復合模在沖壓的一次行程中,能在同一工位上完成兩道或兩道以上的沖壓工序。正因為復合模是在沖模的同一位置一次沖出工件,不存在定位誤差,所以其沖裁精度才高。
2675
東一金屬 ??? 2年前
加工五金沖壓件采用的是冷沖壓工藝 
冷沖模具是冷沖壓加工中必不可少的工藝裝備,沒有選擇進的模具技術,先進的沖壓工藝就無法完成。 在五金沖壓件加工廠,用來加工沖壓件的金屬材料多為板料或帶料. 壓力機、模具、金屬材料,是五金沖壓加工必不可少的三大要素,缺一不可。在五金沖壓生產當中,一個沖壓件往往需要經過多道冷沖壓工序才能完成。多道冷沖壓工序,就意味著需要多套冷沖模。
2304
東一金屬 ??? 2年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
都是我創作的動力,期待你的加入在我們對精密沖壓件進行加工時要注意哪些地方呢?我們一起來看看。什么是精密沖壓件?我們可以理解為在加工過程中厚度不變的零件,其實就是薄板五金件,沖壓、彎曲、拉伸等操作都可以來加工,我們在進行精密沖壓件加工時要注意哪些事情呢?我們一起看一看。一、用單工序模具來沖一些簡單的零件。
1900
模具設計UG編程教學 ??? 3年前
模具設計丨端子模下料原理及沖裁斷面間隙講解,值得一看! 
都是我創作的動力,期待你的加入下料型模具主要包括五金模具和端子模具中純下料的模具端子模具中較常見的下料模具有:BTB、FPC等產品,五金模具中常見的下料模具有:PAD等產品。
2493
模具設計UG編程教學 ??? 3年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
在我們對精密沖壓件進行加工時要注意哪些地方呢?我們一起來看看。什么是精密沖壓件?我們可以理解為在加工過程中厚度不變的零件,其實就是薄板五金件,沖壓、彎曲、拉伸等操作都可以來加工,我們在進行精密沖壓件加工時要注意哪些事情呢?我們一起看一看。一、用單工序模具來沖一些簡單的零件。
2173
UG編程模具設計實戰 ??? 3年前
沖壓模具常見工藝問題解決方法 
加料側切、改變沖壓方向、做預儲料、凸模高過壓邊圈、邊緣開裂可以開裂以外地方加一條帶狀封閉特征讓其拉住或拉斷來減緩開裂;常見機械手或單工序模具生產工過中,工序件或產品浮升運動時不穩定,又沒孔或做不了外形定位,改善方法: 可在浮動裝置上加磁鐵。
3239 3 1
金屬加工前沿 ??? 3年前
哪些因素會導致五金沖壓件翹曲不平 
在我們五金沖壓件加工廠,加工五金沖壓件所用的原材料多為金屬板料或帶料,且薄料時居多。因此有時加工出的沖壓件會出現翹曲不平的現象。那么是什么因素導致沖壓件翹曲不平的呢?下面來了解下。 1、模具的沖裁間隙大會導致沖壓件翹曲。 2、凹模洞口不垂直有反錐會導致沖壓件翹曲。 3、沖壓件結構形狀復雜導致制件周圍的剪切力不勻從而產生翹曲。 4、金屬材料內部應力也會導致翹曲。
2211
東一金屬 ??? 2年前
30個沖壓模具設計與成形工藝經驗,收藏一波 
五金樣板在尺寸達不到要求的情況下,可以通過整形來實現,包括梅花樁, 再次拍平,簡易沖孔等等修披鋒。以上是一些在實際沖壓工作中的經驗總結,希望對閱讀到此文的人有幫助,提高模具的準期合格率,減少試模次數。
2676
UG編程模具設計實戰 ??? 3年前
2023天津鈑金加工、沖壓暨金屬成型展覽會 
(圓盤鋸、帶鋸床)、鉆孔及打孔設備、具、棒料剪床、三D打印等;5,自動化、智能化裝置:自動開卷、校平、校直、喂料、傳送、送料、落料、上下料、搬運堆垛、沖壓機器人、助力機械手、工業機器人及自動化生產線等;6,工裝&模具:鍛造模具、沖壓模具、汽車成形模具、鈑金模具、工裝及其它成形模具等;7,金屬表面處理:清洗設備、激光清洗機、激光打標機、激光雕刻機、激光噴碼機、涂油、去毛刺機、光機、防銹防腐蝕材料及相關設備
2040 1
上海梵翡會展有限公司 ??? 3年前
基于自動化生產的卡車縱梁落料沖孔模設計 
同時由于沖裁力的下降,設備故障也有了明顯的減少,像之前出現的固定螺栓松脫、裝模高度調整電機抱閘松動、油管爆管等設備故障問題都有了很大的改善,對于5000t 這種大功率的機械壓力機來說,這些改善也大大降低了能耗成本。結束語卡車縱梁落料自動化的實現,不僅依靠沖壓技術水平的發展,更是依靠機器人及智能控制技術的發展,其成功運用,改寫了自動化只能做大梁成形的歷史,是在厚板沖壓技術領域的一次飛躍。
2126
金屬加工前沿 ??? 3年前
30個沖壓模具設計與成形工藝經驗,收藏一波 
五金樣板在尺寸達不到要求的情況下,可以通過整形來實現,包括梅花樁, 再次拍平,簡易沖孔等等修披鋒。 以上是一些在實際沖壓工作中的經驗總結,希望對閱讀到此文的人有幫助,提高模具的準期合格率,減少試模次數。
2227
UG編程模具設計實戰 ??? 4年前
30個沖壓模具設計與成形工藝經驗,收藏一波 
五金樣板在尺寸達不到要求的情況下,可以通過整形來實現,包括梅花樁, 再次拍平,簡易沖孔等等修披鋒。 以上是一些在實際沖壓工作中的經驗總結,希望對閱讀到此文的人有幫助,提高模具的準期合格率,減少試模次數。 學無止境,沒有最好,只有更好。
2088
模具設計UG編程教學 ??? 4年前
【專業知識】最全的沖壓工藝與產品設計知識大匯總 
缺點:不能承受很大的拔脫力或剪切力。抽孔沖鉚:起固定連接作用。抽孔翻鉚:起旋轉軸的作用。b)作為連接螺母使用抽孔設計的注意點及沖頭尺寸:原則:a)必須保證有足夠的材料流動(即,必須計算抽孔可行性)。b)作為翻鉚使用時,必須控制抽孔的外徑(尺寸標外徑)。注意:模具對抽孔的內、外徑都可以控制 ,沖頭控制內徑;凹模控制外徑,但不能同時控制。
3099 1
機械工程師 ??? 3年前
2024天津鈑金加工展|2024天津工博會·鈑金加工展 
(圓盤鋸、帶鋸床)、鉆孔及打孔設備、具、棒料剪床、三D打印等;5,自動化、智能化裝置:自動開卷、校平、校直、喂料、傳送、送料、落料、上下料、搬運堆垛、沖壓機器人、助力機械手、工業機器人及自動化生產線等;6,工裝&模具:鍛造模具、沖壓模具、汽車成形模具、鈑金模具、工裝及其它成形模具等;7,金屬表面處理:清洗設備、激光清洗機、激光打標機、激光雕刻機、激光噴碼機、涂油、去毛刺機、光機、防銹防腐蝕材料及相關設備
2179 1
上海梵翡會展有限公司 ??? 2年前
自動化鍛造生產線過程特性淺析 
鍛模噴淋潤滑效果不良直接導致的產品失效模式有鍛件不滿模(過量時,局部型腔積存脫模劑產生氣阻;量小時,潤滑不良流動阻力增大)、氧化皮硌傷(氧化皮吹掃不徹底)和鍛件表面缺陷(如鍛件局部折疊),生產現場依據鍛模材質、脫模劑型號等實際情況,確認適合自身模具的脫模劑與水配比及噴淋潤滑時間等細節。(3)鍛模預熱溫度。根據模具材質,制訂適宜的模具預熱要求。
2597
FMMM ??? 3年前
【產品設計】鈑金件常用的結構設計形式,鉤,橋,彈片。。。你都聽說過嗎? 
這種機構前面還有一連接小條,并且兩個零件能使其兩個面緊緊裝配在一起,還能很有效的防止兩零件因作用力過大而使彎鉤變形脫開的情況發生。此種機構在小批生產時必須用NCT沖床或小模具沖裁出工藝孔后,用模具沖壓出來。 2、凸臺 凸臺是鈑金件中很常用的機構,可以用來定位,增加卡裝的牢固性,增加鈑金件的強度,墊高零件如PC板等。
4194
機械工程師 ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
